26.09.2022 by Dr. Natalie Rudolph
Comment accélérer de 73 % votre processus de synthèse numérique de la lumière grâce à l'analyse thermique
Imaginez que vous soyez boulanger et que vous receviez une demande pour 100 gâteaux à livrer un jour donné. Il vous faut 10 minutes pour préparer la pâte d'un gâteau. La pâte doit être cuite pendant 90 minutes pour atteindre sa consistance parfaitement humide. Vous n'avez qu'un seul four car vous n'avez pas les moyens d'en acheter d'autres. Votre capacité de production est considérablement limitée en raison du temps de cuisson trop long. Accélérer le processus de cuisson augmenterait considérablement votre résultat, mais vous ne voulez pas altérer la grande qualité de votre produit.
Les fabricants d'objets complexes à base de polymères utilisant la technologie de synthèse numérique de la lumière (DLS) sont confrontés à des problèmes très similaires. Autrefois utilisée pour le prototypage rapide, la fabrication additive (MA) a connu une croissance significative au cours des dix dernières années. Cela s'explique notamment par l'amélioration des processus de fabrication et des matériaux, ainsi que par la haute qualité des pièces finales. La DLS, qui fait partie des procédés de photopolymérisation en cuve, est une technique de fabrication additive très répandue.
Pour en savoir plus sur la fabrication additive (AM), regardez notre série sur YouTube : #ambynetzsch - YouTube
Qu'est-ce que la synthèse numérique de la lumière (DLS) ?
" Le procédé Digital Light Synthesis™ est une technologie de rupture qui utilise la projection de lumière numérique, l'optique perméable à l'oxygène et les résines liquides programmables pour produire des pièces aux propriétés mécaniques, à la résolution et à l'état de surface exceptionnels. Le procédé Digital Light Synthesis est piloté par la Continuous Liquid Interface Production™, ou CLIP™, et les résines liquides programmables.
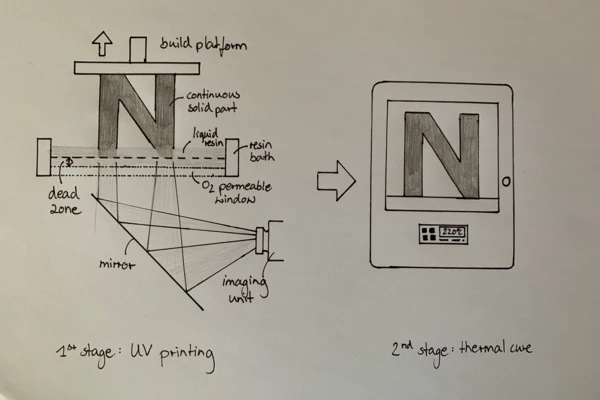
Le CLIP est un procédé photochimique qui polymérise la résine plastique liquide en pièces solides à l'aide d'une lumière ultraviolette. Il fonctionne en projetant de la lumière à travers une fenêtre perméable à l'oxygène dans un réservoir de résine durcissant aux UV. Au fur et à mesure qu'une séquence d'images UV est projetée, la pièce se solidifie et la plate-forme de construction s'élève" [2].
Il existe des matériaux qui durcissent en une seule étape. Cependant, pour des applications plus avancées, les matériaux requis "sont rendus possibles par une technologie propriétaire de réaction de la résine en deux étapes" [1]. La photopolymérisation qui se produit dans l'imprimante est la première étape de polymérisation. Après avoir été retirées de l'imprimante, les pièces sont durcies thermiquement par une source de chaleur externe. Cette deuxième étape du processus de production avec la DLS constitue sa principale limite, car le temps de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement peut durer plusieurs heures en fonction du système de résine.
Dans leur article intitulé "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis", Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera et Tim A. Osswaldaétudient l'optimisation du cycle de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement thermique "en réduisant le temps de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement thermique tout en évitant une influence négative sur les propriétés mécaniques finales" [1] de la résine à base d'époxy EPX 82.
Trois étapes pour un processus DLS optimisé
- Calorimétrie différentielle à balayage (DSC) pour caractériser le comportement de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement de la résine thermodurcissable EPX 82 (résine époxy à double Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement)
- Modélisation du comportement de durcissement chimique à l'aide d'une analyse cinétique
- Analyse mécanique dynamique (DMA) et essais de traction pour valider les améliorations proposées dans le cycle de durcissement
Détermination du comportement de durcissement des résines thermodurcissables
"La calorimétrie différentielle à balayage est l'une des techniques les plus courantes pour caractériser les résines thermodurcissables en mesurant le flux de chaleur résultant de la variation de l'énergie interne à la suite de la polymérisation ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique" [1]. De même, la température de transition vitreuse peut être dérivée en fonction du degré de polymérisation. Dans ce contexte, plus le degré de polymérisation est élevé, plus la température de transition vitreuse est élevée.
Deux méthodes de mesure différentes peuvent être utilisées pour déterminer le comportement de durcissement des thermodurcissables :
- "Les mesures isothermes à différentes températures, conduisant à un décalage dans le temps de la réaction de durcissement. Le principal défi de la mesure IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme est de capturer la réaction initiale qui peut se produire pendant le préchauffage avant que la température de mesure cible ne soit atteinte" [1].
- Essais dynamiques sur rampe avec différentes vitesses de chauffage linéaire. Cette méthode facilite l'analyse des courbes de flux de chaleur et le calcul de l'enthalpie de réaction.
La caractérisation du comportement de durcissement du matériau a été effectuée à l'aide de l'appareil NETZSCH DSC 214 Polyma. Les échantillons imprimés (diamètre : 2,5 mm, hauteur : 2 mm, masse : 10 mg +/- 1 mg) ont été protégés de toute influence environnementale (température ambiante et lumière UV) afin d'éviter une deuxième phase de durcissement. "Les échantillons de l'étape 1 ont été chauffés de 0°C à 330°C à des vitesses de 0,5, 1, 2, 3, 4 et 5 K/min. Une ligne de base linéaire a été utilisée pour calculer la chaleur totale de réaction. Les températures de transition vitreuse ont été mesurées à différents degrés de conversion en utilisant une rampe de température de 0°C à 200°C à une vitesse de chauffage de 10 K/min" [1].

