26.09.2022 by Dr. Natalie Rudolph
熱分析でデジタル光合成プロセスを73%高速化する方法
パン職人になって、ある特定の日に100個のケーキの注文を受けたとしよう。ケーキ1個分の生地を作るのに10分かかる。しっとりした生地に仕上げるには90分焼く必要がある。オーブンは1台しかありません。焼成時間が長いため、生産能力が大幅に制限されます。焼成工程を早めれば生産量は大幅にアップしますが、製品の品質を落としたくありません。
デジタル光合成(DLS)技術で複雑なポリマーベースの物体を製造するメーカーも、よく似た問題に直面している。以前はラピッドプロトタイピングに使用されていたアディティブ・マニュファクチャリング(AM)は、ここ10年で大きな成長を遂げた。その理由には、製造プロセスや材料の改善、最終パーツの高品質化などがある。一般的なAM技術はDLSで、これはバット光重合プロセスのグループに属します。
アディティブ・マニュファクチャリング(AM)については、YouTubeのシリーズをご覧ください:#ambynetzsch - YouTube
デジタル光合成(DLS)とは?
「デジタル・ライト・シンセシス(Digital Light Synthesis™)プロセスは、デジタル・ライト・プロジェクション、酸素透過性光学系、プログラム可能な液体樹脂を使用して、卓越した機械的特性、解像度、表面仕上げを持つ部品を製造する画期的な技術です。デジタル・ライト・シンセシス・プロセスは、Continuous Liquid Interface Production™(CLIP™)とプログラム可能な液体樹脂によって推進されます。
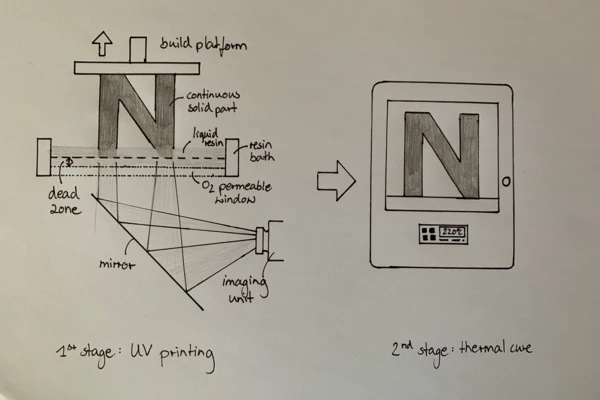
CLIPは光化学プロセスであり、紫外線を利用して液体プラスチック樹脂を固形部品に硬化させます。酸素透過性の窓からUV硬化樹脂のリザーバーに光を投射することで機能する。一連の紫外線画像が投影されると、部品が固化し、ビルドプラットフォームが上昇する」[2]。
一段階で硬化する材料もある。しかし、より高度な用途では、必要な材料は「独自の2段階樹脂反応技術によって可能になる」[1]。プリンター内で起こる光重合は、最初の硬化ステップである。プリンターからパーツを取り出した後、外部熱源によって熱硬化させるのだが、樹脂システムによっては硬化に数時間かかることもあるため、DLSの製造工程におけるこの第2段階が大きな限界となる。
AlexRedmanna、PaulOehlmanna、ThomasSchefflerb、LukasKagermeiera、Tim A. Osswaldaは、論文「Digital Light Synthesisにおけるエポキシ樹脂の熱硬化速度の最適化」の中で、エポキシベース樹脂EPX 82の熱硬化サイクルの最適化について調査して います。
最適化されたDLSプロセスへの3つのステップ
- 示差走査熱量測定(DSC)による熱硬化性樹脂EPX 82(デュアルキュア型エポキシ樹脂)の硬化挙動の特性化
- 速度論的解析による 化学硬化挙動のモデル化
- 動的機械分析(DMA)と引張試験による硬化サイクルの改善提案の検証
熱硬化性樹脂の硬化挙動の決定
「示差走査熱量測定は、発熱(発熱性)硬化の結果としての内部エネルギーの変化から生じる熱流を測定することにより、熱硬化性樹脂の特性を評価する最も一般的な技術の一つである」[1]。同様に、ガラス転移温度は硬化度の関数として導き出すことができる。この場合、硬化度が高いほどガラス転移温度は高くなる。
熱硬化性樹脂の硬化挙動を測定するには、2つの異なる測定方法を用いることができる:
- 「異なる温度で等温測定を行い、硬化反応の時間変化を測定する方法です。等温測定の主な課題は、目標測定温度に到達する前の予熱中に起こりうる初期反応を捉えることである」[1]。
- 異なる直線加熱速度を用いた動的ランプ試験。この方法により、ヒートフロー曲線の解析と反応エンタルピーの計算が容易になります。
を用いて、材料の硬化挙動の特性評価を行った。 NETZSCH DSC 214 Polyma.印刷された試料(直径:2.5mm、高さ:2mm、質量:10mg±1mg)は、第2段階の硬化を避けるため、あらゆる環境影響(室温と紫外線)から遮蔽された。「第1段階の試料は、0.5、1、2、3、4、5K/分の加熱速度で、0℃から330℃まで傾斜させた。全反応熱の計算には、線形ベースラインを使用した。ガラス転移温度は、10 K/分の加熱速度で0℃から200℃まで昇温し、異なる転化度で測定した」[1]。

