26.09.2022 by Dr. Natalie Rudolph
Så här snabbar du upp din digitala ljussyntesprocess med 73% med termisk analys
Föreställ dig att du är bagare och får en förfrågan om 100 tårtor som ska levereras en viss dag. Det tar dig 10 minuter att förbereda degen för en tårta. Degen måste gräddas i 90 minuter för att få sin perfekt fuktiga konsistens. Du har bara en ugn eftersom du inte har råd att köpa fler. Din produktionskapacitet är kraftigt begränsad på grund av den långa gräddningstiden. Att påskynda bakningsprocessen skulle öka ditt resultat avsevärt, men du vill inte försämra produktens höga kvalitet.
Tillverkare av komplexa polymerbaserade objekt med DLS-teknik (Digital Light Synthesis) står inför liknande problem. Additiv tillverkning (AM), som tidigare användes för snabb prototyptillverkning, har haft en betydande tillväxt under de senaste 10 åren. Orsakerna är bland annat förbättrade tillverkningsprocesser och material samt den höga kvaliteten på slutprodukterna. En populär AM-teknik är DLS, som ingår i gruppen Vat Photopolymerization-processer.
Läs mer om Additive Manufacturing (AM) genom att titta på vår serie på YouTube: #ambynetzsch - YouTube
Vad är digital ljussyntes (DLS)?
"Digital Light Synthesis™-processen är en banbrytande teknik som använder digital ljusprojektion, syrepermeabel optik och programmerbara flytande hartser för att producera detaljer med exceptionella mekaniska egenskaper, upplösning och ytfinish. Digital Light Synthesis™-processen drivs av Continuous Liquid Interface Production™, eller CLIP™, och programmerbara flytande hartser.
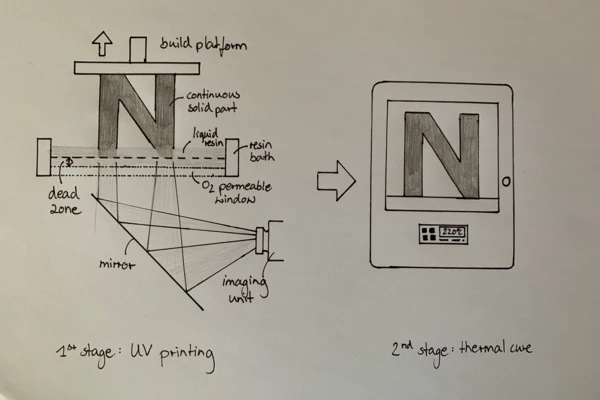
CLIP är en fotokemisk process som härdar flytande plastharts till fasta delar med hjälp av ultraviolett ljus. Den fungerar genom att ljus projiceras genom ett syregenomsläppligt fönster in i en behållare med UV-härdande harts. När en sekvens av UV-bilder projiceras stelnar detaljen och byggplattformen höjs" [2].
Det finns material som härdar i ett enda steg. Men för mer avancerade tillämpningar krävs material som "möjliggörs av en egenutvecklad tvåstegsteknik för hartsreaktion" [1]. Fotopolymerisationen som sker i skrivaren är det första härdningssteget. Efter att delarna har tagits ut ur skrivaren härdas de termiskt med en extern värmekälla. Det är i detta andra steg i produktionsprocessen med DLS som den största begränsningen uppstår, eftersom härdningstiden kan vara flera timmar beroende på hartssystemet.
I sin artikel "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis"undersöker Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera och Tim A. Osswalda optimeringen av den termiska härdningscykeln "genom att minska den termiska härdningstiden och samtidigt undvika en negativ inverkan på de slutliga mekaniska egenskaperna" [1] hos det epoxibaserade hartset EPX 82.
Tre steg till en optimerad DLS-process
- Differentiell svepkalorimetri (DSC) för att karakterisera härdningsbeteendet hos härdplasten EPX 82 (dubbelhärdande epoxiharts)
- Modellera det kemiska härdningsbeteendet med kinetisk analys
- Dynamisk mekanisk analys (DMA) och dragprovning för att validera de föreslagna förbättringarna i härdningscykeln
Bestämning av härdningsbeteendet hos termohärdande hartser
"Differentiell skanningskalorimetri är en av de vanligaste teknikerna för att karakterisera härdplaster genom att mäta värmeflödet till följd av förändringen i inre energi som ett resultat av den exoterma härdningen" [1]. På samma sätt kan glasövergångstemperaturen härledas som en funktion av härdningsgraden. I detta sammanhang gäller att ju högre härdningsgrad, desto högre glasomvandlingstemperatur.
Två olika mätmetoder kan användas för att bestämma härdningsbeteendet hos härdplaster:
- "Isotermiska mätningar vid olika temperaturer, vilket leder till en tidsförskjutning av härdningsreaktionen. Den största utmaningen med isotermiska mätningar är att fånga den initiala reaktionen som kan uppstå under förvärmningen innan den önskade mättemperaturen uppnås" [1].
- Dynamiska ramptester med olika linjära uppvärmningshastigheter. Metoden möjliggör enklare analys av värmeflödeskurvorna och beräkningar av reaktionsentalpin.
Karakterisering av materialets härdningsbeteende utfördes med NETZSCH DSC 214 Polyma. De tryckta proverna (diameter: 2,5 mm, höjd: 2 mm, vikt: 10 mg +/- 1 mg) skyddades från all miljöpåverkan (rumstemperatur och UV-ljus) för att undvika andrastegs-Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning. "Steg 1-proverna rampades från 0°C till 330°C med uppvärmningshastigheter på 0,5, 1, 2, 3, 4 och 5 K/min. En linjär baslinje användes för att beräkna den totala reaktionsvärmen. Glasomvandlingstemperaturerna mättes vid olika omvandlingsgrader med hjälp av en temperaturramp från 0°C till 200°C med en uppvärmningshastighet på 10 K/min" [1].