Les résultats montrent des pics multiples dans le signal DSC, ce qui indique que le matériau subit une réaction complexe en plusieurs étapes. Avec l'augmentation de la vitesse de chauffage, la température de réaction maximale se déplace vers des températures plus élevées,
- Le pic de température de réaction se déplace vers des températures plus élevées,
- L'enthalpie de polymérisation augmente et
- Un deuxième pic de réaction devient plus visible à proximité de 150°C.
En outre, la température de transition vitreuse augmente avec le degré de conversion de l'étape thermique. La relation entre les deux peut être décrite par la relation de Di Benedetto (Eq. 1). Celle-ci est utilisée ultérieurement dans le modèle de réaction pour représenter la température de transition vitreuse en fonction de la conversion et pour prendre en compte le contrôle de la diffusion.

L'analyse cinétique sans modèle et ses limites
Les résultats des mesures DSC sont ensuite utilisés pour la modélisation du comportement de durcissement chimique à l'aide d'une analyse cinétique.
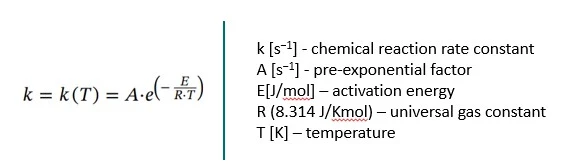
Toutes les analyses cinétiques sont basées sur l'équation d'Arrhenius (Eq. 2) qui décrit la dépendance de la vitesse de réaction par rapport à la température.
Le taux de conversion en fonction du temps pour les réactions isothermes, dα / dt, ou en fonction de la température pour les taux de chauffage dynamiques, dα / dT, peut alors être décrit par l'équation suivante :

Pour calculer l'énergie d'activation (E), la méthode de Friedman est une approche courante. E est calculée en fonction du degré de conversion (α). Ainsi, la réaction est décrite en convertissant l'Eq. 3 en forme logarithmique et en substituant k(T) de l'Eq. 2.. :

