Introduktion
Maling, klæbemidler, trykfarver og pottemasser hærdes i stigende grad ved moderate temperaturer (ofte ved stuetemperatur) ved hjælp af ultraviolet (UV) stråling. Sammen med det energibesparende aspekt - sammenlignet med termisk Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning - er de høje behandlingshastigheder for UV-induceret tværbinding og miljøvenligheden af UV-reaktive systemer af største interesse for industrielle anvendelser. Da energitilførslen er kort, opvarmes objekter, der er belagt på denne måde, næsten ikke. Derfor kan denne teknik endda anvendes til overfladebehandling af varmefølsomme substrater som f.eks. plastfilm, træ og papir. Desuden udviser UV-hærdede malingsfilm generelt høj modstandsdygtighed over for ridser og kemikalier.
For at realisere de førnævnte fordele ved denne metode og generere produkter af høj kvalitet er det nødvendigt at optimere UV-hærdningsformuleringerne, og de optimale bestrålingstider og strålingsintensiteter skal bestemmes. Fotokalorimetre, også kaldet foto-DSC eller UV-DSC, er ideelle til undersøgelse af lysaktive stoffer og deres hærdningsadfærd.
UV-hærdning er meget hurtig
UV-Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning er generelt afsluttet inden for få sekunder. Reaktionsmekanismer involverer typisk kationiske eller radikale polymerisationer, dvs. tværbinding udløst af en initiator, der nedbrydes under påvirkning af ultraviolet lys, hvilket forårsager enten en Ionic eller radikal kædereaktion.

De grundlæggende principper for begge reaktionstyper er ens [1]. De fleste UV-belægninger anvender radikalpolymerisation (se skemaet i figur 1). Radikaler, der dannes under nedbrydningen af fotoinitiatoren, reagerer f.eks. med monomerernes dobbeltbindinger og danner nye radikaler, der opretholder polymerisationen. Efterhånden som hærdningen skrider frem, bliver materialet mere tyktflydende, hvilket begrænser radikalernes og dobbeltbindingernes evne til at diffundere sammen, så reaktionshastigheden falder.
En fordel ved kationisk polymerisation i forhold til radikal polymerisation er, at kationiske polymerisationer er mindre følsomme over for indflydelse fra ilt.
Opsætning og driftstilstand for UV-DSC baseret på DSC 204 F1 Phoenix®
Differentialscanningskalorimetri (forkortet DSC) er en termoanalytisk metode, hvor varmestrømsforskellen mellem en prøve og en reference, der udsættes for et kontrolleret temperaturprogram, bestemmes kvantitativt (definition baseret på DIN 51 007, ISO 11357 - 1 eller ASTM E 472).
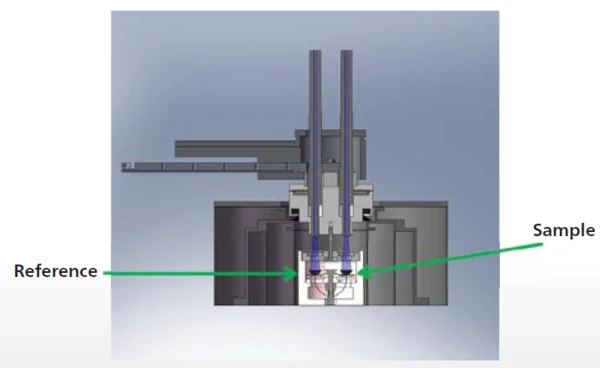
Figur 2 viser NETZSCH DSC 204 F1 Phoenix® varmefluxkalorimeter (se også skematisk opsætning med UV-tilbehør [2], figur 3). Både prøven og referencen er placeret i en ovn og bestråles samtidigt (afbildet med blåt). Fiberoptikken er fast installeret i låget, så der garanteres reproducerbare afstande mellem fiberoptikken og prøven og referencen. DSC-målesoftwaren kommunikerer med UV-lampen, udløser dens pulser og styrer pulslængden og intensiteten automatisk.
I løbet af en måling er de registrerede signaler prøvens temperatur og forskellen i varmestrøm. Ved at integrere varmestrømssignalet kan hærdningsvarmen bestemmes, hvilket giver meningsfulde data til udvikling eller procesoptimering.

