11.05.2022 by Prof. Dr. Ing. Sascha Englich
Le moulage par injection de thermodurcissables dans l'E-Mobilité
L'analyse des matériaux est d'une grande importance pour la conception des composants, des moules et des processus dans l'industrie automobile. Découvrez comment la calorimétrie différentielle à balayage et la rhéologie contribuent à l'optimisation du moulage par injection de résine époxy et apprenez-en plus sur le processus de moulage par injection de thermodurcissables et son application dans l'encapsulation électronique dans la première partie de cette nouvelle série de blogs.
Sascha Englich est professeur d'ingénierie plastique à l'université Steinbeis de Berlin et expert en matériaux plastiques et en technologie des procédés chez Schwarz Plastic Technologies*. Dans le cadre d'une série de blogs sur l'optimisation du moulage par injection de résine époxy à l'aide de la calorimétrie à balayage différentiel et de la rhéologie, il explique dans ce premier article le processus de moulage par injection de thermodurcissables et son application dans l'encapsulation de l'électronique automobile. En outre, il présente l'importance des analyses de matériaux, par exemple la DSC ou le rhéomètre rotatif, pour la conception des composants, des moules et des processus.
L'E-Mobilité impose des exigences élevées aux matériaux : Pourquoi les thermodurcissables sont plus performants que les thermoplastiques dans l'encapsulation des composants électroniques.
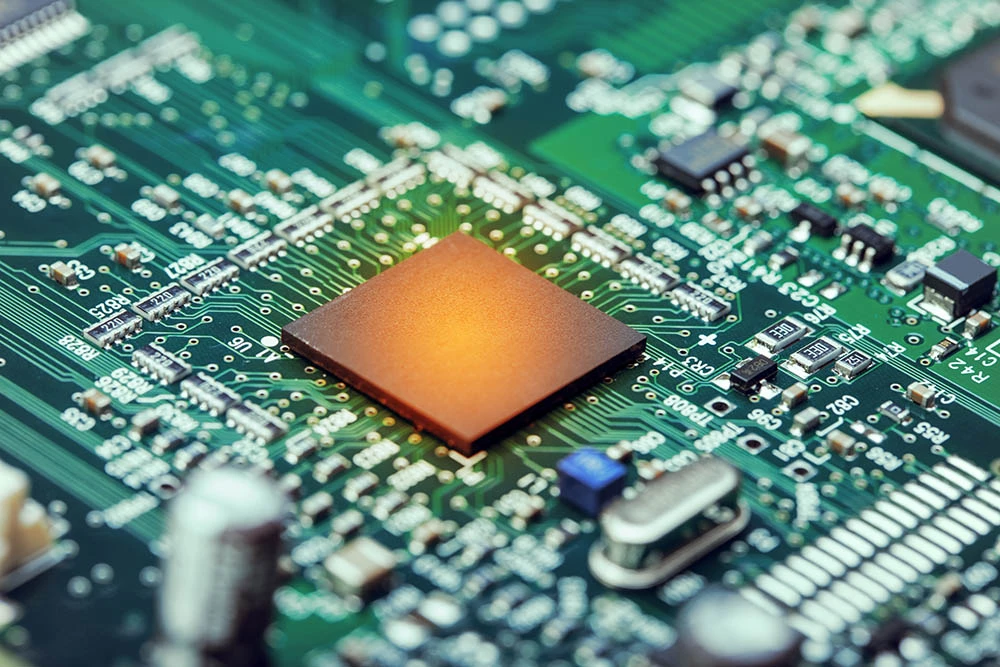
Pour de nombreuses applications, les propriétés des plastiques thermodurcissables offrent des conditions idéales pour une conception et une fabrication efficaces des composants. Grâce à leur excellent comportement thermomécanique, qui est - par rapport aux thermoplastiques - presque constant jusqu'à une plage de températures très élevée, ainsi qu'à leur résistance chimique et à leurs propriétés d'isolation électrique tout aussi convaincantes, les matériaux thermodurcissables sont prédestinés à de nombreuses applications de composants dans des conditions "difficiles". Les matériaux thermodurcissables occupent aujourd'hui le devant de la scène, notamment en raison des exigences liées aux applications dans le domaine de l'e-mobilité. Ils sont idéaux pour les applications dites d'encapsulation (figure 1).