Resultaten visar flera toppar i DSC-signalen, vilket tyder på att materialet genomgår en komplex reaktion i flera steg. Med ökande uppvärmningshastigheter,
- Den högsta reaktionstemperaturen förskjuts till högre temperaturer,
- ökar härdningsentalpin och
- En andra reaktionstopp blir mer synlig nära 150°C.
Dessutom ökar glasövergångstemperaturen med en högre grad av termisk stegkonvertering. Förhållandet mellan de två kan beskrivas med Di Benedetto-sambandet (ekv. 1). Detta används senare i reaktionsmodellen för att representera glasövergångstemperaturen som en funktion av omvandlingen och för att ta hänsyn till diffusionskontrollen.

Modellfri kinetisk analys och dess begränsningar
Resultaten från DSC-mätningarna används sedan för att modellera det kemiska härdningsbeteendet med hjälp av kinetisk analys.
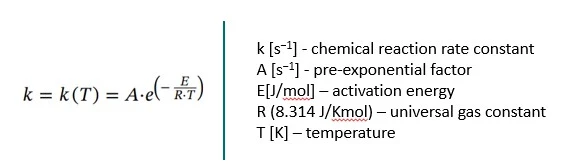
All kinetisk analys baseras på Arrhenius-ekvationen (Ekv. 2) som beskriver reaktionshastighetens temperaturberoende.
Omvandlingshastigheten efter tid för isotermiska reaktioner, dα / dt, eller efter temperatur för dynamiska uppvärmningshastigheter, dα / dT, kan då beskrivas med följande ekvation:

För att beräkna aktiveringsenergin (E) är Friedman-metoden ett vanligt tillvägagångssätt. E beräknas som en funktion av graden av omvandling (α). Reaktionen beskrivs således genom att omvandla ekv. 3 till logaritmisk form och ersätta k(T) från ekv. 2.:

Det modellfria tillvägagångssättet är mycket lämpligt som ett första intryck av den kemiska reaktionen, eftersom det inte krävs någon utveckling av en ny reaktionsmodell eller modifiering av befintliga modeller. Däremot tas ingen hänsyn till flera steg, samtidiga reaktioner och diffusionspåverkan. Detta är viktigt eftersom "om polymerens glasomvandlingstemperatur ökar snabbare än provets temperatur, styrs reaktionen inte längre av den kemiska reaktionens kinetik utan av diffusionsprocesser" [1]. Därför är diffusionskontroll avgörande för att undvika felaktigheter i modeller, vilket skulle leda till förglasning, sakta ner den förväntade reaktionshastigheten och i slutändan resultera i en otillräckligt tvärbunden del.
Förenklad modellering av kinetiska reaktioner med Kinetics Neo
På grund av begränsningarna i det modellfria tillvägagångssättet användes programvaran NETZSCH Kinetics Neo eftersom den "ger möjlighet att kombinera olika kemiska reaktioner och testa noggrannheten i motsvarande modell. [...] Det ger också möjlighet att ta hänsyn till diffusionskontrollerade processer [1].

För temperaturer över glasövergångstemperaturen Tg (T >= Tg) är formen för kdiff modifierad från Williams-Landel-Ferry-relationen:

Kinetisk analys tillämpad i den additiva tillverkningsprocessen
Den modellfria Friedman-analysen är utgångspunkten för den kinetiska analysen av det kemiska härdningsbeteendet hos ett harts. Denna inledande analys visar att "aktiveringsenergin (E) varierar kraftigt med fraktionerad omvandling" [1].
Baserat på detta resultat inkluderades olika kombinationer av mellan två och fyra autokatalytiska och nionde ordningens reaktionssteg för att generera förutsägelser för multipla reaktionsmodeller. Därefter beräknar programvaran de optimala modellparametrarna för att passa de experimentella data. En linjär modell med tre steg gav den högsta korrelationsfaktorn på 0,9959.
Första steget: reaktion av n:te ordningen med biprodukt från autokatalys (Cn)

