はじめに
塗料、接着剤、印刷インキ、ポッティングコンパウンドは、紫外線(UV)照射によって中温(多くの場合、室温)で硬化することが多くなっている。熱硬化に比べ省エネルギーであることに加え、UVによる架橋の処理速度の速さや、UV反応システムの環境に優しいことが、工業用途の主な関心事となっている。エネルギー投入が短時間であるため、この方法でコーティングされた対象物はほとんど加熱されない。そのため、この技術はプラスチックフィルム、木材、紙などの熱に弱い基材の表面処理にも利用できる。また、UV硬化塗膜は一般に高い耐傷性と耐薬品性を示す。
この方法の前述の利点を実現し、高品質の製品を生み出すためには、UV硬化処方の最適化が必要であり、最適な照射時間と照射強度を決定しなければならない。光熱量計(Photo-DSCまたはUV-DSCとも呼ばれる)は、光活性物質とその硬化挙動の調査に最適です。
UV硬化は非常に速い
紫外線硬化は一般に数秒以内に完了する。一般的な反応メカニズムとしては、カチオン重合またはラジカル重合、すなわち紫外線の影響下で分解し、Ionic またはラジカル連鎖反応を引き起こす開始剤によって引き起こされる架橋が挙げられる。

どちらの反応タイプも基本原理は似ている[1]。ほとんどのUVコーティングはラジカル重合を採用している(図1の概略図を参照)。光重合開始剤が分解する際に生成したラジカルが、例えばモノマーの二重結合と反応して新たなラジカルを生成し、重合を持続させる。硬化が進むにつれて材料は粘性を増し、ラジカルと二重結合が一緒に拡散する能力が制限されるため、反応速度は低下する。
ラジカル重合に対するカチオン重合の利点の一つは、カチオン重合が酸素の影響を受けにくいことである。
UV-DSCのセットアップと動作モードDSC 204 F1 Phoenix®
示差走査熱量測定(略称DSC)は、制御された温度プログラムに供された試料と参照試料との間の熱流差を定量的に測定する熱分析法である(定義はDIN 51 007、ISO 11357 - 1またはASTM E 472に基づく)。
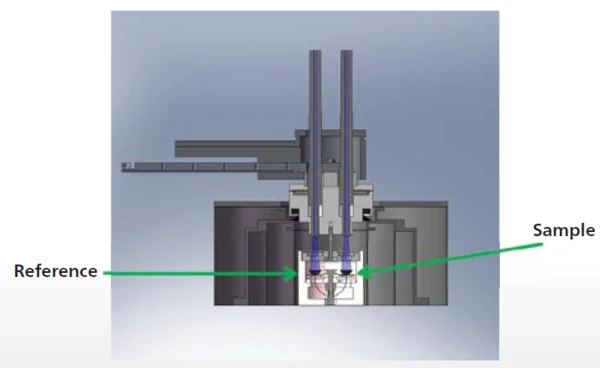
図2は、NETZSCH DSC 204 F1 Phoenix®熱量計(UVアタッチメント付き概略セットアップ [2]、図3も参照)。試料とリファレンスは1つの加熱炉に設置され、同時に照射されます(青色で表示)。光ファイバーと試料およびリファレンス間の再現可能な距離が保証されるよう、光ファイバーは蓋にしっかりと取り付けられています。DSC測定ソフトウェアはUVランプと通信し、UVランプのパルスをトリガーし、パルスの長さと強度を自動的に制御します。
測定中に検出される信号は、試料温度と熱流差です。ヒートフロー信号を積分することで、硬化熱を求めることができ、開発やプロセスの最適化に有意義なデータを提供します。

UV-DSCによる露光時間と硬化度の最適化
接着剤やインクなどの開発プロセスでは、最適な露光時間、すなわち所望の硬化度、ひいては所望の材料特性に達するのに必要な露光時間を見つけることが重要である。硬化度は、品質管理だけでなく、工程内試験においても重要な関心事である。
標準的なUV-DSC測定では、最初に試料を目的の反応温度(図4では30℃)に加熱し、短い温度平衡段階を経て照射を開始する。規定された長さと強度のパルスを複数回照射することで、試料の硬化を完了までモニターすることができるため、一般に、1回のランプパルスを含む複数の等温セグメントがプログラムされる。UVランプは通常、各セグメント開始の数秒後にトリガーされる。
