Въведение
Обикновено се приема, че измерванията на DSC изискват плоско дъно на тигела, за да се осигури идеален контакт между пробата, тигела и сензора. Поради производствения процес обаче не съществуват идеално плоски дъна на тигели: Те винаги са леко извити или отвътре, или отвън. По тази причина стандартните алуминиеви тигли не са нито идеално плоски, нито с възпроизводима форма, което със сигурност може да повлияе на възпроизводимостта на DSC измерванията.
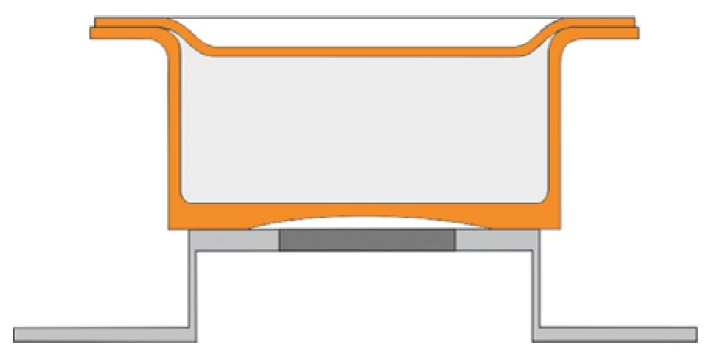
За разлика от тях, тигелите Concavus® се произвеждат целенасочено с леко вдлъбнато дъно (фигура 1).
Така се постига по-добра възпроизводимост на формата на дъното на тигела, а оттам и по-висока възпроизводимост на резултатите от DSC.
По-нататък бяха извършени измервания на проби, приготвени в Concavus® и в стандартни алуминиеви тигли, за да се сравнят двата типа.
Условия за изпитване
от една и съща HDPE тръба бяха приготвени 24 проби. За тази цел от тръбата бяха изрязани кръгли парчета с диаметър 4 mm и маса 12,0 mg всяко. Половината от тези подготвени проби бяха поставени в стандартни алуминиеви тигели, а останалите - в тигели Concavus®.
Всички 24 проби бяха измерени с DSC 214 Polyma. За измерванията пробите бяха нагрявани два пъти в интервала от -60°C до 190°C със скорост 10 K/min. Между тези две нагрявания те са охлаждани със скорост 10 K/min. Второто нагряване на всяко измерване беше анализирано с помощта на AutoEvaluation, за да се гарантира обективността на резултатите за пиковата температура и енталпията.
Резултати от тестовете
Вторите нагрявания на всички измервания, проведени в стандартните алуминиеви тигли, са показани на фигура 2. Еквивалентната диаграма с измерванията в тигани Concavus® е представена на фигура 3.
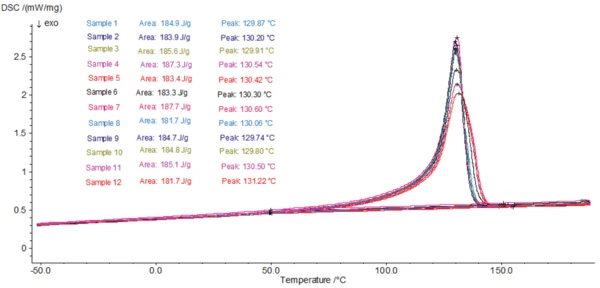
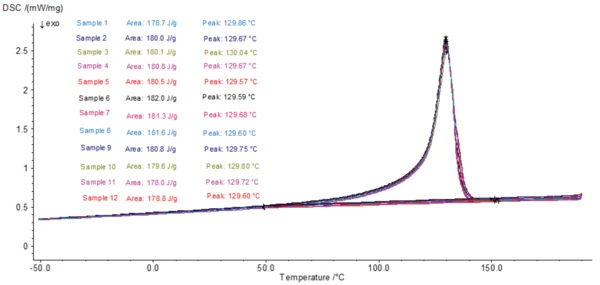
При всички измервания е открит един пик около 130°C, който е резултат от топенето на HDPE. Тук ясно се вижда превъзходството на тигелите Concavus®: Всички пикове от измерванията, проведени с него, са с почти идентична форма, докато при измерванията със стандартни алуминиеви тигли (проби 6, 11, 12) има някои отклонения.
Пиковите температури и енталпиите на всички тези измервания са представени в таблица 1.
Таблица 1: Температури и енталпии на пика на топене
Измерване | Concavus® Тигел | Стандартен алуминиев тигел | ||
|---|---|---|---|---|
Температура | Енталпия | Температура | Енталпия | |
| 1 | 129.86 | 178.74 | 129.87 | 184.95 |
| 2 | 129.67 | 179.97 | 130.20 | 183.88 |
| 3 | 130.04 | 180.06 | 129.91 | 185.62 |
| 4 | 129.67 | 180.81 | 130.54 | 187.35 |
| 5 | 129.57 | 180.54 | 130.42 | 183.39 |
| 6 | 129.59 | 182.00 | 130.30 | 183.32 |
| 7 | 129.68 | 181.27 | 130.60 | 187.72 |
| 8 | 129.60 | 181.62 | 130.06 | 181.67 |
| 9 | 129.75 | 180.75 | 129.74 | 184.72 |
| 10 | 129.80 | 179.61 | 129.80 | 184.81 |
| 11 | 129.72 | 177.96 | 130.50 | 185.11 |
| 12 | 129.60 | 178.84 | 131.22 | 181.74 |
| Средно | 129.71 ±0.131 | 180.18 ±1.181 | 130.26 ±0.411 | 184.52 ±1.801 |
Относителен стандарт отклонение | 0.10 | 0.65 | 0.31 | 0.98 |
1Несигурност,изчислена със стандартното отклонение
Заключение
Според относителното стандартно отклонение на пиковата енталпия и температура тигелите Concavus® са с 34% по-добра възпроизводимост на енталпията и с 68% по-добра възпроизводимост на пиковата температура от стандартните алуминиеви тигели. Това показва превъзходството на тиганите Concavus® за постигане на високопроизводителни DSC измервания.