26.09.2022 by Dr. Natalie Rudolph
Hoe u uw digitale lichtsyntheseproces met 73% kunt versnellen met thermische analyse
Stel je voor dat je een bakker bent en een aanvraag krijgt voor 100 taarten die op een bepaalde dag geleverd moeten worden. Het kost je 10 minuten om het deeg voor één taart te bereiden. Het deeg moet 90 minuten gebakken worden om de perfecte vochtige consistentie te bereiken. U hebt maar één oven omdat u zich niet kunt veroorloven om er meer te kopen. Je bent aanzienlijk beperkt in je productiecapaciteit door de lange baktijd. Het bakproces versnellen zou je resultaat aanzienlijk verbeteren, maar je wilt de hoge kwaliteit van je product niet aantasten.
Fabrikanten van complexe voorwerpen op polymeerbasis met de DLS-technologie (Digital Light Synthesis) worden met vergelijkbare problemen geconfronteerd. Additive Manufacturing (AM), dat vroeger werd gebruikt voor rapid prototyping, heeft de afgelopen 10 jaar een aanzienlijke groei doorgemaakt. Redenen hiervoor zijn onder andere de verbetering van productieprocessen en materialen en de hoge kwaliteit van de uiteindelijke onderdelen. Een populaire AM-techniek is DLS, die valt onder de groep Vat-fotopolymerisatieprocessen.
Leer meer over Additive Manufacturing (AM) door onze serie op YouTube te bekijken: #ambynetzsch - YouTube
Wat is digitale lichtsynthese (DLS)?
"Het Digital Light Synthesis™ proces is een baanbrekende technologie die gebruik maakt van digitale lichtprojectie, zuurstofdoorlatende optiek en programmeerbare vloeibare harsen om onderdelen te produceren met uitzonderlijke mechanische eigenschappen, resolutie en oppervlakteafwerking. Het Digital Light Synthesis proces wordt aangedreven door Continuous Liquid Interface Production™, of CLIP™, en programmeerbare vloeibare harsen.
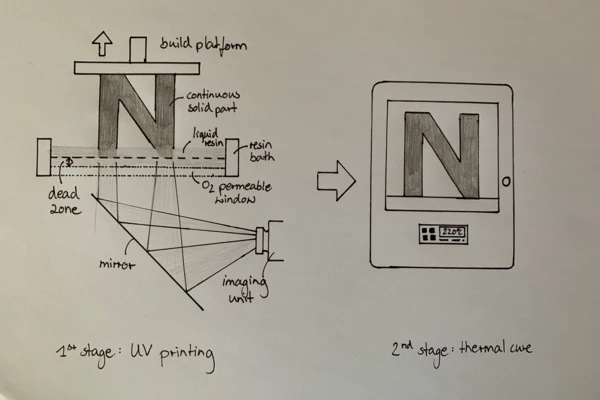
CLIP is een fotochemisch proces dat vloeibare kunststofhars uithardt tot vaste onderdelen met behulp van ultraviolet licht. Het werkt door licht te projecteren door een zuurstofdoorlatend venster in een reservoir met UV-uithardende hars. Terwijl een reeks UV-beelden wordt geprojecteerd, stolt het onderdeel en komt het bouwplatform omhoog" [2].
Er zijn materialen die in één stap uitharden. Voor meer geavanceerde toepassingen worden de benodigde materialen echter "mogelijk gemaakt door een eigen tweefasige harsreactietechnologie" [1]. De fotopolymerisatie in de printer is de eerste uithardingsstap. Nadat de onderdelen uit de printer zijn gehaald, worden ze thermisch uitgehard door een externe warmtebron. Deze tweede stap in het productieproces met DLS is waar de grootste beperking ligt, omdat de uithardingstijd enkele uren kan duren, afhankelijk van het harssysteem.
In hun artikel "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis"onderzoeken Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera en Tim A. Osswalda de optimalisatie van de thermische uithardingscyclus "door de thermische uithardingstijd te verkorten en tegelijkertijd een negatieve invloed op de uiteindelijke mechanische eigenschappen te vermijden" [1] van de epoxyhars EPX 82.
Drie stappen naar een geoptimaliseerd DLS-proces
- Differentiële scanning calorimetrie (DSC) om het uithardingsgedrag van het thermohardende hars EPX 82 (dubbel uithardend epoxyhars) te karakteriseren
- Het chemische uithardingsgedrag modelleren met kinetische analyse
- Dynamische mechanische analyse (DMA) en trektesten om de voorgestelde verbeteringen in de uithardingscyclus te valideren
Het uithardingsgedrag van thermohardende harsen bepalen
"Differential Scanning Calorimetrie is een van de meest gebruikte technieken om thermohardende harsen te karakteriseren door de warmtestroom te meten die het gevolg is van de verandering in interne energie als gevolg van de exotherme uitharding" [1]. Op dezelfde manier kan de glasovergangstemperatuur worden afgeleid als functie van de uithardingsgraad. In deze context geldt: hoe hoger de uithardingsgraad, hoe hoger de glasovergangstemperatuur.
Er kunnen twee verschillende meetmethoden worden gebruikt om het uithardingsgedrag van thermoharders te bepalen:
- "Isotherme metingen bij verschillende temperaturen, die leiden tot een tijdverschuiving van de uithardingsreactie. De belangrijkste uitdaging van de isotherme meting is het vastleggen van de initiële reactie die kan optreden tijdens het voorverwarmen voordat de beoogde meettemperatuur wordt bereikt" [1].
- Dynamische ramptests met verschillende lineaire verwarmingssnelheden. Deze methode maakt het mogelijk om de warmtestroomcurves gemakkelijker te analyseren en de reactieenthalpie te berekenen.
Karakterisering van het uithardingsgedrag van het materiaal werd uitgevoerd met de NETZSCH DSC 214 Polyma. De geprinte monsters (diameter: 2,5 mm, hoogte: 2 mm, massa: 10 mg +/- 1 mg) werden afgeschermd van omgevingsinvloeden (kamertemperatuur en UV-licht) om uitharding in de tweede fase te voorkomen. "Fase 1-monsters werden opgevoerd van 0 °C tot 330 °C met verwarmingssnelheden van 0,5, 1, 2, 3, 4 en 5 K/min. Een lineaire basislijn werd gebruikt om de totale reactiewarmte te berekenen. De glasovergangstemperaturen werden gemeten bij verschillende conversiegraden met een temperatuurverhoging van 0 °C tot 200 °C bij een verhittingssnelheid van 10 K/min" [1].

