26.09.2022 by Dr. Natalie Rudolph
Cómo acelerar un 73% el proceso de síntesis digital de luz con el análisis térmico
Imagine que es panadero y recibe un pedido de 100 tartas para entregar en un día concreto. Tardas 10 minutos en preparar la masa de un pastel. La masa debe hornearse durante 90 minutos para que adquiera la consistencia perfecta. Sólo tiene un horno y no puede permitirse comprar más. Su capacidad de producción está muy limitada debido al largo tiempo de horneado. Acelerar el proceso de horneado mejoraría notablemente los resultados, pero no quiere empañar la alta calidad de su producto.
Los fabricantes de objetos complejos basados en polímeros con tecnología de síntesis digital de luz (DLS) se enfrentan a problemas muy similares. Anteriormente utilizada para la creación rápida de prototipos, la fabricación aditiva (AM) ha experimentado un crecimiento significativo en los últimos 10 años. Entre las razones se encuentran la mejora de los procesos de fabricación y los materiales, así como la alta calidad de las piezas finales. Una técnica de AM muy popular es la DLS, que pertenece al grupo de procesos de fotopolimerización en cuba.
Obtenga más información sobre la fabricación aditiva (AM) viendo nuestra serie en YouTube: #ambynetzsch - YouTube
¿Qué es la síntesis digital de luz (DLS)?
"El proceso Digital Light Synthesis™ es una tecnología de vanguardia que utiliza la proyección digital de luz, óptica permeable al oxígeno y resinas líquidas programables para producir piezas con propiedades mecánicas, resolución y acabado superficial excepcionales. El proceso Digital Light Synthesis está impulsado por Continuous Liquid Interface Production™, o CLIP™, y resinas líquidas programables.
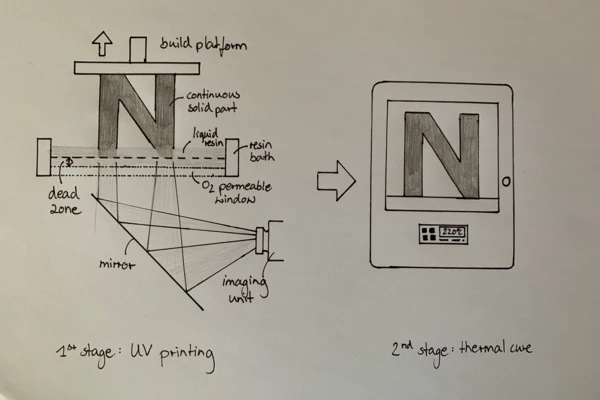
CLIP es un proceso fotoquímico que cura la resina plástica líquida en piezas sólidas utilizando luz ultravioleta. Funciona proyectando luz a través de una ventana permeable al oxígeno en un depósito de resina de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado UV. A medida que se proyecta una secuencia de imágenes UV, la pieza se solidifica y la plataforma de construcción se eleva" [2].
Hay materiales que se curan en un solo paso. Sin embargo, para aplicaciones más avanzadas, los materiales necesarios "se consiguen mediante una tecnología propia de reacción de la resina en dos etapas" [1]. La fotopolimerización que tiene lugar en la impresora es el primer paso del Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado. Tras retirar las piezas de la impresora, se curan térmicamente mediante una fuente de calor externa. En este segundo paso del proceso de producción con DLS es donde surge su mayor limitación, ya que el tiempo de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado puede durar varias horas en función del sistema de resina.
En su artículo "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis", Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera y Tim A. Osswaldainvestigan la optimización del ciclo de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado térmico "reduciendo el tiempo de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado térmico y evitando al mismo tiempo una influencia negativa en las propiedades mecánicas finales" [1] de la resina de base epoxi EPX 82.
Tres pasos para un proceso DLS optimizado
- Calorimetría diferencial de barrido (DSC) para caracterizar el comportamiento de curado de la resina termoendurecible EPX 82 (resina epoxi de curado dual)
- Modelización del comportamiento de curado químico con análisis cinético
- Análisis mecánico dinámico (DMA) y ensayos de tracción para validar las mejoras sugeridas en el ciclo de curado
Determinar el comportamiento de curado de las resinas termoestables
"La calorimetría diferencial de barrido es una de las técnicas más comunes para caracterizar las resinas termoestables midiendo el flujo de calor resultante del cambio en la energía interna como resultado del curado ExotérmicoUna transición de muestra o una reacción es exotérmica si se genera calor.exotérmico" [1]. Del mismo modo, la temperatura de transición vítrea puede obtenerse en función del grado de curado. En este contexto, cuanto mayor sea el grado de curado, mayor será la temperatura de transición vítrea.
Se pueden utilizar dos métodos de medición diferentes para determinar el comportamiento de curado de los termoestables:
- " Las mediciones isotérmicas a diferentes temperaturas, que conducen a un desplazamiento temporal de la reacción de curado. El principal reto de la medición IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmica es captar la reacción inicial que puede producirse durante el precalentamiento antes de que se alcance la temperatura de medición objetivo" [1].
- Pruebas de rampa dinámica con diferentes velocidades de calentamiento lineal. El método permite analizar más fácilmente las curvas de flujo de calor y calcular la entalpía de reacción.
La caracterización del comportamiento de curado del material se llevó a cabo con el NETZSCH DSC 214 Polyma. Las muestras impresas (diámetro: 2,5 mm, altura: 2 mm, masa: 10 mg +/- 1 mg) se protegieron de cualquier influencia ambiental (temperatura ambiente y luz UV) para evitar el curado en la segunda etapa. "Las muestras de la fase 1 se calentaron de 0°C a 330°C a velocidades de 0,5, 1, 2, 3, 4 y 5 K/min. Se utilizó una línea de base lineal para calcular el calor total de reacción. Las temperaturas de transición vítrea se midieron a diferentes grados de conversión utilizando una rampa de temperatura de 0°C a 200°C a una velocidad de calentamiento de 10 K/min" [1].

