11.05.2022 by Prof. Dr. Ing. Sascha Englich
Thermohardend spuitgieten voor e-mobiliteit
Materiaalanalyse is van groot belang voor zowel het ontwerp van onderdelen als matrijzen en processen in de auto-industrie. Lees hoe differential scanning calorimetrie en reologie bijdragen aan de optimalisatie van het spuitgieten van epoxyhars en leer meer over het thermohardende spuitgietproces en de toepassing ervan bij het inkapselen van elektronica in het eerste deel van deze nieuwe blogreeks.
Prof. Dr. Ing. Sascha Englich is professor in kunststoftechniek aan de Steinbeis Universiteit van Berlijn en expert in kunststofmaterialen en procestechnologie bij Schwarz Plastic Technologies*. Als onderdeel van een blogreeks over de optimalisatie van spuitgieten van epoxyhars met behulp van differentiële scanning calorimetrie en reologie, legt hij in dit eerste artikel het proces uit van thermohardend spuitgieten en de toepassing ervan in de inkapseling van auto-elektronica. Daarnaast wordt het belang van materiaalanalyses, bijv. DSC of rotatierheometer, voor het ontwerp van componenten, matrijzen en processen gepresenteerd.
E-mobiliteit stelt hoge eisen aan materialen: Waarom thermoharders beter presteren dan thermoplasten bij het inkapselen van elektronische componenten.
Voor veel toepassingen bieden de eigenschappen van thermohardende kunststoffen ideale voorwaarden voor het efficiënt ontwerpen en produceren van onderdelen. Door hun uitstekende thermomechanische gedrag, dat - in vergelijking met thermoplasten - bijna constant is tot een zeer hoog temperatuurbereik, samen met hun even overtuigende chemische weerstand en elektrische isolatie-eigenschappen, zijn thermohardende materialen voorbestemd voor veel toepassingen van onderdelen onder "zware" omstandigheden. Thermohardende materialen staan tegenwoordig in het middelpunt van de belangstelling, vooral door de eisen die voortvloeien uit toepassingen in e-mobiliteit. Ze zijn ideaal voor zogenaamde inkapselingstoepassingen (Afbeelding 1).

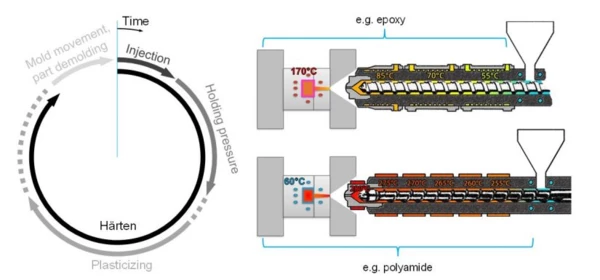
Hoewel ze op het eerste gezicht niet zoveel van elkaar lijken te verschillen omdat ze allebei in korrelvorm beginnen (Afbeelding 2), verschillen thermohardende en thermoplastische spuitgietmaterialen aanzienlijk van elkaar. Dit geldt zowel voor hun materiaaleigenschappen als voor de verwerking, bijvoorbeeld door spuitgieten. De belangrijkste reden hiervoor is het reactieve gedrag van thermohardende materialen tijdens (en in sommige gevallen zelfs vóór) de verwerking. Dit betekent dat er - naast fysische processen - ook chemische processen (3-dimensionale verknoping) plaatsvinden die elkaar beïnvloeden in het proces. Met deze en andere speciale eigenschappen in verband met thermohardende spuitgietcomponenten moet altijd rekening worden gehouden in het machine- en procesontwerp.

Temperatuur als doorslaggevende factor
De belangrijkste processtroom bij het spuitgieten van thermohardende spuitgietmaterialen komt overeen met die van thermoplasten.
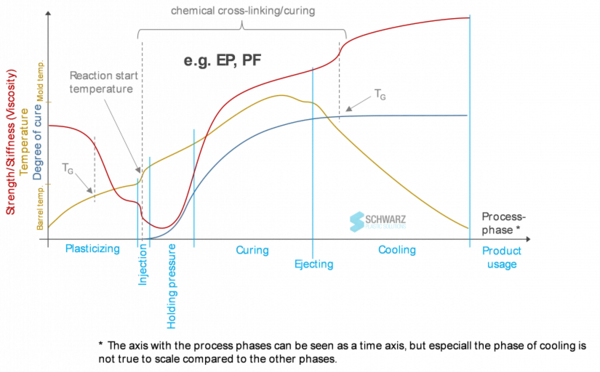
De procesfasen plastificeren, injecteren, houddruk handhaven, stollen/uitharden worden uitgevoerd als een cyclus. De afzonderlijke fasen verschillen echter wat betreft de materiaalspecifieke machine- en matrijscomponenten en procesparameters (afbeelding 3). Het meest voor de hand liggende verschil is de quasi-"omgekeerde" temperatuurregeling. Thermohardende gietmassa's worden zo zacht mogelijk geplastificeerd in met medium getemperde cilinders bij temperaturen tot max. 90°C (materiaalspecifiek) om voortijdige start van de vernettingsreactie te voorkomen. Dit omvat ook gematigde tegendrukken, schroefsnelheden en schroefwortelcompressies. Als hoogviskeuze smelt worden ze vervolgens geïnjecteerd in een meestal elektrisch verwarmde mal. Terwijl er houddruk wordt uitgeoefend en gedurende een resterende uithardingstijd (analoog aan de resterende afkoeltijd voor thermoplasten), vindt de chemische crosslinking-uithardingsreactie plaats. Matrijstemperaturen tot ongeveer 180°C versnellen dit proces. In deze toestand is het materiaal onomkeerbaar chemisch vernet en kan het niet meer bij hogere temperatuur worden gesmolten. Naast deze basisproceseigenschappen zijn er een aantal belangrijke materiaalspecifieke details waar rekening mee moet worden gehouden, vooral met betrekking tot matrijs- en procesontwerp.
