用語と由来
チョコレートが人類に知られるようになったのはアステカ時代まで遡るが、カカオを含む飲料という形であった。チョコレート」という言葉は、苦い水やカカオ水を意味するアステカの言葉「Xocolatl 」に由来する。この飲み物はカカオの種子と冷たい水から作られ、酩酊させると考えられていた。アステカの世界では、高貴な血筋の成人男性にのみ許され、女性や子供には適さないと考えられていた。アステカの王、モンテスマはlarge 、大量のココアを飲んだと伝えられている。彼の治世下では、カカオ豆は通貨としても使われていた。
1528年、エルナン・コルテス時代のスペイン人征服者がヨーロッパにカカオを持ち込み、1544年にスペインの宮廷で初めて試飲された。1673年、オランダ人のヤンツ・フォン・ヒュースデンがブレーメンで初めてチョコレートを人々に振る舞った。しかし、ブレーメンでカカオ豆が大量に扱われるようになったのは、18世紀から19世紀にかけてのことである。カカオ豆は非常に高価であったため、裕福な貴族しか手に入れることができなかった。
1804年、A.ミーテがドイツ最古のチョコレート工場であるハローレン・チョコレート工場をハレ・アン・デア・ザールの町に設立した。
スイス初のチョコレート工場は、フランソワ・ルイ・カイエが1819年にヴェヴェイに設立したもので、その後、フィリップ・スシャール(1824年)、ジャン・トブラー(1830年)、ルドルフ・シュプルングリ(1845年)、ダニエル・ペーターとアンリ・ネスレ(1875年)が続いた。スイスチョコレートの名声に大きく貢献したコンチング製法は、ルドルフ・リンツに遡る。
ココアニブ、ココアマス、ココアバター、ココアパウダー
カカオの木の植物名であるテオブロマ・カカオは、ギリシャ語(theos:「神」、broma:「食物」)に由来する。この名前は、この植物に対する高い評価を表している。テオブロマ・カカオは球茎植物であるため、すでに木質化している幹に花を咲かせ、後に実をつける(図1)。
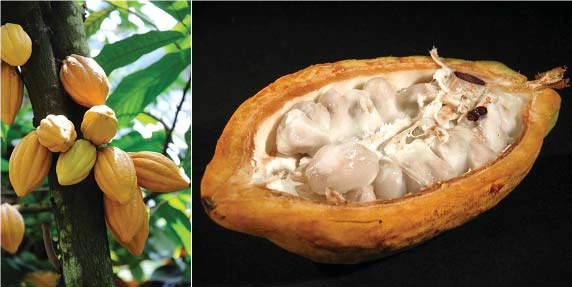
長さ15~20センチの黄色い果実の重さは約半キロで、30~60個の白い種豆が入っている。収穫後、これらを取り出して発酵・乾燥させる。約10日間かかる発酵の間に、多くの苦味物質が分解され、カカオ豆の特徴的な風味と色が形成される。

図2は、発酵して皮をむいた状態の豆である。一般的にこの状態で海外に出荷され、そこでチョコレートに加工される。チョコレートの製造に重要なカカオマスは、豆を砕くことで得られ、これがココアパウダーとココアバターに加工される。
カカオマスとは、豆を乾燥させて殻の部分を取り除いた後に残るカカオニブのことを指す。このカカオ豆を粉砕すると、カカオ豆に含まれる脂肪分であるココアバターが流れ出て、粘性のあるこげ茶色の塊になる。このカカオマスを圧搾すると、ココアバターが流れ出て、圧搾ケーキはココアパウダーに粉砕できる。このパウダーは、残留脂肪分に応じて、強脱油(脂肪分約11%~12%)または軽脱油(脂肪分約20%~22%)と指定される。