Los resultados muestran múltiples picos en la señal DSC, lo que indica que el material experimenta una reacción compleja de múltiples pasos. Al aumentar la velocidad de calentamiento,
- El pico de temperatura de reacción se desplaza a temperaturas más altas,
- La entalpía de curado aumenta y
- Un segundo pico de reacción se hace más visible cerca de 150°C.
Además, la temperatura de transición vítrea aumenta con un mayor grado de conversión de la fase térmica. La relación entre ambas puede describirse con la relación de Di Benedetto (Ecuación 1). Ésta se utiliza más adelante en el modelo de reacción para representar la temperatura de transición vítrea en función de la conversión y para considerar el control de la difusión.

Análisis cinético sin modelo y sus limitaciones
Los resultados de las mediciones DSC se utilizan posteriormente para el modelado del comportamiento de curado químico con análisis cinético.
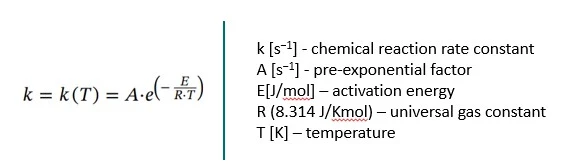
Todos los análisis cinéticos se basan en la ecuación de Arrhenius (Ecuación 2) que describe la dependencia de la temperatura de la velocidad de reacción.
La tasa de conversión por tiempo para reacciones isotérmicas, dα / dt, o por temperatura para tasas de calentamiento dinámicas, dα / dT, puede describirse entonces mediante la siguiente ecuación:

Para calcular la energía de activación (E), el método de Friedman es un enfoque habitual. E se calcula en función del grado de conversión (α). Así, la reacción se describe convirtiendo la Ecuación 3 en forma logarítmica y sustituyendo k(T) a partir de la Ecuación 2.:

El enfoque sin modelos es muy adecuado como primera impresión de la reacción química, ya que no es necesario desarrollar un nuevo modelo de reacción ni modificar los modelos existentes. Sin embargo, no se tienen en cuenta los pasos múltiples, las reacciones simultáneas ni la influencia de la difusión. Esto es importante porque "si la temperatura de transición vítrea del polímero aumenta más rápidamente que la temperatura de la muestra, la reacción ya no está controlada por la cinética de la reacción química, sino por procesos de difusión" [1]. Por lo tanto, el control de la difusión es vital para evitar imprecisiones en los modelos, que conducirían a la vitrificación, lo que ralentizaría la velocidad de reacción prevista y, en última instancia, daría lugar a una pieza insuficientemente reticulada.
Modelización simplificada de reacciones cinéticas con Kinetics Neo
Debido a las limitaciones del enfoque sin modelos, se utilizó el software NETZSCH Kinetics Neo, ya que "ofrece la posibilidad de combinar diferentes reacciones químicas y comprobar la precisión del modelo correspondiente. [...] También ofrece la posibilidad de considerar procesos controlados por difusión [1].

Para temperaturas superiores a la temperatura de transición vítrea Tg (T >= Tg), la forma de kdiff se modifica a partir de la relación Williams-Landel-Ferry:

Análisis cinético aplicado al proceso de fabricación aditiva
El análisis de Friedman sin modelo es el punto de partida para el análisis cinético del comportamiento de curado químico de una resina. Este análisis inicial muestra que "la energía de activación (E) varía mucho con la conversión fraccional" [1].
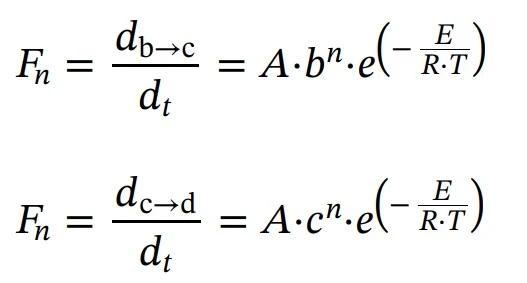
Basándose en este resultado, se incluyeron diferentes combinaciones de entre dos y cuatro pasos de reacción autocatalíticos y de enésimo orden para generar predicciones de modelos de reacción múltiples. Posteriormente, el software calcula los parámetros óptimos del modelo para ajustarse a los datos experimentales. Un modelo lineal de tres pasos arrojó el factor de correlación más alto de 0,9959.
Primer paso: reacción de enésimo orden con subproducto de autocatálisis (Cn)