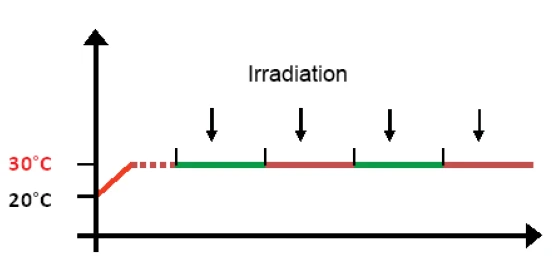
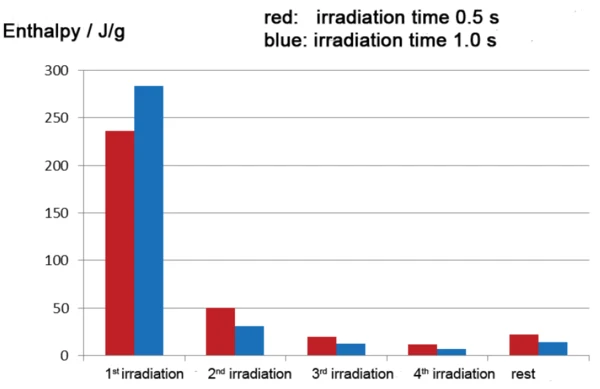
図5は、異なる照射時間(0.5秒と1秒)で、市販のアクリレート系コーティング剤を用いた2つの検討結果(赤と青で表示)を示している。予想されるように、どちらの場合も発熱(発熱性)反応の大部分は最初の照射段階で起こる。反応エンタルピーは照射時間の違いでわずかに異なるが、0.5秒パルスの-236.4 J/gに比べ、1秒パルスの方が-283.4 J/gとわずかに高い。この差は次の照射区間でほぼ埋められる。つまり、照射強度が一定の場合、最初のセグメントでの照射時間(青い曲線)が長いほど部分硬化度が高くなり、次のセグメントでのポストキュアは小さくなる。図6に、データをさらに明確にグラフ化したものを示す。
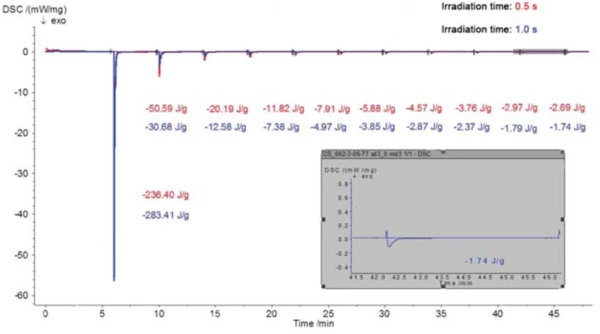
約10回目の照射段階から、各パルスに関連するDSC測定のピーク面積はほとんど変化しなくなる。硬化が完了するとピーク面積が一定に 残るのは、放射線による試料と参照試料の差動加熱に よるものである。硬化プロセスの総エンタルピーを計算するには、計算 に含まれる各ピークのエンタルピー寄与からこの残留エ ンタルピーを差し引く必要があります。
最初の照射段階のエンタルピーを全エンタルピーに関連付けると、最初の1秒パルスでは約82%の硬化度が計算され、最初の0.5秒パルスでは約67%の硬化度が計算される。実用上の目標硬化度にもよるが、1秒間の照射で十分である。
アクリレート系の阻害剤としての酸素
多くの光硬化型塗料系の反応プロセスにおいて、酸素ガスは決定的な役割を果たしている。アクリレート系では、酸素は阻害剤として作用する。その作用機序は、1950年代にG.V. SchulzとG. Henrici [3]によってすでに説明されている。酸素の存在下では、ペルオキシラジカルが形成され、ポリマー中に酸素が取り込まれる。その結果、比較的短い共重合体鎖が形成される [4]。
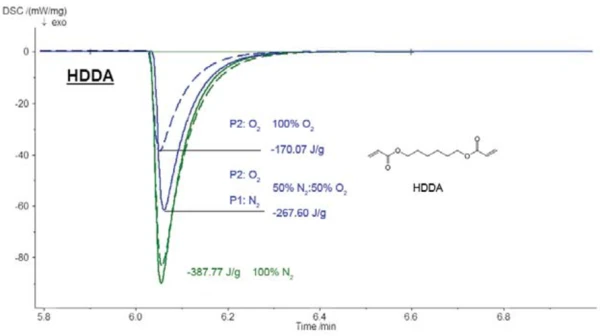
図7は、ヘキサンジオールジアクリレート(HDDA)の光硬化における酸素の影響を示している。反応エンタルピーは、酸素濃度が高くなるにつれて有意に減少する。
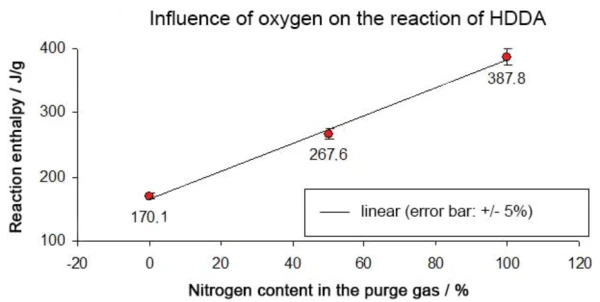
純窒素雰囲気での反応エンタルピーは-388 J/gであったのに対し、50%窒素と50%酸素の混合雰囲気では-268 J/g、純酸素雰囲気では-170 J/gであった。この結果、反応エンタルピーと酸素含有量には直線的な相関関係が見られた(図8参照)。
結論
NETZSCHDSC 204 F1 Phoenix®は、取り扱いが簡単です。気密設計により、試料チャンバー内の雰囲気組成を正確に制御することができます。これは、パージガス中の残留酸素含有量に関して最も重要です。UVランプはDSC測定ソフトウェアで制御可能です。照射時間や強度などのパラメータは、DSC測定プログラムで事前に選択できます。測定回数が多い場合は、オートサンプラー(ASC)をUVアタッチメントに接続して使用することもできます。
示差走査熱量測定(DSC)とUVランプによる試料照射の組み合わせは、光開始硬化プロセスの簡単で迅速な特性評価に理想的です。このような測定結果は、硬化メカニズムに関する洞察を提供し、配合物(抑制剤、光重合開始剤、充填剤)の改善や工程管理に重要な情報をもたらします。
この記事はLaborpraxis 2013年6月号に掲載されたものです。