11.05.2022 by Prof. Dr. Ing. Sascha Englich
Moldeo por inyección de termoestables en E-Mobility
El análisis de materiales es de gran importancia para el diseño de componentes, moldes y procesos en la industria del automóvil. Lea, cómo la calorimetría diferencial de barrido y la reología contribuyen a la optimización del moldeo por inyección de resina epoxi y aprenda más sobre el proceso de moldeo por inyección de termoestables y su aplicación en el encapsulado de componentes electrónicos en la primera parte de esta nueva serie de blogs.
El Prof. Dr. Ing. Sascha Englich es profesor de ingeniería de plásticos en la Universidad Steinbeis de Berlín y experto en materiales plásticos y tecnología de procesos en Schwarz Plastic Technologies*. Como parte de una serie de blogs sobre la optimización del moldeo por inyección de resina epoxi mediante calorimetría diferencial de barrido y reología, en este primer artículo explica el proceso de moldeo por inyección de termoestables y su aplicación en el encapsulado de componentes electrónicos de automoción. Además, se presenta la importancia de los análisis de materiales, por ejemplo, DSC o reómetro rotacional, para el diseño de componentes, moldes y procesos.
La movilidad eléctrica plantea grandes exigencias a los materiales: Por qué los termoestables funcionan mejor que los termoplásticos en el encapsulado de componentes electrónicos.
Para muchas aplicaciones, las propiedades de los plásticos termoestables ofrecen los requisitos previos ideales para el diseño y la fabricación eficientes de componentes. Debido a su excelente comportamiento termomecánico, que es -en comparación con los termoplásticos- casi constante hasta un rango de temperaturas muy alto, junto con una resistencia química y unas propiedades de aislamiento eléctrico igualmente convincentes, los materiales termoestables están predestinados para muchas aplicaciones de componentes en condiciones "duras". Los materiales termoestables ocupan un lugar central en la actualidad, especialmente debido a los requisitos derivados de las aplicaciones en e-movilidad. Son ideales para las llamadas aplicaciones de encapsulado (Figura 1).

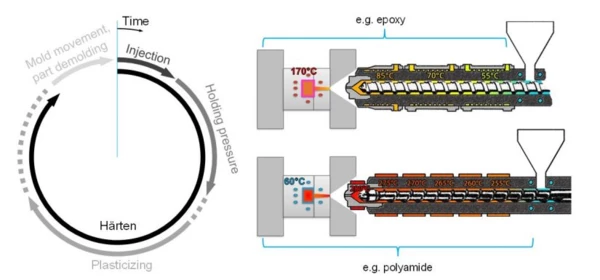
Aunque aparentemente no son tan diferentes, ya que ambos comienzan en forma de pellets (Figura 2), los compuestos de moldeo termoestables y termoplásticos difieren significativamente entre sí. Esto se aplica tanto a sus propiedades materiales como a su procesamiento, por ejemplo, mediante moldeo por inyección. La principal razón de ello es el comportamiento reactivo de los materiales termoestables durante el procesamiento (y en algunos casos incluso antes). Esto significa que, además de los procesos físicos, también tienen lugar procesos químicos (reticulación tridimensional) que se influyen mutuamente en el proceso. Estas y otras características especiales en relación con los componentes de moldeo termoestables deben tenerse siempre en cuenta en el diseño de la máquina y el proceso.

La temperatura como factor global decisivo
El flujo principal del proceso de moldeo por inyección de compuestos de moldeo termoestables se corresponde con el de los termoplásticos.
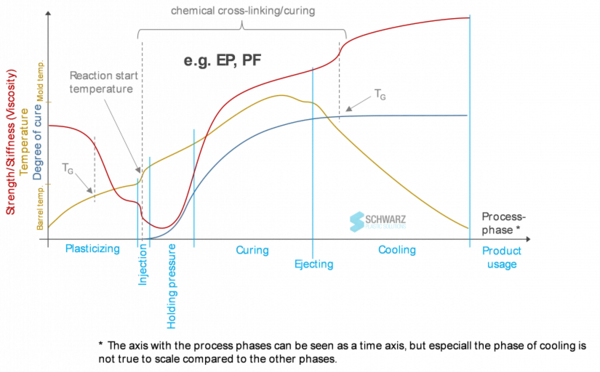
Las fases del proceso de plastificación, inyección, mantenimiento de la presión de mantenimiento y solidificación/Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado se ejecutan como un ciclo. Sin embargo, las fases individuales difieren en lo que respecta a los componentes de la máquina y el molde específicos del material, así como a los parámetros del proceso (Figura 3). La diferencia inicial más obvia es el control de temperatura casi "inverso". Los compuestos de moldeo termoestables se plastifican lo menos posible en cilindros atemperados a temperaturas de hasta un máximo de 90°C (según el material) para poder moldearlos en la forma más suave posible. 90°C (según el material) para evitar el inicio prematuro de la reacción de reticulación. Esto incluye también contrapresiones, velocidades de husillo y compresiones de la raíz del husillo moderadas. A continuación, las masas fundidas altamente viscosas se inyectan en un molde calentado eléctricamente en su mayor parte. Mientras se aplica la presión de mantenimiento y durante un tiempo de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado residual (análogo al tiempo de enfriamiento residual de los termoplásticos), tiene lugar la reacción química de reticulación/Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado. Las temperaturas del molde de hasta 180°C aproximadamente aceleran este proceso. En este estado, el material se reticula químicamente de forma irreversible y ya no puede fundirse con el aumento de la temperatura. Junto con estas características básicas del proceso, hay una serie de detalles importantes específicos del material que deben tenerse en cuenta, sobre todo en lo que respecta al diseño del molde y del proceso.