その結果、DSC信号には複数のピークが見られ、これは材料が複雑な多段階反応を起こしていることを示している。加熱速度を上げると
- ピーク反応温度は高温側にシフトする、
- 硬化エンタルピーが増加し
- 第2の反応ピークが150℃付近で目に見えるようになる。
さらに、ガラス転移温度は、熱段階変換の程度が高いほど高くなる。両者の関係は、Di Benedettoの関係式(式1)で記述できる。これは後の反応モデルで、転化率の関数としてガラス転移温度を表し、拡散制御を考慮するために使用される。

モデルフリーの速度論的解析とその限界
DSC測定の結果は、その後、速度論解析による化学硬化挙動のモデリングに使用される。
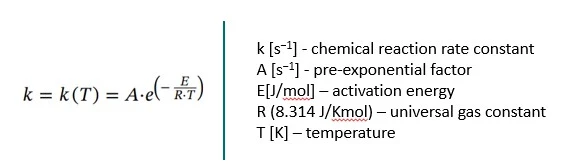
すべての速度論的解析は、反応速度の温度依存性を記述するアレニウス方程式(式2)に基づいている。
等温反応の場合の時間による変換率dα / dt、または動的加熱率の場合の温度による変換率dα / dTは、次の式で表すことができる:

活性化エネルギー(E)を計算するには、フリードマン法が一般的である。Eは転化の程度(α)の関数として計算される。したがって、式3を対数形式に変換し、式2からk(T)を代入して反応を記述する:

モデルフリーのアプローチは、新しい反応モデルの開発や既存のモデルの修正が不要であるため、化学反応の第一印象として非常に適している。しかし、多段階、同時反応、拡散の影響は考慮されない。ポリマーのガラス転移温度が試料温度よりも速く上昇する場合、反応はもはや化学反応の速度論ではなく、拡散プロセスによって制御される」[1]ため、これは重要である。したがって、拡散の制御は、モデルの不正確さを回避するために不可欠であり、これはガラス化を引き起こし、予想される反応速度を遅くし、最終的に十分に架橋されていない部分をもたらすことになる。
による速度論的反応の簡易モデリング。Kinetics Neo
モデルフリーのアプローチには限界があるため、「異なる化学反応を組み合わせ、対応するモデルの精度をテストする能力を提供する」NETZSCH Kinetics Neo ソフトウェアを使用した。[また、拡散制御されたプロセスを考慮することもできる[1]。

ガラス転移温度Tgを超える温度(T >= Tg)では、kdiffの形はウィリアムズ・ランデル・フェリーの関係から変更される:

積層造形プロセスで適用される動力学解析
モデルフリーのフリードマン解析は、樹脂の化学硬化挙動の動力学解析の出発点である。この初期解析は、「活性化エネルギー(E)が分率変換によって大きく変化する」ことを示しています [1]。
この結果に基づいて、2つから4つの自己触媒反応ステップとn次反応ステップの異なる組み合わせが含まれ、複数の反応モデル予測が生成されました。その後、ソフトウェアは実験データに適合する最適なモデルパラメーターを計算する。3段階の線形モデルが最も高い相関係数0.9959を得た。
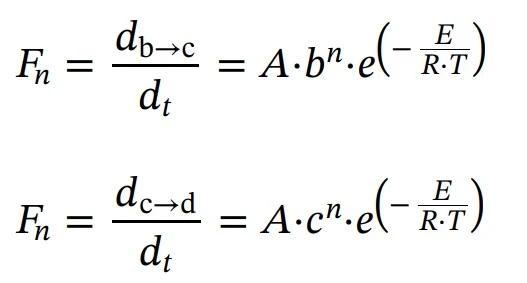
第一段階:自己触媒副生成物(Cn)を含むn次の反応