De tre följande reaktionerna: reaktioner av n:te ordningen
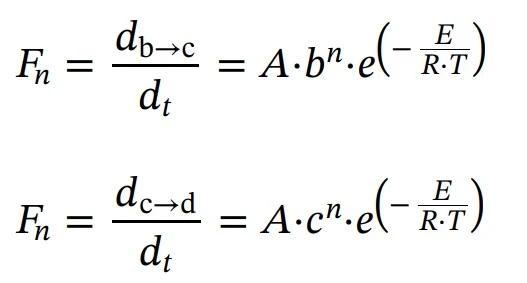
Parametrarna Log(Kdiff),C1 ochC2 är ansvariga för den aktiva diffusionskontrollen.
Det tredje steget i reaktionen kräver helt klart den högsta aktiveringsenergin (166,81 kJ mol-1). Detta är i enlighet med förutsägelsen i Friedman-analysen. Samtidigt är det det första reaktionssteget som bidrar mest till den totala kemiska reaktionen.
Prediktionskurvan och passformen stämmer mycket väl överens med en korrelation på 0,9959. En liten avvikelse förekommer dock, om än bara i den inledande delen av reaktionen. En möjlig förklaring till detta skulle kunna vara att det är svårt att mäta långsamma reaktioner med DSC, eftersom det sker en signalförlust. Förutsägelsen blir mer korrekt mot slutet av det inledande steget.
Användning av den kemiska reaktionsmodellen för simuleringar
Därefter användes den nyligen etablerade kemiska reaktionsmodellen, som beskrivs ovan, för att optimera den termiska härdningscykeln för det 3D-utskrivna hartset. Den rekommenderade termiska härdningscykeln beskrevs av tillverkaren som en härdningscykel i nio steg upp till en temperatur på 220°C, vilket tog 12 timmar och 30 minuter att genomföra. Efter att även ha tagit hänsyn till de fysiska begränsningarna i härdningsugnen (MHR = 5 K/min, maxtemperatur = 220°C) kunde den utvecklade modellen identifiera två betydligt kortare cykler, med MCR 0,6 / MHR 5,0 och MCR 1,2 / MHR 1,0.
Kontroll av tillräcklig tvärbindning av materialet med DMA och dragprovning
För att säkerställa att de termiska härdningscyklerna, som föreslås av den kinetiska analysen, resulterar i fullständig tvärbindning och exakta materialegenskaper, utförs dynamisk mekanisk analys (DMA) och dragprovning på de slutliga delar som tillverkas efter de olika härdningscyklerna i de kinetiska modelleringsvariationerna. I detta sammanhang är elasticitetsmodulen en viktig materialegenskap. Den ökar med en faktor på upp till 20 under den termiska härdningsprocessen på grund av tvärbindningen av materialet. "Delar som är tillräckligt tvärbundna kommer att uppvisa en relativt konstant Elastisk modulDen komplexa modulen (den elastiska komponenten), lagringsmodulen eller G', är den "verkliga" delen av provets totala komplexa modul. Den elastiska komponenten indikerar den fasta responsen, eller responsen i fas, hos det prov som mäts. elasticitetsmodul genom en efterföljande temperaturramp, följt av en kraftig minskning av de mekaniska egenskaperna, vilket indikerar glasövergångstemperaturen." [1]
En NETZSCH GABO Eplexor® med en 500 N lastcell och 20 mm trepunktsböjningsfixtur användes för DMA-mätningarna. Parametrarna sammanfattas i följande tabell.
Tabell 1: Mätförhållanden för DMA
| Temperatur-svep | 40°C till 200°C |
| Uppvärmningshastighet | 2 K/min |
| Statisk töjning | 0.2% (av provets tjocklek) |
| Dynamisk sinusformad töjning | 0.15% (av provets tjocklek) |
| Frekvens | 10 Hz |
Resultaten visar att de mekaniska egenskaperna påverkas av de olika härdningscyklerna. "De prover som härdats med den högsta maximala omvandlingshastigheten och den högsta maximala uppvärmningshastigheten (MCR 2,4 / MHR 5,0) kännetecknas av det lägsta Tg vid 146 °C. [...] I jämförelse med den ursprungliga cykeln (MCR 0,6%/min och MHR 1 K/min) resulterar två betydligt kortare cykler, MCR 0,6 / MHR 5,0 och MCR 1,2 / MHR 1,0, i samma Tg vid 154 °C. Den snabbaste av dessa cykler är MCR 0,6 / MHR 5,0 med en total härdningstid på 202 min." [1]
Proverna från den ursprungliga och den optimerade cykeln kontrollerades dessutom genom dragprovning. Båda proverna uppvisade en mycket likartad draghållfasthet.
Slutsats
I sin artikel presenterar författarna en effektiv metod för att optimera den termiska härdningskinetiken för hartset i Digital Light Synthesis-processen.
Med hjälp av DSC-analys utvecklades en reaktionsmodell i tre steg. Den tar hänsyn till diffusionskontroll i reaktionsmodellen genom att inkludera Rabinowitsch-ekvationen för att beräkna reaktionshastigheten. Di Benedetto-relationen presenterar glasomvandlingstemperaturen som en funktion av omvandlingen. Kinetics Neo gjorde det möjligt att förutsäga olika härdningscykler med definierade gränsvillkor (här: maximal omvandlingshastighet och maximal uppvärmningshastighet). De härdade proverna testades med DMA och dragprovning, vilket bekräftade fullständig tvärbindning och exakta materialegenskaper.
Med denna metod kunde den termiska härdningscykeln minskas med 73%; från 12 timmar och 30 minuter till endast 3 timmar och 22 minuter.
Källor
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Tillhörighet
a Polymer Engineering Center, Institutionen för maskinteknik, University of Wisconsin-Madison, Madison, WI, 53706, USA.
b Tekniska universitetet i Chemnitz, Chemnitz, Tyskland

GRATIS e-bok
Termisk analys och reologi vid additiv tillverkning av polymerer
Upptäck hemligheterna bakom AM:s banbrytande möjligheter! Vår nyutgivna e-bok dyker djupt in i hjärtat av AM och avslöjar kraften i tillförlitliga materialkarakteriseringstekniker, särskilt termisk analys och reologi.