成分と効果
脂肪分が比較的多い(ココアバター54%)ことに加え、ココアには気分を高める効果があることが知られている物質がいくつか含まれている。セロトニン、ドーパミン、テオブロミン(3.7-ジメチルキサンチン、C7H8N4O2)、カフェインによく似たメチルキサンチン類の物質である。これらの成分はココアにはsmall の濃度しか含まれていないが、「チョコレートは人を幸せにする」という一般的な概念の背景には、これらの成分があるに違いない。ココア摂取の健康面についてはまだ結論が出ておらず、現在も研究中である。しかし、特にカカオ含有量の高い(50%以上)チョコレートについては、多くの個別の研究で健康促進効果が確認されている。これらのポジティブな効果には、血管内の沈着物の減少、血圧とLDLコレステロール値の低下、皮膚の機能性と一般的な身体能力の向上などが含まれる。
図3は、カカオ含有量の異なるチョコレート・バーの詰め合わせである。

ココアバターの多形性
化学的には、ココアバターは主にパルミチン酸、ステアリン酸、オレイン酸、リノール酸などの異なる脂肪酸からなるトリグリセリドで構成されている。ココアバターの顕著な多形性により、17℃から36℃の温度範囲で溶ける6つの結晶構造を持つことが知られている。チョコレートの製造には、V多形性、いわゆる "ß-modifi cation "が液体チョコレートの固化中に形成されることが特に重要である。これは「テンパリング」と呼ばれる特殊な熱処理によって達成される。テンパリング中、チョコレート塊は一定の冷却を受け、その後、望ましくない低融点結晶を再融解させるために再加熱される。ココアバター中の結晶化核の形成は非常にゆっくり起こるので、ここで適切な温度を見出すのは困難である。しかしながら、低融点結晶形がすでに液化しているが、十分な量の高融点結晶(これは熱力学的に最も安定なß変化である)が残っている加熱例では、これらは結局、その後の冷却のための結晶化の核となる。従って、再冷却中に形成されるのは、ほとんど目的のß-変態のみである。
このプロセスは、示差走査熱量測定(DSC)によって簡単に再現・分析できる。あるチョコレート(カカオ分60%)の融解挙動を図4に示す。チョコレートの製造時に目標とされるß改質の場合、融解は25℃付近からゆっくりと始まり、最初の加熱(赤)で33.2℃の最大ピークに達する。冷却中(青)には、22.7℃での結晶化の開始が、外挿されたエンドセットとして検出できる。
しかし、これらの部分が結晶化し始める前に、融液の一部を15℃まで過冷却することができる。冷却速度が5K/分の場合、この試料は結晶化が完了するまで約-5℃かかる。冷却曲線のピーク形状から、先の工業生産の状況とは対照的に、DSC装置内で冷却された結果、より低い温度で融解するココアバターの複数の変化が生じたことがすでにわかる。このことは、2回目の加熱の結果(黒)でも確認された。
