Johdanto
Yleisesti oletetaan, että DSC-mittaukset edellyttävät tasaista upokkaan pohjaa, jotta varmistetaan ihanteellinen näytteen ja upokkaan ja anturin välinen kosketus. Valmistusprosessista johtuen täysin tasaisia upokkaan pohjia ei kuitenkaan ole olemassa: Ne ovat aina hieman kaarevia, joko sisä- tai ulkopuolelta. Tästä syystä tavalliset alumiiniset upokkaat eivät ole täysin litteitä eivätkä muodoltaan toistettavia, mikä voi varmasti vaikuttaa DSC-mittausten toistettavuuteen.
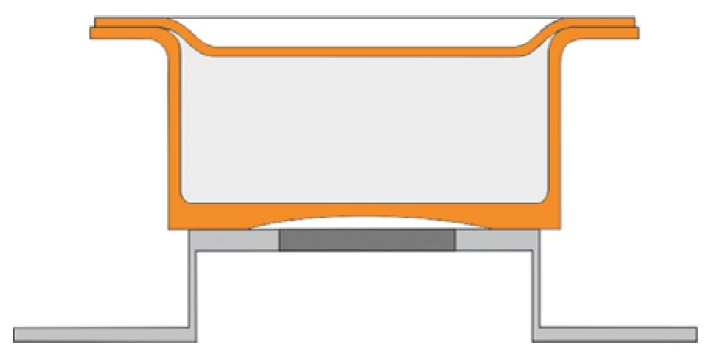
Sitä vastoin Concavus® upokkaat valmistetaan tarkoituksellisesti hieman koveralla pohjalla (kuva 1).
Näin upokkaan pohjan muoto on paremmin toistettavissa ja DSC-tulosten toistettavuus paranee.
Seuraavaksi tehdään mittauksia näytteillä, jotka on valmistettu Concavus® ja tavallisissa alumiinisulakkeissa, jotta näitä kahta tyyppiä voitaisiin vertailla.
Testiolosuhteet
samasta HDPE-putkesta valmistettiin 24 näytettä. Tätä varten putkesta leikattiin pyöreitä kappaleita, joiden halkaisija oli 4 mm ja joiden massa oli 12,0 mg. Puolet näistä valmistetuista näytteistä asetettiin tavallisiin alumiiniupokkaisiin ja loput Concavus® -upokkaisiin.
Kaikki 24 näytettä mitattiin DSC 214 Polyma-laitteella. Mittauksia varten näytteitä lämmitettiin kahdesti -60 °C:n ja 190 °C:n välillä nopeudella 10 K/min. Näiden kahden kuumentamisen välillä näytteitä jäähdytettiin 10 K/min. vauhdilla. Kunkin mittauksen 2. lämmitys analysoitiin AutoEvaluation avulla piikkilämpötila- ja entalpiatulosten objektiivisuuden takaamiseksi.
Testitulokset
Kuvassa 2 esitetään kaikkien vakioalumiiniupokkaissa suoritettujen mittausten2. lämmitys. Vastaava kuvaaja, jossa on esitetty mittaukset Concavus® -pannuissa, on esitetty kuvassa 3.
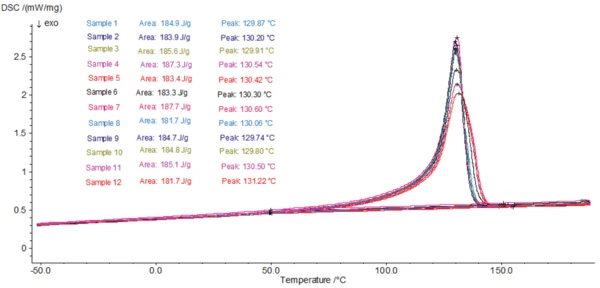
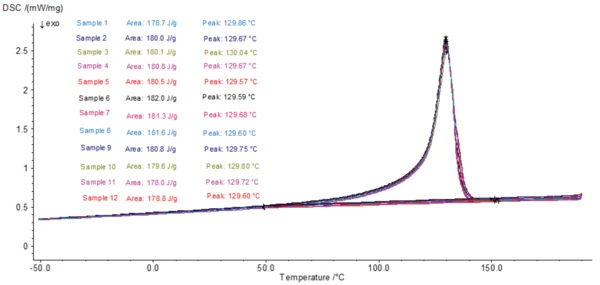
Kaikissa mittauksissa havaittiin yksi piikki noin 130 °C:n lämpötilassa, joka johtui HDPE:n sulamisesta. Tässä näkyy selvästi Concavus® -sulattimien ylivoimaisuus: Sillä suoritettujen mittausten kaikki piikit ovat lähes identtisen muotoisia, kun taas tavallisilla alumiinisilla upokkailla suoritetuissa mittauksissa (näytteet 6, 11 ja 12) esiintyy joitakin poikkeamia.
Kaikkien näiden mittausten huippulämpötilat ja entalpiat on esitetty taulukossa 1.
Taulukko 1: Sulamispiikin lämpötilat ja entalpiat
Mittaus | Concavus® Upokas | Vakiolaatuinen alumiininen upokas | ||
|---|---|---|---|---|
Lämpötila | Entalpia | Lämpötila | Enthalpia | |
| 1 | 129.86 | 178.74 | 129.87 | 184.95 |
| 2 | 129.67 | 179.97 | 130.20 | 183.88 |
| 3 | 130.04 | 180.06 | 129.91 | 185.62 |
| 4 | 129.67 | 180.81 | 130.54 | 187.35 |
| 5 | 129.57 | 180.54 | 130.42 | 183.39 |
| 6 | 129.59 | 182.00 | 130.30 | 183.32 |
| 7 | 129.68 | 181.27 | 130.60 | 187.72 |
| 8 | 129.60 | 181.62 | 130.06 | 181.67 |
| 9 | 129.75 | 180.75 | 129.74 | 184.72 |
| 10 | 129.80 | 179.61 | 129.80 | 184.81 |
| 11 | 129.72 | 177.96 | 130.50 | 185.11 |
| 12 | 129.60 | 178.84 | 131.22 | 181.74 |
| Keskiarvo | 129.71 ±0.131 | 180.18 ±1.181 | 130.26 ±0.411 | 184.52 ±1.801 |
Suhteellinen standardi poikkeama | 0.10 | 0.65 | 0.31 | 0.98 |
1Varmuuslaskettu keskihajonnan avulla
Päätelmä
Huipun entalpian ja lämpötilan suhteellisen standardipoikkeaman mukaan Concavus® -pannujen entalpian toistettavuus on 34 % parempi ja huippulämpötilan toistettavuus 68 % parempi kuin tavallisten alumiinisten upokkaiden. Tämä osoittaa, että Concavus® -pannut ovat ylivoimaisia erittäin toistettavien DSC-mittausten suorittamisessa.