26.09.2022 by Dr. Natalie Rudolph
Hogyan gyorsíthatja fel a digitális fényszintézis folyamatát 73%-kal a hőelemzéssel?
Képzelje el, hogy cukrászként 100 tortára kap megkeresést, amelyet egy adott napon kell kiszállítani. Egy torta tésztájának elkészítése 10 percet vesz igénybe. A tésztát 90 percig kell sütni, hogy elérje a tökéletes nedvességtartalmát. Önnek csak egy sütője van, mivel nem engedheti meg magának, hogy többet vásároljon. A hosszú sütési idő miatt jelentősen korlátozott a termelési kapacitása. A sütési folyamat felgyorsítása jelentősen növelné az eredményt, de nem szeretné, ha a termék magas minősége sérülne.
Az összetett polimeralapú tárgyak gyártói a digitális fényszintézis (DLS) technológiával nagyon hasonló problémákkal szembesülnek. A korábban gyors prototípusgyártásra használt additív gyártás (AM) az elmúlt 10 évben jelentős növekedésnek indult. Ennek oka többek között a gyártási folyamatok és anyagok fejlesztése, valamint a végső alkatrészek magas minősége. Egy népszerű AM-technika a DLS, amely a vattában történő fotopolimerizációs eljárások csoportjába tartozik.
Tudjon meg többet az additív gyártásról (AM), ha megnézi sorozatunkat a YouTube-on: #ambynetzsch - YouTube
Mi az a digitális fényszintézis (DLS)?
"A Digital Light Synthesis™ eljárás olyan áttörést jelentő technológia, amely digitális fényvetítést, oxigénáteresztő optikát és programozható folyékony gyantákat használ, hogy kivételes mechanikai tulajdonságokkal, felbontással és felületi felülettel rendelkező alkatrészeket állítson elő. A Digital Light Synthesis eljárást a Continuous Liquid Interface Production™, azaz a CLIP™ és a programozható folyékony gyanták vezérlik.
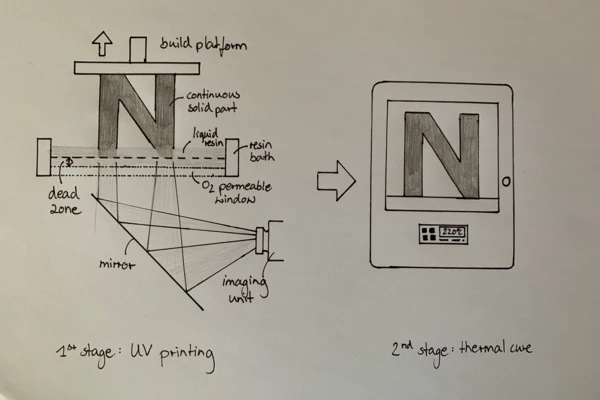
A CLIP egy fotokémiai eljárás, amely folyékony műanyag gyantát keményít szilárd alkatrésszé ultraibolya fény segítségével. Úgy működik, hogy a fényt egy oxigénáteresztő ablakon keresztül egy UV-keményedő gyanta tartályába vetíti. Az UV-képek sorozatának kivetítése során az alkatrész megszilárdul, és az építési platform megemelkedik" [2].
Vannak olyan anyagok, amelyek egyetlen lépésben keményednek. A fejlettebb alkalmazásokhoz azonban a szükséges anyagokat "saját fejlesztésű, kétlépcsős gyantareakciós technológia teszi lehetővé" [1]. A nyomtatóban bekövetkező fotopolimerizáció az első keményítési lépés. Miután az alkatrészeket kiveszik a nyomtatóból, külső hőforrással hőre keményítik őket. A DLS gyártási folyamatának ez a második lépése az, ahol a legnagyobb korlátja jelentkezik, mivel a keményedési idő a gyantarendszertől függően több órát is igénybe vehet.
Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera és Tim A. Osswalda "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis" című tanulmányukban Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera és Tim A. Osswalda az EPX 82 epoxi alapú gyanta termikus keményítési ciklusának optimalizálásátvizsgálják "a termikus keményítési idő csökkentésével, elkerülve a végső mechanikai tulajdonságokra gyakorolt negatív hatást" [1].
Három lépés az optimalizált DLS folyamathoz
- Differenciális pásztázó kalorimetria (DSC) az EPX 82 hőre keményedő gyanta (kettős keményedésű epoxigyanta) keményedési viselkedésének jellemzésére
- A kémiai keményedési viselkedés modellezése kinetikai elemzéssel
- Dinamikus mechanikai elemzés (DMA) és szakítóvizsgálat a kikeményedési ciklus javasolt javításainak validálása érdekében
A hőre keményedő gyanták keményedési viselkedésének meghatározása
"A differenciál pásztázó kalorimetria az egyik legelterjedtebb technika a hőre keményedő gyanták jellemzésére az exoterm keményedés eredményeként a belső energia változásából eredő hőáram mérésével" [1]. Hasonlóképpen az üvegesedési átmeneti hőmérséklet is levezethető a keményedés mértékének függvényében. Ebben az összefüggésben minél magasabb a keményedés mértéke, annál magasabb az üvegesedési hőmérséklet.
Két különböző mérési módszer használható a hőre keményedő keményítőanyagok keményedési viselkedésének meghatározására:
- "IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.Izotermikus mérések különböző hőmérsékleteken, ami a keményedési reakció időbeli eltolódásához vezet. Az IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus mérés fő kihívása az előmelegítés során bekövetkező kezdeti reakció megragadása, amely a mérési célhőmérséklet elérése előtt bekövetkezhet" [1].
- Dinamikus rámpás vizsgálatok különböző lineáris fűtési sebességekkel. A módszer lehetővé teszi a hőáramlási görbék egyszerűbb elemzését és a reakcióentalpia számítását.
Az anyag keményedési viselkedésének jellemzését a NETZSCH DSC 214 Polyma készülékkel végeztük. A kinyomtatott mintákat (átmérő: 2,5 mm, magasság: 2 mm, tömeg: 10 mg +/- 1 mg) minden környezeti hatástól (szobahőmérséklet és UV-fény) védtük, hogy elkerüljük a másodlagos keményedést. "Az 1. fázisú mintákat 0°C-ról 330°C-ra emeltük 0,5, 1, 1, 2, 3, 4 és 5 K/perc fűtési sebességgel. A teljes reakcióhő kiszámításához lineáris alapvonalat használtunk. Az üvegesedési átmeneti hőmérsékleteket különböző konverziós fokozatoknál 0°C-tól 200°C-ig tartó hőmérsékleti rámpával, 10 K/perc fűtési sebességgel mértük" [1].