続く3つの反応:n次の反応
Log(Kdiff)、C1、C2パラメータが活性拡散制御に関与している。
反応の第三段階は、明らかに最も高い活性化エネルギー(166.81 kJ mol-1)を必要とする。これはフリードマン解析の予測と一致する。同時に、全化学反応に最も寄与するのは第1反応段階である。
予測曲線とフィットは0.9959の相関で非常によく一致する。しかし、反応の初期部分だけではあるが、わずかなずれが生じている。この理由として考えられるのは、DSCで遅い反応を測定するのはシグナルロスがあるため難しいということであろう。この予測は、初期段階の終わりに向かってより正確になっていく。
化学反応モデルを用いたシミュレーション
次に、3Dプリント樹脂の熱硬化サイクルを最適化するために、上述のように新たに確立した化学反応モデルを使用した。メーカーが推奨する熱硬化サイクルは、温度220℃までの9段階の硬化サイクルで、完了までに12時間30分を要すると説明されていた。さらに、硬化オーブンの物理的な制限(MHR = 5 K/分、最高温度 = 220°C)を考慮した結果、開発したモデルにより、MCR 0.6 / MHR 5.0およびMCR 1.2 / MHR 1.0という2つの大幅に短いサイクルを特定することができました。
DMAと引張試験による材料の十分な架橋の確認
速度論的解析によって示唆された熱硬化サイクルが、完全な架橋と正確な材料特性をもたらすことを確認するために、動的機械分析(DMA)と引張試験が、速度論的モデリングバリエーションの異なる硬化サイクルに続いて製造された最終部品に対して実施されます。その際、弾性率は重要な材料特性です。弾性率は、材料の架橋により、熱硬化プロセス中に最大20倍まで増加します。「十分に架橋された部品は、その後の温度上昇を通じて比較的一定の弾性率を示し、その後、ガラス転移温度を示す機械的特性が急激に低下する。[1]
DMA測定には、500Nのロードセルと20mmの3点曲げ治具を備えたNETZSCH GABOEplexor 。パラメータは以下の表にまとめられている。
表1:DMA測定条件
| 温度掃引 | 40°C~200°C |
| 加熱速度 | 2K/分 |
| 静ひずみ | 0.2%(試料厚さの) |
| 動的正弦波ひずみ | 0.15%(試料厚さの) |
| 周波数 | 10 Hz |
この結果は、機械的特性が硬化サイクルの違いによって影響を受けることを示している。「最も高い最大転化率と最も高い最大加熱率(MCR 2.4 / MHR 5.0)で硬化させた試料は、146℃で最も低いTgを示した。[元のサイクル(MCR 0.6%/分およびMHR 1K/分)と比較すると、2つの著しく短いサイクル、MCR 0.6 / MHR 5.0およびMCR 1.2 / MHR 1.0は、154℃で同じTgとなる。これらのサイクルの中で最も速いのはMCR 0.6 / MHR 5.0で、総硬化時間は202分である。[1]
元のサイクルと最適化されたサイクルの試料は、さらに引張試験によってチェックされた。どちらの試料も、非常によく似た極限引張強さを示した。
結論
この論文で著者らは、デジタル光合成プロセスにおける樹脂の熱硬化速度論を最適化するための効果的な方法論を提供している。
DSC分析により、3段階の反応モデルが開発された。反応速度を計算するRabinowitsch方程式を含めることで、反応モデルに拡散制御を考慮した。Di Benedettoの関係は、転化率の関数としてガラス転移温度を示す。 Kinetics Neoこれにより、定義された境界条件(ここでは、最大転化率と最大加熱率)で異なる硬化サイクルの予測が可能になった。硬化した試料をDMAと引張試験で試験し、完全な架橋と正確な材料特性を確認した。
このアプローチにより、熱硬化サイクルは12時間30分からわずか3時間22分へと73%短縮された。
情報源
[1]https://doi.org/10.1016/j.addma.2019.101018
[2]https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
所属
aポリマー工学センター、機械工学科、ウィスコンシン大学マディソン校、ウィスコンシン州マディソン、53706、米国。
bケムニッツ工科大学、ケムニッツ、ドイツ

無料電子書籍
ポリマー積層造形における熱分析とレオロジー
AMの画期的な能力を支える秘密をご覧ください!新しくリリースされた電子書籍では、AMの核心に深く迫り、信頼性の高い材料特性評価技術、特に熱分析とレオロジーの威力を明らかにしています。


