26.09.2022 by Dr. Natalie Rudolph
Cum să vă accelerați procesul de sinteză digitală a luminii cu 73% cu ajutorul analizei termice
Imaginați-vă că sunteți brutar și primiți o cerere pentru 100 de prăjituri care trebuie livrate într-o anumită zi. Vă ia 10 minute să pregătiți aluatul pentru o prăjitură. Aluatul trebuie copt timp de 90 de minute pentru a ajunge la consistența sa perfect umedă. Aveți un singur cuptor, deoarece nu vă permiteți să cumpărați altele. Capacitatea dvs. de producție este semnificativ limitată din cauza timpului lung de coacere. Accelerarea procesului de coacere ar crește semnificativ rezultatul, dar nu doriți să compromiteți calitatea ridicată a produsului dvs.
Producătorii de obiecte complexe pe bază de polimeri cu ajutorul tehnologiei DLS (Digital Light Synthesis) se confruntă cu probleme foarte asemănătoare. Folosită în trecut pentru prototiparea rapidă, fabricarea aditivă (AM) a cunoscut o creștere semnificativă în ultimii 10 ani. Motivele includ îmbunătățirea proceselor de fabricație și a materialelor, precum și calitatea ridicată a pieselor finale. O tehnică AM populară este DLS, care se încadrează în grupul de procese de fotopolimerizare în cuvă.
Aflați mai multe despre fabricarea aditivă (AM) vizionând seria noastră pe YouTube: #ambynetzsch - YouTube
Ce este sinteza digitală a luminii (DLS)?
"Procesul Digital Light Synthesis™ este o tehnologie revoluționară care utilizează proiecția digitală a luminii, optica permeabilă la oxigen și rășini lichide programabile pentru a produce piese cu proprietăți mecanice, rezoluție și finisare de suprafață excepționale. Procesul Digital Light Synthesis este condus de Continuous Liquid Interface Production™, sau CLIP™, și de rășini lichide programabile.
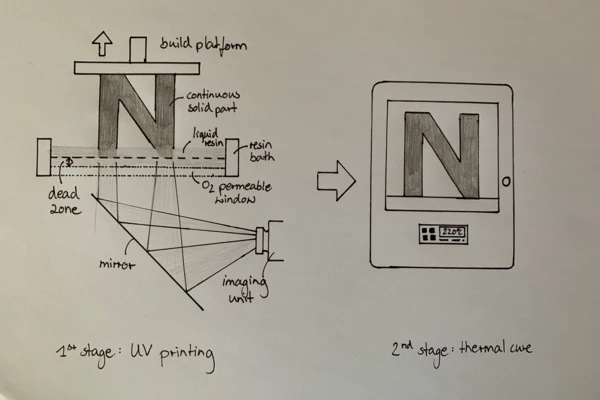
CLIP este un proces fotochimic care întărește rășina plastică lichidă în piese solide folosind lumina ultravioletă. Funcționează prin proiectarea luminii printr-o fereastră permeabilă la oxigen într-un rezervor de rășină cu întărire UV. Pe măsură ce este proiectată o secvență de imagini UV, piesa se solidifică și platforma de construcție se ridică" [2].
Există materiale care se întăresc într-o singură etapă. Cu toate acestea, pentru aplicații mai avansate, materialele necesare "sunt activate de tehnologia proprie de reacție a rășinilor în două etape" [1]. Fotopolimerizarea care are loc în imprimantă este prima etapă de întărire. După scoaterea pieselor din imprimantă, acestea sunt întărite termic de o sursă de căldură externă. Această a doua etapă din procesul de producție cu DLS este cea în care apare limitarea sa majoră, deoarece timpul de întărire poate dura câteva ore, în funcție de sistemul de rășină.
În lucrarea lor "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis", Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera și Tim A. Osswaldainvestighează optimizarea ciclului de întărire termică "prin reducerea timpului de întărire termică, evitând în același timp o influență negativă asupra proprietăților mecanice finale" [1] ale rășinii pe bază de epoxid EPX 82.
Trei etape pentru un proces DLS optimizat
- Calorimetrie diferențială de scanare (DSC) pentru a caracteriza comportamentul de întărire al rășinii termorezistente EPX 82 (rășină epoxidică cu dublă întărire)
- Modelarea comportamentului chimic de întărire cu ajutorul analizei cinetice
- Analiza mecanică dinamică (DMA) și testarea la tracțiune pentru a valida îmbunătățirile sugerate în ciclul de întărire
Determinarea comportamentului de întărire a rășinilor termorezistente
"Calorimetria diferențială de scanare este una dintre cele mai comune tehnici de caracterizare a rășinilor termorezistente prin măsurarea fluxului de căldură rezultat din schimbarea energiei interne ca urmare a polimerizării exotermice" [1]. În mod similar, temperatura de tranziție vitroasă poate fi derivată în funcție de gradul de întărire. În acest context, cu cât gradul de întărire este mai mare, cu atât temperatura de tranziție vitroasă este mai mare.
Două metode de măsurare diferite pot fi utilizate pentru a determina comportamentul de întărire al termorezistenților:
- "Măsurătorile izoterme la temperaturi diferite, care conduc la o deplasare în timp a reacției de întărire. Principala provocare a măsurării izoterme este de a surprinde reacția inițială care poate avea loc în timpul preîncălzirii înainte de atingerea temperaturii țintă de măsurare" [1].
- Teste dinamice în rampă cu diferite rate de încălzire liniară. Metoda permite o analiză mai ușoară a curbelor fluxului de căldură și a calculelor entalpiei de reacție.
Caracterizarea comportamentului de întărire a materialului a fost efectuată cu NETZSCH DSC 214 Polyma. Probele imprimate (diametru: 2,5 mm, înălțime: 2 mm, masă: 10 mg +/- 1 mg) au fost ferite de orice influențe de mediu (temperatura camerei și lumina UV) pentru a evita întărirea în a doua etapă. "Probele din etapa 1 au fost trecute de la 0°C la 330°C la viteze de încălzire de 0,5, 1, 2, 3, 4 și 5 K/min. O linie de bază liniară a fost utilizată pentru a calcula căldura totală de reacție. Temperaturile de tranziție vitroasă au fost măsurate la diferite grade de conversie folosind o rampă de temperatură de la 0°C la 200°C la o rată de încălzire de 10 K/min" [1].