冷却中にDSC装置内で形成された変化は、吸熱(吸熱性)反応によって示される10℃強ですでに融解し始める。溶融は28℃ですでに終了しており、この温度では、元のチョコレートは1回目の加熱でやっと溶け始めたところであった。もうひとつの重要な発見は、融解領域と結晶化領域の積分である。これらは潜熱の値に比例するため、試料の結晶性/結晶化度の指標となる。元の状態の試料の結晶部分は49.5 J/gの融解エンタルピーをもたらしたが(最初の加熱、赤い曲線)、30.0 J/gの融解エンタルピーしか検出されなかった(黒い曲線)。
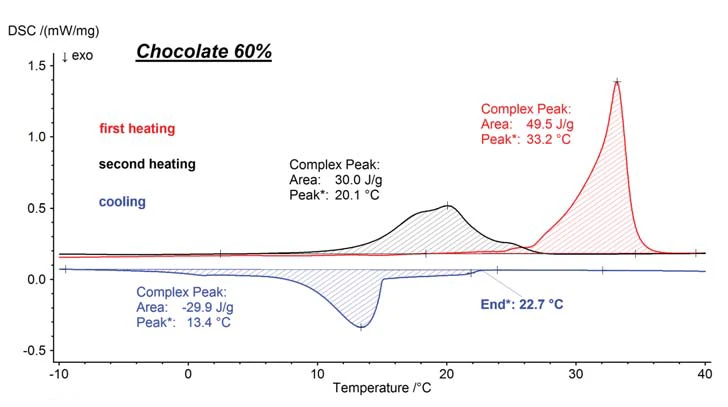
これは、冷却曲線中に得られた結晶性/結晶化度に対応する(冷却曲線を比較、青)。このことは、DSCで5K/minの直線速度で冷却する間に、元のチョコレート製造状況とは異なる低融点変化が生じただけでなく、結晶性/結晶化度が顕著に低下したことを意味する。このことは、上述のように、large 高融点ß 変性の割合を目標に生成するためには、特別な温度処理が必要であることを裏付けている。
テンパリングによるチョコレートの 結晶化度の変化
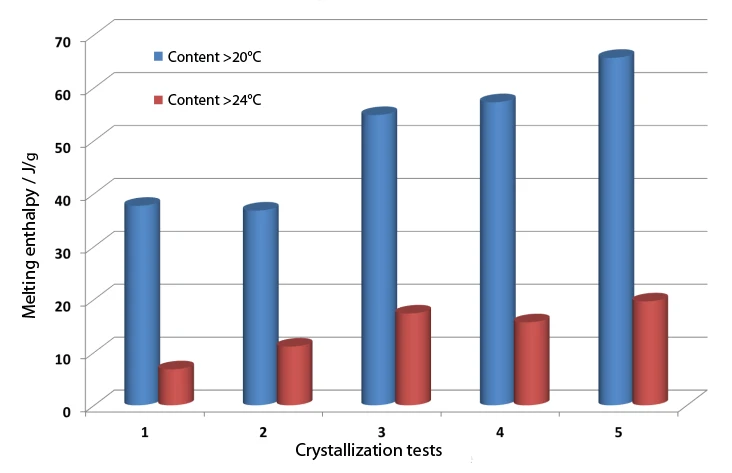
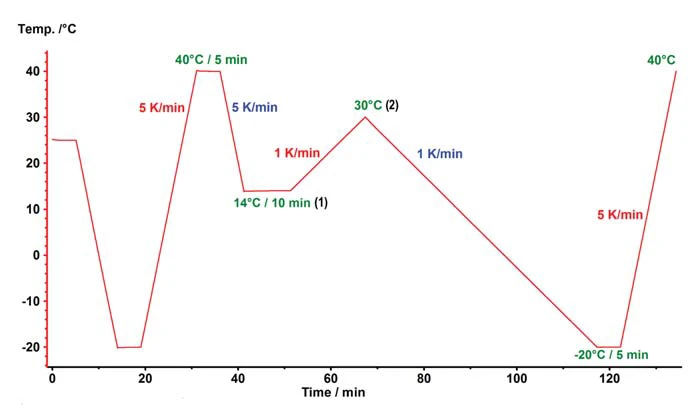
チョコレートの工業的生産では、液体チョコレートの塊を機械的・熱的処理にかけることで、所望の高融点ß-modifi cationを得て、ココアバターの結晶化を抑制する。このような処理のシミュレーションは、DSC装置で部分的に実現できますが、当然のことながら機械的要素は含まれません。図5は、一連のテンパリング試験における20℃以上と24℃以上の融解ピーク面積部分の変化を示している。結晶化試験1は、5K/分の直線冷却速度を使用した場合の結果を示している。試験2~5は、時効温度(1)と、望ましくない多形性の結晶化核が再び溶融する温度(2)を変化させたものである。結晶化試験5では、直線冷却に比べて結晶化度が明らかに増加した。これは、試料を14°で10分間テンパリングし、その後30°Cまで加熱することで達成された。対応する温度プログラムを図6に示す。
カカオ含有量と融解の関係エンタルピー
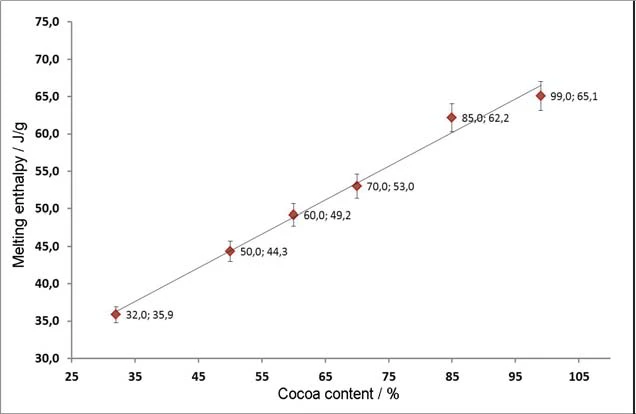
様々なカカオ含有量のチョコレートを調査してみると、両者の関係はほぼ直線的であることがわかる。カカオ含有量が増加するにつれて、結晶性ココアバターの量も増加し、したがって融解に必要なエネルギー量も増加する。融解エンタルピーは最初の加熱のピーク面積から直接求めることができる。公称カカオ含有量と検出された融解エンタルピーを適用すると、図7に示すような直線関係が得られる。記載されている値は、それぞれ複数回の測定の平均値です。描かれているエラーバーは実際の測定誤差を表すものではなく、この直線関係が+3%の相関で適用されることを示しているに過ぎない。
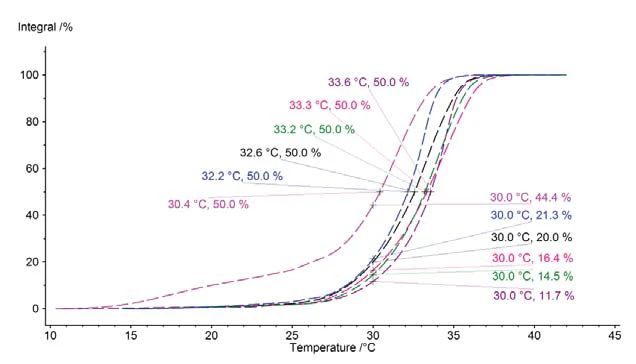