Az eredmények több csúcsot mutatnak a DSC-jelben, ami arra utal, hogy az anyag összetett, többlépcsős reakción megy keresztül. A fűtési sebesség növelésével,
- A reakciócsúcs hőmérséklete magasabb hőmérsékletre tolódik,
- A keményedési entalpia nő és
- Egy második reakciócsúcs válik láthatóvá 150°C közelében.
Ezen kívül az üvegesedési hőmérséklet is növekszik a hőfok átalakulásának magasabb fokával. A kettő közötti kapcsolat a Di Benedetto összefüggéssel írható le (1. egyenlet). Ezt használjuk később a reakciómodellben az üvegesedési hőmérsékletnek a konverzió függvényében történő ábrázolására és a diffúziószabályozás figyelembevételére.

Modellmentes kinetikai elemzés és annak korlátai
A DSC-mérések eredményeit a későbbiekben a kémiai keményedési viselkedés kinetikai elemzéssel történő modellezéséhez használjuk fel.
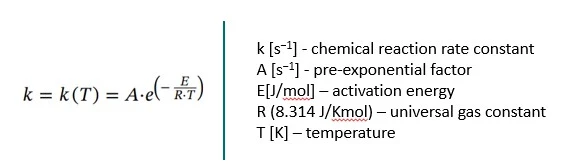
Minden kinetikai elemzés a reakciósebesség hőmérsékletfüggését leíró Arrhenius-egyenleten (2. egyenlet) alapul.
Az IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus reakciók esetében az idő szerinti dα/dt, dinamikus fűtési sebességek esetében a dα/dt, illetve a hőmérséklet szerinti dα/dT konverziós sebesség a következő egyenlet segítségével írható le:

Az aktiválási energia (E) kiszámítására a Friedman-módszer az elterjedt megközelítés. Az E-t az átalakulás mértékének (α) függvényében számítják ki. Így a reakciót úgy írjuk le, hogy a 3. egyenletet logaritmikus formába alakítjuk, és a 2. egyenletből k(T) értékkel helyettesítjük:

A modellmentes megközelítés nagyon alkalmas a kémiai reakció első benyomására, mivel nem szükséges új reakciómodell kidolgozása vagy a meglévő modellek módosítása. Ugyanakkor a több lépést, az egyidejű reakciókat és a diffúziós hatást nem veszi figyelembe. Ez azért fontos, mert "ha a polimer üvegesedési hőmérséklete gyorsabban nő, mint a minta hőmérséklete, a reakciót már nem a kémiai reakció kinetikája, hanem diffúziós folyamatok irányítják" [1]. Ezért a diffúzió szabályozása létfontosságú a modellek pontatlanságának elkerülése érdekében, ami üvegesedést eredményezne, ami lelassítaná a várt reakciósebességet, és végső soron nem megfelelően térhálósított alkatrészt eredményezne.
Kinetikus reakciók egyszerűsített modellezése a Kinetics Neo segítségével
A modell nélküli megközelítés korlátai miatt a NETZSCH Kinetics Neo szoftvert használtuk, mivel ez "lehetőséget biztosít különböző kémiai reakciók kombinálására és a megfelelő modell pontosságának tesztelésére. [...] Lehetőséget biztosít továbbá a diffúzióvezérelt folyamatok figyelembevételére [1].

A Tg üvegesedési hőmérséklet feletti hőmérsékleten (T >= Tg) a kdiff alakja a Williams-Landel-Ferry összefüggésből módosul:

Kinetikai analízis az additív gyártási folyamatban
A modellmentes Friedman-elemzés a kiindulópontja a gyanta kémiai keményedési viselkedésének kinetikai elemzésének. Ez a kiinduló elemzés azt mutatja, hogy "az aktiválási energia (E) nagymértékben változik a frakcionált konverzióval" [1].
Ezen eredmény alapján két és négy közötti autokatalitikus és n-edik rendű reakciólépések különböző kombinációit vonták be, hogy több reakciómodell-előrejelzéseket hozzanak létre. Ezt követően a szoftver kiszámítja a kísérleti adatokhoz illeszkedő optimális modellparamétereket. A háromlépéses lineáris modell adta a legmagasabb, 0,9959-es korrelációs tényezőt.
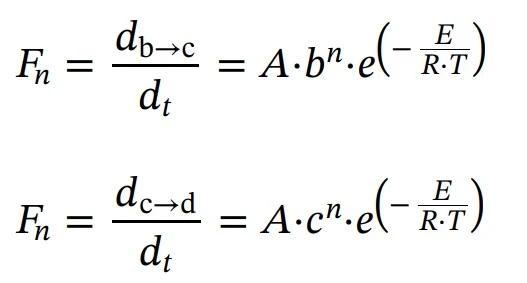
Első lépés: n-edik rendű reakció az autokatalízis melléktermékével (Cn)