Optimering af eksponeringstid og hærdningsgrad på ved hjælp af UV-DSC
Under udviklingsprocessen af klæbemidler, trykfarver osv. er det vigtigt at finde den optimale eksponeringstid, dvs. den eksponeringstid, der er nødvendig for at opnå den ønskede hærdningsgrad og dermed de ønskede materialeegenskaber. Hærdningsgraden er af primær interesse for test undervejs i processen og for kvalitetskontrol.
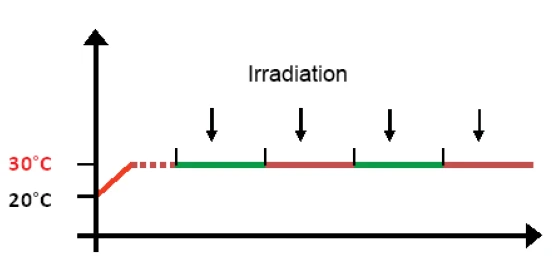
I en standard UV-DSC-måling opvarmes prøven først til den ønskede reaktionstemperatur (det er 30 °C i figur 4), og efter en kort temperaturudligningsfase startes bestrålingen. Der programmeres normalt flere isotermiske segmenter, som hver indeholder en enkelt lampepuls, da flere pulser af en defineret længde og intensitet gør det muligt at overvåge prøvehærdningen helt til slut. UV-lampen udløses normalt et par sekunder efter starten af hvert segment.
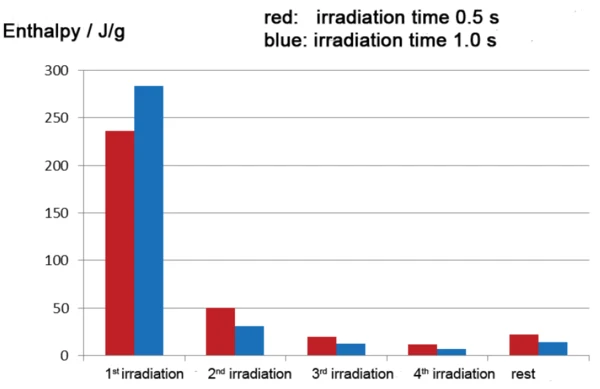
Figur 5 viser resultaterne af to undersøgelser (præsenteret i rød og blå) på en kommercielt tilgængelig akrylatbaseret belægning med forskellige bestrålingstider (0,5 s og 1 s). Som forventet sker størstedelen af den eksoterme reaktion i begge tilfælde i løbet af den første bestrålingsfase; reaktionsenthalpierne er lidt forskellige for de forskellige bestrålingstider, dog med den længere 1 s-puls, der fører til en lidt højere entalpi på -283,4 J/g sammenlignet med -236,4 J/g for 0,5 s-pulsen. Denne forskel udlignes næsten i de følgende bestrålingssegmenter. Det betyder, at ved en konstant bestrålingsintensitet resulterer en højere bestrålingstid (blå kurve) i det første segment i en højere delvis hærdningsgrad og mindre efterhærdning i de følgende segmenter. En endnu tydeligere grafisk fremstilling af dataene er vist i figur 6.
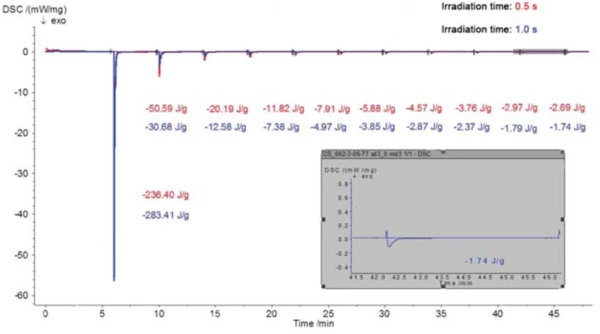
Fra omkring den 10. bestrålingsfase ændrer topområderne i DSC-målingen, der er forbundet med hver puls, sig næsten ikke. Det konstante resterende topområde, når hærdningen er afsluttet, skyldes strålingens forskellige opvarmning af prøverne i forhold til referencen. Beregning af den samlede entalpi i hærdningsprocessen kræver, at denne resterende entalpi trækkes fra entalpibidraget fra hver top, der indgår i beregningen.