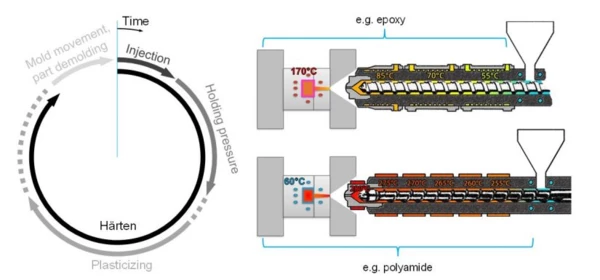
Bien qu'apparemment peu différents puisqu'ils se présentent tous deux sous la forme de granulés (figure 2), les composés de moulage thermodurcissables et thermoplastiques diffèrent considérablement les uns des autres. Cela s'applique à la fois à leurs propriétés matérielles et à leur traitement, par exemple par moulage par injection. La raison principale en est le comportement réactif des matériaux thermodurcissables pendant (et dans certains cas même avant) la transformation. Cela signifie qu'en plus des processus physiques, des processus chimiques (réticulation tridimensionnelle) ont lieu et s'influencent mutuellement au cours du processus. Ces caractéristiques et d'autres particularités liées aux composants de moulage thermodurcissables doivent toujours être prises en compte dans la conception de la machine et du processus.

La température, facteur décisif
Le processus principal de moulage par injection de composés thermodurcis correspond à celui des thermoplastiques.
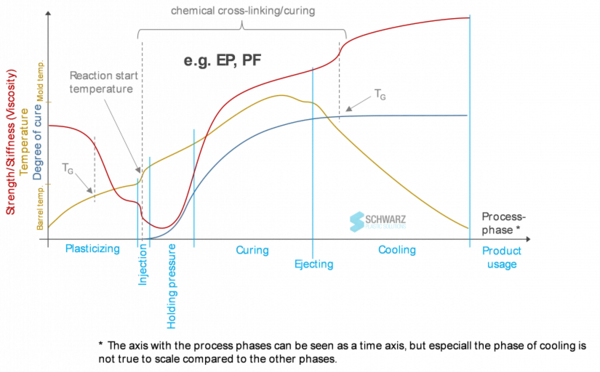
Les phases du processus de plastification, d'injection, de maintien de la pression, de solidification et de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement sont exécutées comme un cycle. Les phases individuelles diffèrent toutefois en ce qui concerne les composants de la machine et du moule spécifiques au matériau, ainsi que les paramètres du processus (figure 3). La première différence la plus évidente est le contrôle de la température quasi "inversé". Les composés de moulage thermodurcissables sont plastifiés aussi doucement que possible dans des cylindres tempérés par le milieu à des températures allant jusqu'à max. 90°C (en fonction du matériau) afin d'éviter le déclenchement prématuré de la réaction de réticulation. Cela implique également des contre-pressions, des vitesses de vis et des compressions de pied de vis modérées. Les produits fondus très visqueux sont ensuite injectés dans un moule principalement chauffé électriquement. La réaction chimique de réticulation et de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement a lieu sous l'effet d'une pression de maintien et pendant un temps de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement résiduel (analogue au temps de refroidissement résiduel pour les thermoplastiques). Des températures de moule allant jusqu'à environ 180°C accélèrent ce processus. Dans cet état, le matériau est irréversiblement réticulé chimiquement et ne peut plus être fondu à une température plus élevée. Outre ces caractéristiques de base du processus, il convient de tenir compte d'un certain nombre de détails importants spécifiques au matériau, notamment en ce qui concerne la conception du moule et du processus.
Faible viscosité - Traitement doux
Ce qui rend les plastiques thermodurcissables, tels que les composés de moulage à base d'époxy, si intéressants pour les applications d'encapsulation susmentionnées, c'est leur faible viscosité à l'état plastifié.