L'approche sans modèle convient très bien comme première impression de la réaction chimique, car il n'est pas nécessaire de développer un nouveau modèle de réaction ou de modifier les modèles existants. Cependant, les étapes multiples, les réactions simultanées et l'influence de la diffusion ne sont pas prises en compte. Ceci est important car "si la température de transition vitreuse du polymère augmente plus rapidement que la température de l'échantillon, la réaction n'est plus contrôlée par la cinétique de la réaction chimique, mais par des processus de diffusion" [1]. Le contrôle de la diffusion est donc essentiel pour éviter les imprécisions dans les modèles, qui conduiraient à la vitrification, au ralentissement de la vitesse de réaction attendue et, en fin de compte, à une pièce insuffisamment réticulée.
Modélisation simplifiée des réactions cinétiques avec Kinetics Neo
En raison des limites de l'approche sans modèle, le logiciel NETZSCH Kinetics Neo a été utilisé car il "permet de combiner différentes réactions chimiques et de tester la précision du modèle correspondant. [Il permet également de prendre en compte les processus contrôlés par diffusion [1].

Pour les températures supérieures à la température de transition vitreuse Tg (T >= Tg), la forme de kdiff est modifiée par rapport à la relation de Williams-Landel-Ferry :

Analyse cinétique appliquée au processus de fabrication additive
L'analyse de Friedman sans modèle est le point de départ de l'analyse cinétique du comportement de durcissement chimique d'une résine. Cette première analyse montre que "l'énergie d'activation (E) varie fortement en fonction de la conversion fractionnée" [1].
Sur la base de ce résultat, différentes combinaisons de deux à quatre étapes de réaction autocatalytique et d'ordre n ont été incluses pour générer des prédictions de modèles de réaction multiples. Ensuite, le logiciel calcule les paramètres optimaux du modèle pour s'adapter aux données expérimentales. Un modèle linéaire à trois étapes a donné le facteur de corrélation le plus élevé, soit 0,9959.
Première étape : réaction d'ordre n avec sous-produit d'autocatalyse (Cn)