Tres reacciones siguientes: reacciones de enésimo orden
Los parámetros Log(Kdiff), C1 y C2 son responsables del control de la difusión activa.
El tercer paso de la reacción requiere claramente la mayor energía de activación (166,81 kJ mol-1). Esto concuerda con la predicción del análisis de Friedman. Al mismo tiempo, el primer paso de la reacción es el que más contribuye a la reacción química total.
La curva de predicción y el ajuste coinciden muy bien con una correlación de 0,9959. Sin embargo, se produce una ligera desviación, aunque sólo en la parte inicial de la reacción. Una posible explicación sería que es difícil medir reacciones lentas con DSC, ya que se produce una pérdida de señal. La predicción se vuelve más precisa hacia el final del paso inicial.
Utilización del modelo de reacción química para las simulaciones
A continuación, se utilizó el modelo de reacción química recién establecido, descrito anteriormente, para optimizar el ciclo de curado térmico de la resina impresa en 3D. El ciclo de curado térmico recomendado fue descrito por el fabricante como un ciclo de curado de nueve pasos hasta una temperatura de 220°C, que requería 12 horas y 30 minutos para completarse. Tras tener también en cuenta las limitaciones físicas del horno de curado (MHR = 5 K/min, temperatura máxima = 220°C), el modelo desarrollado permitió identificar dos ciclos significativamente más cortos, con MCR 0,6 / MHR 5,0 y MCR 1,2 / MHR 1,0.
Comprobación de la reticulación suficiente del material mediante DMA y ensayos de tracción
Para garantizar que los ciclos de curado térmico, tal y como sugiere el análisis cinético, dan como resultado una reticulación completa y unas propiedades precisas del material, se realizan análisis mecánicos dinámicos (AMD) y ensayos de tracción en las piezas finales producidas tras los diferentes ciclos de curado de las variaciones del modelado cinético. En este contexto, el Módulo elásticoEl módulo complejo (componente elástico), módulo de almacenamiento o G', es la parte "real" del módulo complejo global de la muestra. Este componente elástico indica la respuesta sólida, o en fase, de la muestra que se está midiendo. módulo elástico es una propiedad importante del material. Aumenta en un factor de hasta 20 durante el proceso de curado térmico debido a la reticulación del material. "Las piezas que están suficientemente reticuladas mostrarán un Módulo elásticoEl módulo complejo (componente elástico), módulo de almacenamiento o G', es la parte "real" del módulo complejo global de la muestra. Este componente elástico indica la respuesta sólida, o en fase, de la muestra que se está midiendo. módulo elástico relativamente constante a través de una rampa de temperatura posterior, seguida de una fuerte disminución de las propiedades mecánicas, lo que indica la temperatura de transición vítrea." [1]
Para las mediciones de DMA se utilizó un NETZSCH GABO Eplexor® con una célula de carga de 500 N y la fijación de flexión en tres puntos de 20 mm. Los parámetros se resumen en la tabla siguiente.
Tabla 1: Condiciones de medición DMA
| Barrido de temperatura | 40°C a 200°C |
| Velocidad de calentamiento | 2 K/min |
| Tensión estática | 0.2% (del grosor de la muestra) |
| Deformación dinámica sinusoidal | 0.15% (del grosor de la muestra) |
| Frecuencia | 10 Hz |
Los resultados muestran que las propiedades mecánicas se ven influidas por los diferentes ciclos de curado. "Las muestras curadas con el mayor índice de conversión máximo y el mayor índice de calentamiento máximo (MCR 2,4 / MHR 5,0) se caracterizan por la menor Tg a 146 °C. [...] En comparación con el ciclo original (MCR 0,6%/min y MHR 1 K/min), dos ciclos significativamente más cortos, MCR 0,6 / MHR 5,0 y MCR 1,2 / MHR 1,0, dan como resultado la misma Tg a 154 °C. El más rápido de estos ciclos es el MCR 0,6 / MHR 5,0 con un tiempo total de curado de 202 min" [1]
Las muestras del ciclo original y del optimizado se comprobaron además mediante ensayos de tracción. Ambas muestras mostraron una resistencia última a la tracción muy similar.
Conclusión
En su artículo, los autores proporcionan una metodología eficaz para optimizar la cinética de curado térmico de la resina en el proceso de síntesis digital por luz.
Mediante el análisis DSC, se desarrolló un modelo de reacción de tres pasos. Se tiene en cuenta el control de la difusión en el modelo de reacción mediante la inclusión de la ecuación de Rabinowitsch para calcular la velocidad de reacción. La relación Di Benedetto presenta la temperatura de transición vítrea en función de la conversión. La cinética Neo permitió predecir diferentes ciclos de curado con condiciones límite definidas (en este caso: tasa de conversión máxima y tasa de calentamiento máxima). Las muestras curadas se probaron mediante DMA y ensayos de tracción, que confirmaron la reticulación completa y las propiedades precisas del material.
Con este método, el ciclo de curado térmico se redujo en un 73%: de 12 horas y 30 minutos a sólo 3 horas y 22 minutos.
Fuentes
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Afiliaciones
a Polymer Engineering Center, Department of Mechanical Engineering, University of Wisconsin-Madison, Madison, WI, 53706, USA.
b Universidad Técnica de Chemnitz, Chemnitz, Alemania

Libro electrónico GRATUITO
Análisis térmico y reología en la fabricación aditiva de polímeros
Descubra los secretos que se esconden tras las revolucionarias capacidades de la AM Nuestro recién publicado libro electrónico se adentra en el corazón de la AM, desvelando el poder de las técnicas fiables de caracterización de materiales, concretamente el análisis térmico y la reología.