Rezultatele arată mai multe vârfuri în semnalul DSC, ceea ce indică faptul că materialul este supus unei reacții complexe, în mai multe etape. Odată cu creșterea vitezei de încălzire,
- temperatura de vârf a reacției se deplasează la temperaturi mai ridicate,
- entalpia de întărire crește și
- un al doilea vârf de reacție devine mai vizibil în apropiere de 150°C.
În plus, temperatura de tranziție vitroasă crește odată cu creșterea gradului de conversie termică. Relația dintre cele două poate fi descrisă cu ajutorul relației Di Benedetto (ecuația 1). Aceasta este utilizată ulterior în modelul de reacție pentru a reprezenta temperatura de tranziție vitroasă în funcție de conversie și pentru a lua în considerare controlul difuziei.

Analiza cinetică fără model și limitările acesteia
Rezultatele măsurătorilor DSC sunt utilizate ulterior pentru modelarea comportamentului de întărire chimică cu ajutorul analizei cinetice.
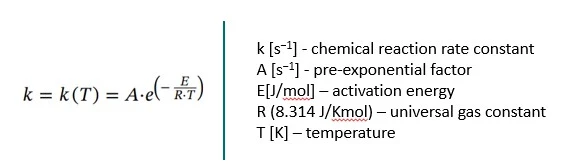
Toate analizele cinetice se bazează pe ecuația Arrhenius (ecuația 2) care descrie dependența de temperatură a vitezei de reacție.
Rata de conversie în funcție de timp pentru reacțiile izoterme, dα / dt, sau în funcție de temperatură pentru ratele de încălzire dinamică, dα / dT, poate fi descrisă prin următoarea ecuație:

Pentru a calcula energia de activare (E), metoda Friedman este o abordare comună. E se calculează ca funcție de gradul de conversie (α). Astfel, reacția este descrisă prin conversia ecuației 3 în formă logaritmică și înlocuirea k(T) din ecuația 2.:

Abordarea fără model este foarte potrivită ca o primă impresie a reacției chimice, deoarece nu este necesară dezvoltarea unui nou model de reacție sau modificarea modelelor existente. Cu toate acestea, nu sunt luate în considerare etapele multiple, reacțiile simultane și influența difuziunii. Acest lucru este important deoarece "dacă temperatura de tranziție vitroasă a polimerului crește mai repede decât temperatura probei, reacția nu mai este controlată de cinetica reacției chimice, ci de procesele de difuzie" [1]. Prin urmare, controlul difuziei este vital pentru a evita inexactitatea modelelor, care ar duce la vitrificare, încetinind viteza de reacție așteptată și, în cele din urmă, ducând la o piesă insuficient reticulată.
Modelarea simplificată a reacțiilor cinetice cu Kinetics Neo
Având în vedere limitările abordării fără model, a fost utilizat software-ul NETZSCH Kinetics Neo, deoarece acesta "oferă posibilitatea de a combina diferite reacții chimice și de a testa acuratețea modelului corespunzător. [...] De asemenea, oferă posibilitatea de a lua în considerare procesele controlate prin difuzie [1].

Pentru temperaturi mai mari decât temperatura de tranziție vitroasă Tg (T >= Tg), forma lui kdiff este modificată de relația Williams-Landel-Ferry:

Analiza cinetică aplicată în procesul de fabricație aditivă
Analiza Friedman fără model este punctul de plecare pentru analiza cinetică a comportamentului de întărire chimică a unei rășini. Această analiză inițială arată că "energia de activare (E) variază foarte mult cu conversia fracționată" [1].
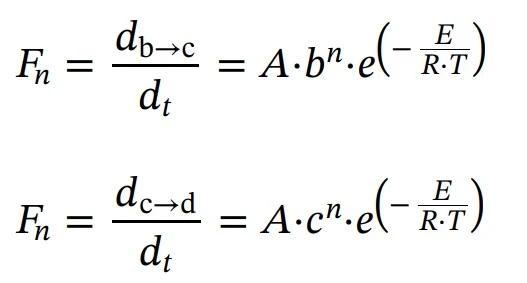
Pe baza acestui rezultat, au fost incluse diferite combinații între două și patru etape de reacție autocatalitică și de ordinul al n-lea pentru a genera predicții ale modelului de reacție multiplă. Ulterior, software-ul calculează parametrii optimi ai modelului pentru a se potrivi cu datele experimentale. Un model liniar în trei etape a produs cel mai mare factor de corelație de 0,9959.
Prima etapă: reacție de ordinul al n-lea cu subprodus de autocataliză (Cn)