De resultaten tonen meerdere pieken in het DSC-signaal, wat aangeeft dat het materiaal een complexe, meerstapsreactie ondergaat. Met toenemende verhittingssnelheden,
- verschuift de piekreactietemperatuur naar hogere temperaturen,
- De uithardingsenthalpie neemt toe en
- Een tweede reactiepiek wordt zichtbaarder in de buurt van 150°C.
Bovendien neemt de glasovergangstemperatuur toe met een hogere mate van thermische faseconversie. De relatie tussen de twee kan worden beschreven met de Di Benedetto-relatie (formule 1). Deze wordt later in het reactiemodel gebruikt om de glasovergangstemperatuur weer te geven als functie van de conversie en om rekening te houden met de diffusieregeling.

Modelvrije kinetische analyse en haar beperkingen
De resultaten van de DSC-metingen worden vervolgens gebruikt voor het modelleren van het chemische uithardingsgedrag met kinetische analyse.
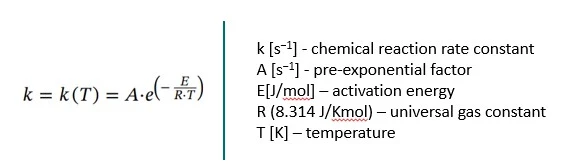
Alle kinetische analyses zijn gebaseerd op de vergelijking van Arrhenius (Eq. 2) die de temperatuurafhankelijkheid van de reactiesnelheid beschrijft.
De omzettingssnelheid per tijd voor isotherme reacties, dα / dt, of per temperatuur voor dynamische verwarmingssnelheden, dα / dT, kan dan worden beschreven door de volgende vergelijking:

Om de activeringsenergie (E) te berekenen, is de Friedman-methode een gebruikelijke aanpak. E wordt berekend als functie van de mate van omzetting (α). De reactie wordt dus beschreven door vergelijking 3 om te zetten in logaritmische vorm en k(T) uit vergelijking 2 te substitueren:

De modelvrije aanpak is zeer geschikt als eerste indruk van de chemische reactie, omdat er geen nieuw reactiemodel hoeft te worden ontwikkeld of bestaande modellen hoeven te worden aangepast. Er wordt echter geen rekening gehouden met meerdere stappen, gelijktijdige reacties en diffusie-invloeden. Dit is belangrijk omdat "als de glasovergangstemperatuur van het polymeer sneller toeneemt dan de temperatuur van het monster, de reactie niet langer wordt gestuurd door de kinetiek van de chemische reactie, maar door diffusieprocessen" [1]. Daarom is diffusiecontrole van vitaal belang om onnauwkeurigheid in modellen te voorkomen, wat zou leiden tot verglazing, vertraging van de verwachte reactiesnelheid en uiteindelijk een onvoldoende vernet onderdeel.
Vereenvoudigde modellering van kinetische reacties met Kinetics Neo
Vanwege de beperkingen van de modelvrije aanpak werd de software NETZSCH Kinetics Neo gebruikt, omdat deze "de mogelijkheid biedt om verschillende chemische reacties te combineren en de nauwkeurigheid van het bijbehorende model te testen. [Het biedt ook de mogelijkheid om rekening te houden met diffusiegecontroleerde processen [1].

Voor temperaturen boven de glasovergangstemperatuur Tg (T >= Tg) is de vorm van kdiff gewijzigd ten opzichte van de Williams-Landel-Ferry relatie:

Kinetische analyse toegepast in het Additive Manufacturing proces
De modelvrije Friedman analyse is het startpunt voor de kinetische analyse van het chemische uithardingsgedrag van een hars. Deze eerste analyse laat zien dat "de activeringsenergie (E) sterk varieert met de fractieconversie" [1].
Op basis van dit resultaat werden verschillende combinaties van tussen de twee en vier autokatalytische en n-de orde reactiestappen opgenomen om meervoudige reactiemodelvoorspellingen te genereren. Vervolgens berekent de software de optimale modelparameters die passen bij de experimentele gegevens. Een lineair model in drie stappen leverde de hoogste correlatiefactor van 0,9959 op.
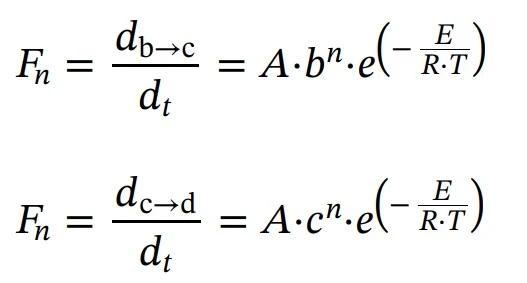
Eerste stap: reactie van de n-de orde met bijproduct van autokatalyse (Cn)