Az ezt követő három reakció: n-edik rendű reakciók
Log(Kdiff),C1 ésC2 paraméterek felelősek az aktív diffúziószabályozásért.
A reakció harmadik lépése egyértelműen a legnagyobb aktiválási energiát igényli (166,81 kJ mol-1). Ez összhangban van a Friedman-elemzés előrejelzésével. Ezzel egyidejűleg az első reakciólépés járul hozzá a legnagyobb mértékben a teljes kémiai reakcióhoz.
Az előrejelzési görbe és az illesztés nagyon jól illeszkedik egymáshoz, 0,9959-es korrelációval. Enyhe eltérés azonban előfordul, bár csak a reakció kezdeti szakaszában. Ennek egyik lehetséges magyarázata az lehet, hogy a lassú reakciókat nehéz DSC-vel mérni, mivel jelveszteséggel jár. Az előrejelzés a kezdeti lépés vége felé válik pontosabbá.
A kémiai reakciómodell használata szimulációkhoz
Ezután az újonnan létrehozott kémiai reakciómodellt a fent leírtak szerint a 3D-nyomtatott gyanta termikus kikeményedési ciklusának optimalizálására használtuk. A gyártó az ajánlott termikus kikeményítési ciklust kilenc lépésből álló, 220 °C-os hőmérsékletig tartó kikeményítési ciklusként írta le, amely 12 óra 30 percet vett igénybe. Miután figyelembe vettük a keményítő kemencék fizikai korlátait is (MHR = 5 K/perc, maximális hőmérséklet = 220°C), a kifejlesztett modell lehetővé tette két jelentősen rövidebb ciklus azonosítását, MCR 0,6 / MHR 5,0 és MCR 1,2 / MHR 1,0 értékkel.
Az anyag megfelelő térhálósodásának ellenőrzése DMA-val és szakítóvizsgálattal
Annak biztosítása érdekében, hogy a kinetikai elemzés által javasolt termikus kikeményedési ciklusok teljes térhálósodást és pontos anyagtulajdonságokat eredményezzenek, a kinetikai modellezési variációk különböző kikeményedési ciklusait követően előállított végleges alkatrészeken dinamikus mechanikai elemzést (DMA) és szakítóvizsgálatot végeznek. Ebben az összefüggésben a Rugalmassági modulusA komplex modulus (rugalmas komponens), tárolási modulus vagy G', a minták "valós" része a teljes komplex modulus. Ez a rugalmas komponens jelzi a mérendő minta szilárd, vagy fázisban lévő válaszát. rugalmassági modulus fontos anyagi tulajdonság. A termikus kikeményedési folyamat során az anyag térhálósodása miatt akár 20-szorosára is megnő. "A kellően térhálósodott alkatrészek egy későbbi hőmérsékleti rámpán keresztül viszonylag állandó rugalmassági modulust mutatnak, amelyet a mechanikai tulajdonságok hirtelen csökkenése követ, ami az üvegesedési átmeneti hőmérsékletet jelzi." [1]
A DMA-mérésekhez egy NETZSCH GABO Eplexor® készüléket használtak 500 N terhelésmérő cellával és a 20 mm-es hárompontos hajlítószerkezettel. A paramétereket a következő táblázatban foglaltuk össze.
1. táblázat: DMA mérési feltételek
| Hőmérsékleti söpörés | 40°C-tól 200°C-ig |
| Fűtési sebesség | 2 K/perc |
| Statikus alakváltozás | 0.2 % (a minta vastagságából) |
| Dinamikus szinuszos alakváltozás | 0.15% (a minta vastagságából) |
| Frekvencia | 10 Hz |
Az eredmények azt mutatják, hogy a mechanikai tulajdonságokat befolyásolják a különböző keményítési ciklusok. "A legnagyobb maximális konverziós sebességgel és a legnagyobb maximális fűtési sebességgel (MCR 2,4 / MHR 5,0) keményített mintákra jellemző a legalacsonyabb Tg 146 °C-on. [...] Az eredeti ciklushoz képest (MCR 0,6%/min és MHR 1 K/min) két jelentősen rövidebb ciklus, az MCR 0,6 / MHR 5,0 és az MCR 1,2 / MHR 1,0 azonos Tg értéket eredményez 154 °C-on. E ciklusok közül a leggyorsabb az MCR 0,6 / MHR 5,0 ciklus, amelynek teljes kikeményedési ideje 202 perc." [1]
Az eredeti és az optimalizált ciklus mintáit ezen felül szakítóvizsgálattal is ellenőrizték. Mindkét minta nagyon hasonló szakítószilárdságot mutatott.
Következtetés
A szerzők dolgozatukban hatékony módszertant mutatnak be a gyanta termikus kikeményedési kinetikájának optimalizálására a digitális fényszintézis eljárásában.
DSC-elemzéssel egy háromlépéses reakciómodellt dolgoztak ki. A reakciómodellben figyelembe veszik a diffúziószabályozást azáltal, hogy a reakciósebesség kiszámításához a Rabinowitsch-egyenletet is beépítik. A Di Benedetto összefüggés az üvegesedési átmeneti hőmérsékletet a konverzió függvényében mutatja be. A Kinetics Neo lehetővé tette a különböző keményítési ciklusok előrejelzését meghatározott peremfeltételekkel (itt: maximális konverziós sebesség és maximális fűtési sebesség). A kikeményített mintákat DMA és szakítóvizsgálattal vizsgálták, ami megerősítette a teljes térhálósodást és a pontos anyagtulajdonságokat.
Ezzel a megközelítéssel a termikus keményítési ciklus 73%-kal csökkent; 12 óráról és 30 percről mindössze 3 órára és 22 percre.
Források
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Kapcsolódások
a Polymer Engineering Center, Gépészmérnöki Tanszék, University of Wisconsin-Madison, Madison, WI, 53706, USA.
b Chemnitzi Műszaki Egyetem, Chemnitz, Németország

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.