Hvis entalpien i den første bestrålingsfase relateres til den samlede entalpi, beregnes en hærdningsgrad på ca. 82 % for den første 1 s-puls, og en hærdningsgrad på ca. 67 % beregnes for den første 0,5 s-puls. Afhængigt af den ønskede hærdningsgrad til praktisk brug kan et enkelt bestrålingstrin med en eksponeringslængde på 1 sekund muligvis være tilstrækkeligt - forudsat at tykkelsen af procesprøven kan sammenlignes med tykkelsen af DSC-prøven.
Ilt som inhibitor for akrylat-systemer
For reaktionsprocessen i mange fotohærdede malingssystemer spiller iltgas en afgørende rolle. For akrylatsystemer fungerer ilt som en hæmmer. Dens virkningsmekanisme blev allerede beskrevet af G.V. Schulz og G. Henrici [3] i 1950'erne. I nærvær af ilt dannes der peroxyradikaler, som fører til, at ilt inkorporeres i polymeren. Dette resulterer i relativt korte copolymerkæder [4].
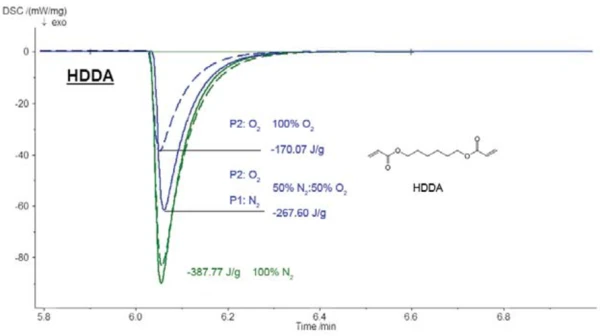
Figur 7 viser ilts indflydelse på fotohærdning af hexandioldiacrylat (HDDA). Reaktionsenthalpien falder markant med stigende iltkoncentration.
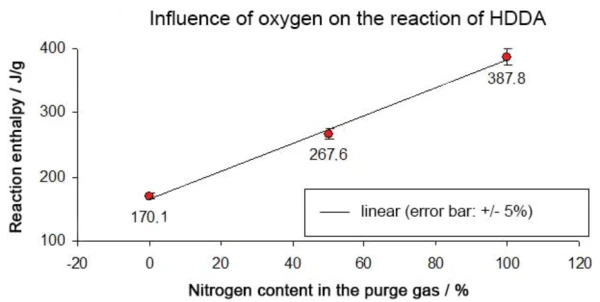
Reaktionsenthalpien i en ren nitrogenatmosfære var -388 J/g sammenlignet med -268 J/g i en blanding af 50 % nitrogen og 50 % oxygen og -170 J/g i en ren oxygenatmosfære. Dette resulterer i en lineær sammenhæng mellem reaktionsenthalpien og iltindholdet (se figur 8).
Konklusion
NETZSCH DSC 204 F1 Phoenix® med UV-lampetilbehør er nem at håndtere. Det gastætte design giver mulighed for præcis kontrol af den atmosfæriske sammensætning i prøvekammeret; dette er af største vigtighed med hensyn til indholdet af resterende ilt i spulegassen. UV-lampen kan styres med DSC-målesoftwaren. Parametre som bestrålingstid og -intensitet kan således forudvælges i DSC-måleprogrammet. Ved et stort antal målinger kan den automatiske prøveskifter (ASC) også bruges i forbindelse med UV-tilbehøret.
Differential Scanning Calorimetry (DSC) i kombination med prøvebestråling med en UV-lampe er ideelt egnet til enkel og hurtig karakterisering af fotoinitierede hærdningsprocesser. Resultaterne af sådanne målinger giver indsigt i hærdningsmekanismer og giver vigtige oplysninger til forbedring af formuleringer (inhibitorer, fotoinitiatorer, fyldstoffer) og til proceskontrol.
Denne artikel blev offentliggjort i juni 2013-udgaven af Laborpraxis (med et reduceret antal figurer).