融解ピーク面積は、異なるチョコレート試料の融解挙動を定量化するのに役立つだけでなく、ピークの位置と形を利用することにより、温度範囲と融解プロセスを決定するのにも役立つので、各試料について、対応する温度で含まれる脂肪(ココアバター)のどれだけがまだ固体で、どれだけがすでに液体であるかを個別に特定することが可能である。この情報は固体脂指数(SFI)としても知られています。ピーク面積を100%にスケールし、その経過を表面積分として描けば、このような断言にたどり着くのは簡単です。このようなアプリケーションを、調査したすべてのチョコレート試料について図8に示す。まず第一に、対応する脂肪含量のちょうど半分が、どの温度でまだ固体であるかがはっきりとわかる。第二に、ある温度(ここでは30℃)で、含有脂肪のどの部分がすでに溶融しているかが簡単に推測できる。
文献には、チョコレートの融解および結晶化挙動の調査に関して、ここで示した以外にも、DSC測定結果が提供する情報を強調する多くの例が記載されている。Cammengaらは、お菓子全般に対する示差走査熱量測定の使用について述べている。砂糖および砂糖代替物は、通常、そのような製品の質量の大部分を占め、ガラス転移温度、結晶化度、融解温度および相転移エンタルピーなどの測定可能な特性は、物理化学的および技術的特性だけでなく、保存安定性にも大きな影響を与える[1]。
Zieglederらは一連の研究の中で、チョコレートの長期安定性[2]とファットブルームの形成について述べている[3]。
Chapmanら[4]とMerkenら[5]は、彼らの研究の中でチョコレートの多形性と加工性に焦点を当て、Tscheuschnerら[6]とZieglederら[7]は、チョコレートとチョコレートマスの冷却条件と結晶化に関して多くの調査を行っている。
概要
ココアバターは6つの異なる構造(多形性)で結晶化するが、そのうちの1つ、いわゆるß変性がチョコレート製造には好ましい。この結果を得るためには、「テンパリング」と呼ばれる特別な温度処理が必要です。DSC(示差走査熱量計)を使えば、ココアバターの融解温度および融解エンタルピーを測定することができます。カカオ含有量32%から99%の様々なチョコレートを調査することにより、DSCによって測定されたカカオ含有量と融解エンタルピーの間にほぼ直線的な関係があることを確認することができた。さらに、ココアバターの個々の結晶性修飾の量と分化に対するテンパリングの影響を調べることも可能であることが示された。等温相に伴う冷却速度や、その後のチョコレート塊の短時間の再加熱はすべて、結果として得られる結晶性/結晶化度に影響を与える。従って、DSC分析では、温度制御を変えることで、製造時に発生するチョコレート塊のテンパリングを再現することが可能である。DSC分析における測定プログラムの柔軟な温度制御に加えて、DSCの結果に含まれる情報は、入荷検査、生産管理、品質管理などの分野において、チョコレート生産におけるさらなる安全保護の可能性をもたらす。