Bien qu'il existe également des thermoplastiques à faible viscosité de Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion (PA, PBT, PPS, etc.), le principe du procédé consistant à injecter une matière fondue chaude dans un moule refroidi, ce qui entraîne la congélation du matériau sur la paroi du moule ou sur un insert, atteint rapidement ses limites, en particulier lorsqu'il s'agit d'inserts électroniques sensibles et d'épaisseurs de paroi minces. Les composés de moulage à base de résine époxy présentent ici des avantages particuliers, car, sans geler immédiatement la paroi du moule, il est possible de procéder à un traitement en douceur, c'est-à-dire à des pressions et températures faibles (comparer la température de la masse des thermodurcissables techniques >240°C, la température du moule des thermodurcissables <180°C).
Pourquoi l'analyse thermique, la rhéologie et la simulation rhéocinétique sont-elles déjà utiles lors de la conception d'un produit ?
Pour bénéficier de cet avantage dans le cadre de processus économiques, le matériau et le moule doivent répondre à des exigences élevées. La faible viscosité susmentionnée, en particulier lorsqu'elle est en contact avec la paroi chaude du moule, exige un moule bien étanche afin de maintenir le flash à un niveau minimal. Cela nécessite un concept de ventilation ciblé pour permettre à l'air emprisonné de s'échapper et pour éviter les brûlures, par exemple. Du point de vue de l'ingénierie de transformation, deux exigences principales sont imposées au matériau. Premièrement, la viscosité doit être aussi faible que possible pendant toute la durée du processus d'injection, qui peut dans certains cas durer <10 s dans les processus d'encapsulation. Ensuite, la pression de maintien et la phase de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement, qui s'accompagnent d'une augmentation de la viscosité, doivent être aussi rapides que possible afin d'obtenir des cycles économiques courts.
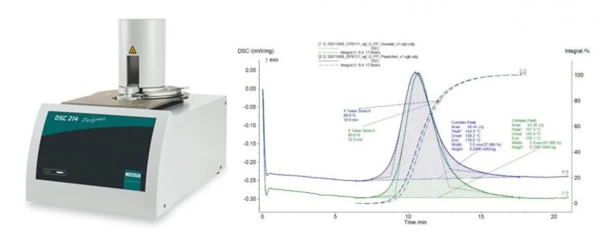
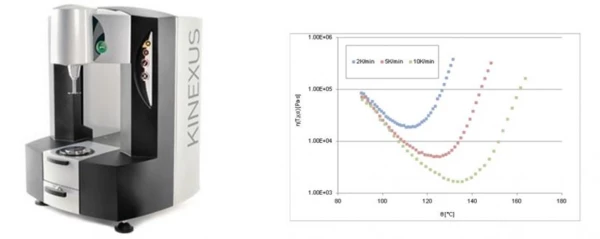
Pour pouvoir répondre à ces exigences en matière de conception des moules et de sélection des matériaux sans avoir à déployer d'énormes efforts expérimentaux, il est conseillé d'effectuer des simulations de processus afin d'optimiser le moule, le matériau et le processus à l'avance. Il existe un certain nombre de solutions logicielles sur le marché, qui ont toutes en commun de nécessiter des données fiables sur le comportement rhéocinétique (comportement rhéologique dépendant de la réaction) du matériau pour une représentation simulée réaliste du processus de polymérisation en flux. Ainsi, la réactivité chimique (réticulation/réaction de durcissement) peut être analysée (figure 5) et évaluée au moyen d'une analyse DSC (calorimétrie différentielle à balayage). Les analyses de viscosité peuvent être effectuées à l'aide d'un rhéomètre rotatif (figure 6). Les données mesurées spécifiques au matériau à partir des deux méthodes de mesure peuvent ensuite être illustrées dans des modèles mathématiques pour effectuer des boucles de simulation et d'optimisation à l'aide de différents logiciels. Par exemple, le logicielNETZSCH Kinetics Neo peut être utilisé pour calculer l'effet de différents scénarios de température (température du moule, température de la matière fondue) sur le comportement de durcissement afin d'atteindre l'équilibre optimal entre un remplissage du moule sans problème et à basse pression et un refroidissement ultérieur rapide.
Pour en savoir plus sur les mesures DSC requises pour ces applications, lisez le prochain article de cette série.
Pour plus d'informations préalables, consultez le site NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies est une société de conseil pour les défis spécifiques de l'industrie des plastiques, qui se concentre sur l'ingénierie, la technologie des procédés et le marketing spécifique aux plastiques.