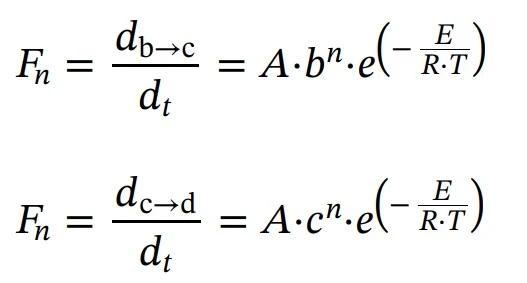
Trois réactions suivantes : réactions d'ordre n
Les paramètres Log(Kdiff),C1 etC2 sont responsables du contrôle de la diffusion active.
La troisième étape de la réaction nécessite clairement l'énergie d'activation la plus élevée (166,81 kJ mol-1). Ceci est en accord avec la prédiction de l'analyse de Friedman. Simultanément, c'est la première étape de la réaction qui contribue le plus à la réaction chimique totale.
La courbe de prédiction et l'ajustement correspondent très bien avec une corrélation de 0,9959. Cependant, une légère déviation se produit, mais uniquement dans la partie initiale de la réaction. Cela peut s'expliquer par le fait qu'il est difficile de mesurer les réactions lentes avec la DSC, car il y a une perte de signal. La prédiction devient plus précise vers la fin de l'étape initiale.
Utilisation du modèle de réaction chimique pour les simulations
Ensuite, le modèle de réaction chimique nouvellement établi, tel que décrit ci-dessus, a été utilisé pour optimiser le cycle de durcissement thermique de la résine imprimée en 3D. Le cycle de durcissement thermique recommandé était décrit par le fabricant comme un cycle de durcissement en neuf étapes jusqu'à une température de 220°C, ce qui prenait 12 heures et 30 minutes. Après avoir pris en compte les limites physiques du four de polymérisation (MHR = 5 K/min, température maximale = 220°C), le modèle développé a permis d'identifier deux cycles nettement plus courts, avec MCR 0,6 / MHR 5,0 et MCR 1,2 / MHR 1,0.
Vérification de la réticulation suffisante du matériau à l'aide d'une analyse mécanique dynamique et d'un essai de traction
Afin de s'assurer que les cycles de durcissement thermique, tels que suggérés par l'analyse cinétique, aboutissent à une réticulation complète et à des propriétés matérielles précises, une analyse mécanique dynamique (DMA) et des essais de traction sont effectués sur les pièces finales produites à la suite des différents cycles de durcissement des variations de la modélisation cinétique. Dans ce contexte, le module d'élasticité est une propriété importante du matériau. Il augmente d'un facteur pouvant aller jusqu'à 20 pendant le processus de durcissement thermique en raison de la réticulation du matériau. "Les pièces suffisamment réticulées présentent un module élastique relativement constant pendant une rampe de température ultérieure, suivie d'une forte diminution des propriétés mécaniques, indiquant la température de transition vitreuse." [1]
Pour les mesures DMA, on a utilisé une machine NETZSCH GABO Eplexor® avec une cellule de charge de 500 N et un dispositif de flexion en trois points de 20 mm. Les paramètres sont résumés dans le tableau suivant.
Tableau 1 : Conditions de mesure DMA
| Balayage de température | de 40°C à 200°C |
| Vitesse de chauffage | 2 K/min |
| Déformation statique | 0.2% (de l'épaisseur de l'échantillon) |
| Déformation dynamique sinusoïdale | 0.15 % (de l'épaisseur de l'échantillon) |
| Fréquence | 10 Hz |
Les résultats montrent que les propriétés mécaniques sont influencées par les différents cycles de polymérisation. "Les échantillons durcis avec le taux de conversion maximal le plus élevé et le taux de chauffage maximal le plus élevé (MCR 2,4 / MHR 5,0) sont caractérisés par le Tg le plus bas à 146 °C. [Par rapport au cycle original (MCR 0,6 %/min et MHR 1 K/min), deux cycles nettement plus courts, MCR 0,6 / MHR 5,0 et MCR 1,2 / MHR 1,0, aboutissent à la même Tg à 154°C. Le plus rapide de ces cycles est le MCR 0,6 / MHR 5,0 avec un temps de durcissement total de 202 minutes [1]
Les échantillons du cycle original et du cycle optimisé ont en outre été soumis à des essais de traction. Les deux échantillons ont montré une résistance à la traction très similaire.
Conclusion
Dans cet article, les auteurs proposent une méthodologie efficace pour optimiser la cinétique de durcissement thermique de la résine dans le procédé Digital Light Synthesis.
Grâce à l'analyse DSC, un modèle de réaction en trois étapes a été développé. Il tient compte du contrôle de la diffusion dans le modèle de réaction en incluant l'équation de Rabinowitsch pour calculer la vitesse de réaction. La relation de Di Benedetto présente la température de transition vitreuse en fonction de la conversion. La cinétique Neo a permis de prédire différents cycles de durcissement avec des conditions limites définies (ici : taux de conversion maximal et taux de chauffage maximal). Les échantillons durcis ont été testés par DMA et par traction, ce qui a confirmé une réticulation complète et des propriétés matérielles précises.
Grâce à cette approche, le cycle de durcissement thermique a été réduit de 73 %, passant de 12 heures et 30 minutes à seulement 3 heures et 22 minutes.
Sources d'information
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Affiliations
a Polymer Engineering Center, Department of Mechanical Engineering, University of Wisconsin-Madison, Madison, WI, 53706, USA.
b Université technique de Chemnitz, Chemnitz, Allemagne

Livre électronique GRATUIT
Analyse thermique et rhéologie dans la fabrication additive de polymères
Découvrez les secrets des capacités de l'AM qui changent la donne ! Notre nouvel ebook plonge au cœur de l'AM, dévoilant la puissance de techniques fiables de caractérisation des matériaux, en particulier l'analyse thermique et la rhéologie.