Lage viscositeit - voorzichtige verwerking
Wat thermohardende kunststoffen, zoals gietmassa's op basis van epoxy, zo interessant maakt voor de bovengenoemde inkapselingstoepassingen, is hun lage viscositeit in geplastificeerde toestand.
Hoewel er ook thermoplasten zijn met een lage smeltviscositeit (PA, PBT, PPS, enz.), worden met betrekking tot het procesprincipe van het injecteren van een hete smelt in een gekoelde matrijs en het daaruit voortvloeiende bevriezen van het materiaal op de matrijswand of een insert echter snel grenzen bereikt, vooral als het gaat om gevoelige elektronische inserts en dunne wanddiktes. Hier hebben vooral epoxyharsvormmassa's voordelen, omdat - zonder onmiddellijk te bevriezen op de matrijswand - voorzichtige verwerking, d.w.z. lage druk en temperaturen (vergelijk massatemperatuur van technische thermoharders >240°C, matrijstemperatuur van thermoharders <180°C), mogelijk zijn.
Waarom thermische analyse, reologie en reo-kinetische simulatie nu al helpen tijdens productontwerp
Om ook in economische processen van dit voordeel te kunnen profiteren, worden er hoge eisen gesteld aan het materiaal en de matrijs. De eerder genoemde lage viscositeit, vooral wanneer deze in contact komt met de hete matrijswand, vereist een goed afgedichte matrijs om uitvloeiing tot een minimum te beperken. Dit vereist een doelgericht ontluchtingsconcept om de ingesloten lucht te laten ontsnappen en bijvoorbeeld verbranding te voorkomen. Vanuit het oogpunt van verwerkingstechniek worden er twee belangrijke eisen gesteld aan het materiaal. Ten eerste moet de viscositeit zo laag mogelijk zijn tijdens het hele injectieproces, dat in sommige gevallen <10 s kan duren in inkapselingsprocessen. De daaropvolgende houddruk- en uithardingsfase, die gepaard gaat met een toename van de viscositeit, moet zo snel mogelijk verlopen om korte economische cycli te bereiken.
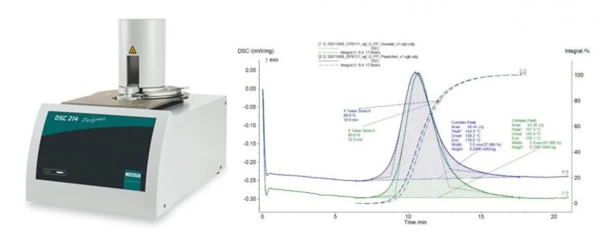
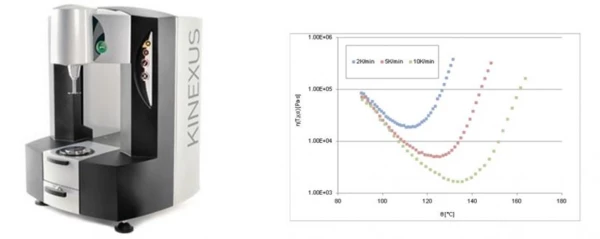
Om zonder al te veel experimentele inspanning aan deze eisen met betrekking tot matrijsontwerp en materiaalselectie te kunnen voldoen, is het raadzaam om processimulaties uit te voeren om de matrijs, het materiaal en het proces vooraf te optimaliseren. Er zijn een aantal softwareoplossingen op de markt die allemaal gemeen hebben dat ze betrouwbare materiaalgegevens vereisen met betrekking tot het respectieve reokinetische (reactie-afhankelijk reologisch gedrag) materiaalgedrag voor een realistische simulatieve weergave van het flow-curing proces. Zo kan de chemische reactiviteit (crosslinking/hardingsreactie) worden geanalyseerd (figuur 5) en geëvalueerd door middel van DSC-analyse (Differential Scanning Calorimetry). Viscositeitsanalyses kunnen worden uitgevoerd met een rotatie reometer (afbeelding 6). De gemeten materiaalspecifieke gegevens van beide meetmethoden kunnen vervolgens worden geïllustreerd in wiskundige modellen om simulatieve optimalisatielussen uit te voeren met behulp van verschillende softwarepakketten. De softwareNETZSCH Kinetics Neo kan bijvoorbeeld worden gebruikt om het effect van verschillende temperatuurscenario's (matrijstemperatuur, Smelttemperaturen en -getallenDe enthalpie van fusie van een stof, ook wel latente warmte genoemd, is een maat voor de energie-input, meestal warmte, die nodig is om een stof om te zetten van vaste naar vloeibare toestand. Het smeltpunt van een stof is de temperatuur waarbij de toestand verandert van vast (kristallijn) naar vloeibaar (isotroop smeltpunt). smelttemperatuur) op het uithardingsgedrag te berekenen om de optimale balans te bereiken tussen probleemloos vullen onder lage druk van de matrijs en vervolgens snel afkoelen.
Lees het volgende bericht in deze serie voor meer informatie over de DSC-metingen die nodig zijn voor deze toepassingen.
Ga voor meer informatie vooraf naar NETZSCH Analyseren & Testen.
*Schwarz Plastic Technologies is een adviesbureau voor specifieke uitdagingen in de kunststofindustrie met focus op engineering, procestechnologie en kunststofspecifieke marketing.