De volgende drie reacties: reacties van de n-de orde
Log(Kdiff),C1 enC2 parameters zijn verantwoordelijk voor de actieve diffusiecontrole.
De derde stap van de reactie vereist duidelijk de hoogste activeringsenergie (166,81 kJ mol-1). Dit is in overeenstemming met de voorspelling van de Friedman-analyse. Tegelijkertijd is het de eerste reactiestap die het meeste bijdraagt aan de totale chemische reactie.
De voorspellingscurve en de fit komen zeer goed overeen met een correlatie van 0,9959. Er treedt echter een kleine afwijking op, zij het alleen in het eerste deel van de reactie. Een mogelijke verklaring hiervoor is dat het moeilijk is om langzame reacties te meten met DSC, omdat er signaalverlies optreedt. De voorspelling wordt nauwkeuriger naar het einde van de eerste stap toe.
Het chemische reactiemodel gebruiken voor simulaties
Vervolgens werd het nieuwe chemische reactiemodel, zoals hierboven beschreven, gebruikt om de thermische uithardingscyclus van de 3D-geprinte hars te optimaliseren. De aanbevolen thermische uithardingscyclus werd door de fabrikant beschreven als een uithardingscyclus in negen stappen tot een temperatuur van 220°C, die 12 uur en 30 minuten in beslag nam. Na ook rekening te hebben gehouden met de fysieke beperkingen van de uithardingsoven (MHR = 5 K/min, maximale temperatuur = 220°C), maakte het ontwikkelde model het mogelijk om twee aanzienlijk kortere cycli te identificeren, met MCR 0,6 / MHR 5,0 en MCR 1,2 / MHR 1,0.
Controle op voldoende verknoping van het materiaal met DMA en trektesten
Om ervoor te zorgen dat de thermische uithardingscycli, zoals voorgesteld door de kinetische analyse, resulteren in volledige verknoping en nauwkeurige materiaaleigenschappen, worden dynamische mechanische analyse (DMA) en trektests uitgevoerd op de uiteindelijke onderdelen die zijn geproduceerd na de verschillende uithardingscycli van de kinetische modelvariaties. In deze context is de elasticiteitsmodulus een belangrijke materiaaleigenschap. Deze neemt met een factor tot 20 toe tijdens het thermische uithardingsproces door de verknoping van het materiaal. "Onderdelen die voldoende vernet zijn, zullen een relatief constante elasticiteitsmodulus vertonen tijdens een daaropvolgende temperatuurstijging, gevolgd door een scherpe daling van de mechanische eigenschappen, wat de glasovergangstemperatuur aangeeft." [1]
Een NETZSCH GABO Eplexor® met een 500 N meetcel en de 20 mm driepuntsbuigopstelling werd gebruikt voor de DMA-metingen. De parameters zijn samengevat in de volgende tabel.
Tabel 1: DMA-meetomstandigheden
| Temperatuurbereik | 40°C tot 200°C |
| Verwarmingssnelheid | 2 K/min |
| Statische spanning | 0.2% (van de dikte van het monster) |
| Dynamische sinusvormige rek | 0.15% (van monsterdikte) |
| Frequentie | 10 Hz |
De resultaten tonen aan dat de mechanische eigenschappen beïnvloed worden door de verschillende uithardingscycli. "De monsters die zijn uitgehard met de hoogste maximale omzettingssnelheid en de hoogste maximale verwarmingssnelheid (MCR 2,4 / MHR 5,0) worden gekenmerkt door de laagste Tg bij 146 °C. [In vergelijking met de oorspronkelijke cyclus (MCR 0,6%/min en MHR 1 K/min) resulteren twee aanzienlijk kortere cycli, MCR 0,6 / MHR 5,0 en MCR 1,2 / MHR 1,0, in dezelfde Tg bij 154 °C. De snelste van deze cycli is de MCR 0.6 / MHR 5.0 met een totale uithardingstijd van 202 min." [1]
De monsters van de originele en de geoptimaliseerde cyclus werden bovendien gecontroleerd met trekproeven. Beide monsters vertoonden een zeer vergelijkbare uiteindelijke treksterkte.
Conclusie
In hun artikel bieden de auteurs een effectieve methode voor het optimaliseren van de thermische uithardingskinetiek van de hars in het Digital Light Synthesis proces.
Met behulp van DSC-analyse werd een drietrapsreactiemodel ontwikkeld. Er wordt rekening gehouden met diffusiecontrole in het reactiemodel door de Rabinowitsch-vergelijking op te nemen om de reactiesnelheid te berekenen. De Di Benedetto-relatie geeft de glasovergangstemperatuur weer als functie van de conversie. Kinetics Neo maakte de voorspelling mogelijk van verschillende uithardingscycli met gedefinieerde randvoorwaarden (hier: maximale omzettingssnelheid en maximale verwarmingssnelheid). De uitgeharde monsters werden getest met DMA en trekproeven, die een volledige verknoping en nauwkeurige materiaaleigenschappen bevestigden.
Met deze aanpak werd de thermische uithardingscyclus met 73% teruggebracht; van 12 uur en 30 minuten naar slechts 3 uur en 22 minuten.
Bronnen
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Affiliaties
a Polymer Engineering Center, Department of Mechanical Engineering, Universiteit van Wisconsin-Madison, Madison, WI, 53706, USA.
b Technische Universiteit Chemnitz, Chemnitz, Duitsland

GRATIS E-Boek
Thermische analyse en reologie in polymeeradditiefproductie
Ontdek de geheimen achter de baanbrekende mogelijkheden van AM! Ons nieuwe ebook duikt diep in het hart van AM en onthult de kracht van betrouwbare materiaalkarakterisatietechnieken, met name thermische analyse en reologie.