Baja viscosidad - Procesado suave
Lo que hace que los plásticos termoestables, como los compuestos de moldeo a base de epoxi, sean tan interesantes para las aplicaciones de encapsulación mencionadas es su baja viscosidad en estado plastificado.
Aunque también existen termoplásticos con viscosidades de fusión bajas (PA, PBT, PPS, etc.), con respecto al principio de proceso de inyectar una masa fundida caliente en un molde enfriado y la consiguiente congelación del material en la pared del molde o en un inserto, sin embargo, se alcanzan rápidamente los límites, sobre todo cuando se trata de insertos electrónicos sensibles y espesores de pared finos. Aquí, los compuestos de moldeo de resina epoxi en particular presentan ventajas, ya que - sin congelación inmediata en la pared del molde - es posible un procesamiento suave, es decir, bajas presiones y temperaturas (comparar temperatura de masa de termoestables técnicos >240°C, temperatura de molde de termoestables <180°C).
Por qué el análisis térmico, la reología y la simulación reo-cinética ya son útiles durante el diseño del producto
Para beneficiarse también de esta ventaja en procesos económicos, se plantean grandes exigencias al material y al molde. La baja viscosidad antes mencionada, sobre todo cuando entra en contacto con la pared caliente del molde, requiere un molde bien sellado para mantener al mínimo las rebabas. Esto requiere un concepto de ventilación específico para permitir la salida del aire atrapado y evitar la combustión, por ejemplo. Desde el punto de vista de la ingeniería de procesamiento, se imponen dos requisitos principales al material. En primer lugar, la viscosidad debe ser lo más baja posible durante todo el proceso de inyección, que en algunos casos puede durar <10 s en los procesos de encapsulación. La presión de mantenimiento y la fase de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado posteriores, acompañadas de un aumento de la viscosidad, deben ser lo más rápidas posible para conseguir ciclos económicos cortos.
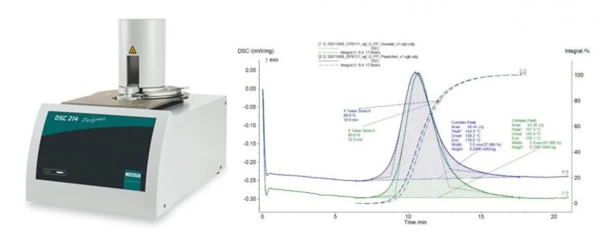
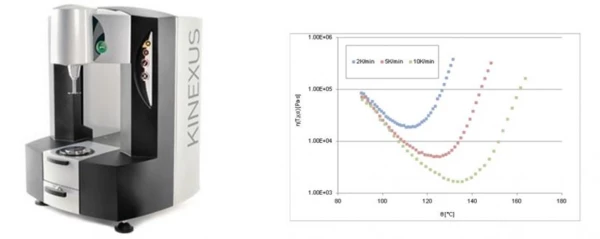
Para poder cumplir estos requisitos en cuanto al diseño del molde y la selección del material sin un gran esfuerzo experimental, es aconsejable realizar simulaciones del proceso para optimizar el molde, el material y el proceso de antemano. Existen varias soluciones de software disponibles en el mercado, todas las cuales tienen en común que requieren datos fiables del material con respecto al comportamiento reocinético (comportamiento reológico dependiente de la reacción) respectivo del material para una representación simulativa realista del proceso de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado por flujo. Así, la reactividad química (reacción de reticulación/curado) puede analizarse (figura 5) y evaluarse mediante análisis DSC (Calorimetría Diferencial de Barrido). Los análisis de viscosidad pueden realizarse mediante un reómetro rotacional (figura 6). Los datos medidos específicos del material a partir de ambos métodos de medición pueden ilustrarse a continuación en modelos matemáticos para realizar bucles de simulación y optimización utilizando diversos paquetes de software. Por ejemplo, el softwareNETZSCH Kinetics Neo puede utilizarse para calcular el efecto de diferentes escenarios de temperatura (temperatura del molde, temperatura de la masa fundida) en el comportamiento de curado con el fin de lograr el equilibrio óptimo entre un llenado del molde sin problemas y a baja presión y un enfriamiento rápido posterior.
Para saber más sobre las mediciones DSC necesarias para estas aplicaciones, lea el siguiente post de esta serie.
Para obtener más información por adelantado, visite NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies es una empresa de consultoría para retos específicos de la industria del plástico centrada en ingeniería, tecnología de procesos y marketing específico de plásticos.