Trei reacții ulterioare: reacții de ordinul al n-lea
Log(Kdiff), parametriiC1 șiC2 sunt responsabili pentru controlul difuziei active.
A treia etapă a reacției necesită în mod clar cea mai mare energie de activare (166,81 kJ mol-1). Acest lucru este în conformitate cu predicția analizei Friedman. În același timp, primul pas de reacție este cel care contribuie cel mai mult la reacția chimică totală.
Curba de predicție și ajustarea se potrivesc foarte bine, cu o corelație de 0,9959. Cu toate acestea, apare o ușoară abatere, deși numai în porțiunea inițială a reacției. O posibilă explicație ar fi aceea că este dificil să se măsoare reacțiile lente cu DSC, deoarece există o pierdere de semnal. Predicția devine mai precisă spre sfârșitul etapei inițiale.
Utilizarea modelului de reacție chimică pentru simulări
În continuare, modelul de reacție chimică nou stabilit, descris mai sus, a fost utilizat pentru a optimiza ciclul de întărire termică a rășinii imprimate 3D. Ciclul de întărire termică recomandat a fost descris de producător ca fiind un ciclu de întărire în nouă etape până la o temperatură de 220°C, care a necesitat 12 ore și 30 de minute pentru a fi finalizat. După luarea în considerare și a limitărilor fizice ale cuptorului de întărire (MHR = 5 K/min, temperatura maximă = 220°C), modelul dezvoltat a permis identificarea a două cicluri semnificativ mai scurte, cu MCR 0,6 / MHR 5,0 și MCR 1,2 / MHR 1,0.
Verificarea unei reticulații suficiente a materialului prin DMA și încercări la tracțiune
Pentru a se asigura că ciclurile de întărire termică, sugerate de analiza cinetică, duc la o reticulare completă și la proprietăți precise ale materialului, analiza mecanică dinamică (DMA) și încercarea la tracțiune sunt efectuate pe piesele finale produse în urma diferitelor cicluri de întărire ale variațiilor modelării cinetice. În acest context, modulul de elasticitate este o proprietate importantă a materialului. Acesta crește cu un factor de până la 20 în timpul procesului de întărire termică datorită reticularității materialului. "Piesele care sunt suficient de reticulate vor prezenta un modul elastic relativ constant prin intermediul unei rampe ulterioare de temperatură, urmată de o scădere bruscă a proprietăților mecanice, indicând temperatura de tranziție vitroasă." [1]
Pentru măsurătorile DMA a fost utilizat un NETZSCH GABO Eplexor® cu o celulă de sarcină de 500 N și dispozitivul de îndoire în trei puncte de 20 mm. Parametrii sunt rezumați în tabelul următor.
Tabelul 1: Condiții de măsurare DMA
| Scanare de temperatură | 40°C până la 200°C |
| Rata de încălzire | 2 K/min |
| Întindere statică | 0.2% (din grosimea probei) |
| Deformare dinamică sinusoidală | 0.15% (din grosimea probei) |
| Frecvența | 10 Hz |
Rezultatele arată că proprietățile mecanice sunt influențate de diferitele cicluri de întărire. "Probele polimerizate cu cea mai mare rată maximă de conversie și cea mai mare rată maximă de încălzire (MCR 2,4 / MHR 5,0) sunt caracterizate de cea mai mică Tg la 146 °C. [...] În comparație cu ciclul original (MCR 0,6 %/min și MHR 1 K/min), două cicluri semnificativ mai scurte, MCR 0,6 / MHR 5,0 și MCR 1,2 / MHR 1,0, conduc la aceeași Tg la 154 °C. Cel mai rapid dintre aceste cicluri este MCR 0,6 / MHR 5,0, cu un timp total de întărire de 202 min." [1]
Probele din ciclul original și cel optimizat au fost verificate suplimentar prin teste de tracțiune. Ambele probe au prezentat o rezistență finală la tracțiune foarte similară.
Concluzie
În lucrarea lor, autorii oferă o metodologie eficientă pentru optimizarea cineticii de întărire termică a rășinii în procesul Digital Light Synthesis.
Prin intermediul analizei DSC, a fost dezvoltat un model de reacție în trei etape. Acesta ia în considerare controlul difuziei în modelul de reacție prin includerea ecuației Corecția RabinowitschCorecția Rabinowitsch (sau Weissenberg-Rabinowitsch) se aplică pentru a obține valori mai exacte ale vitezei de forfecare din materiale non-newtoniene măsurate folosind o tehnică de curgere capilară. Rabinowitsch pentru a calcula rata de reacție. Relația Di Benedetto prezintă temperatura de tranziție vitroasă ca funcție de conversie. Cinetica Neo a permis prezicerea diferitelor cicluri de întărire cu condiții limită definite (aici: rata maximă de conversie și rata maximă de încălzire). Probele polimerizate au fost testate prin DMA și prin tracțiune, ceea ce a confirmat reticulația completă și proprietățile precise ale materialului.
Prin această abordare, ciclul de întărire termică a fost redus cu 73%; de la 12 ore și 30 de minute la doar 3 ore și 22 de minute.
Surse
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Afilieri
a Polymer Engineering Center, Department of Mechanical Engineering, University of Wisconsin-Madison, Madison, WI, 53706, SUA.
b Universitatea Tehnică din Chemnitz, Chemnitz, Germania

Carte electronică GRATUITĂ
Analiza termică și reologia în fabricarea aditivă a polimerilor
Descoperiți secretele din spatele capacităților de schimbare a jocului ale AM! Cartea noastră electronică recent lansată pătrunde adânc în inima AM, dezvăluind puterea tehnicilor fiabile de caracterizare a materialelor, în special analiza termică și reologia.


