26.09.2022 by Dr. Natalie Rudolph
Kuinka nopeuttaa digitaalista valosynteesiprosessia 73 % lämpöanalyysin avulla?
Kuvittele, että olet leipuri ja saat tilauksen, jossa pyydetään 100 kakkua toimitettavaksi tiettynä päivänä. Yhden kakun taikinan valmistamiseen menee 10 minuuttia. Taikinaa on paistettava 90 minuuttia, jotta se olisi täydellisen kosteaa. Sinulla on vain yksi uuni, koska sinulla ei ole varaa ostaa lisää. Tuotantokapasiteettisi on merkittävästi rajoitettu pitkän paistoaikasi vuoksi. Paistoprosessin nopeuttaminen parantaisi tulostasi merkittävästi, mutta et halua pilata tuotteesi korkeaa laatua.
Monimutkaisten polymeeripohjaisten kappaleiden valmistajilla, jotka käyttävät DLS-tekniikkaa (Digital Light Synthesis), on hyvin samankaltaisia ongelmia. Aiemmin nopeaan prototyyppien valmistukseen käytetty additiivinen valmistus (AM) on kasvanut merkittävästi viimeisten 10 vuoden aikana. Syitä ovat muun muassa valmistusprosessien ja materiaalien parantaminen sekä loppuosien korkea laatu. Suosittu AM-tekniikka on DLS, joka kuuluu Vat-valopolymerointiprosessien ryhmään.
Lue lisää additiivisesta valmistuksesta (AM) katsomalla sarjamme YouTubessa: #ambynetzsch - YouTube
Mikä on digitaalinen valosynteesi (DLS)?
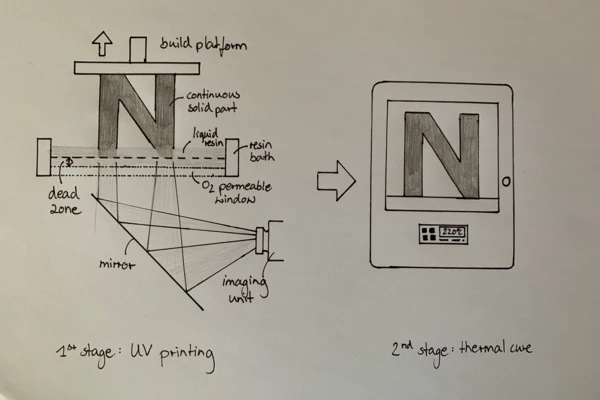
"Digital Light Synthesis™ -prosessi on läpimurtoteknologia, jossa käytetään digitaalista valoprojisointia, hapen läpäisevää optiikkaa ja ohjelmoitavia nestemäisiä hartseja tuottamaan osia, joilla on poikkeukselliset mekaaniset ominaisuudet, resoluutio ja pintakäsittely. Digital Light Synthesis -prosessia ohjaa Continuous Liquid Interface Production™ eli CLIP™ ja ohjelmoitavat nestemäiset hartsit.
CLIP on valokemiallinen prosessi, jossa nestemäinen muovihartsi kovetetaan kiinteiksi osiksi ultraviolettivalon avulla. Se toimii heijastamalla valoa hapen läpäisevän ikkunan läpi UV-kovetteisen hartsin säiliöön. Kun UV-kuvien sarja heijastetaan, osa jähmettyy ja rakennusalusta nousee" [2].
On olemassa materiaaleja, jotka kovettuvat yhdessä vaiheessa. Kehittyneemmissä sovelluksissa tarvittavat materiaalit "mahdollistetaan kuitenkin patentoidulla kaksivaiheisella hartsireaktiotekniikalla" [1]. Tulostimessa tapahtuva fotopolymerisaatio on ensimmäinen kovettumisvaihe. Kun osat on poistettu tulostimesta, ne kovetetaan lämpökovettamalla ulkoisen lämmönlähteen avulla. DLS:n tuotantoprosessin tässä toisessa vaiheessa ilmenee sen suurin rajoitus, sillä kovettumisaika voi kestää useita tunteja hartsijärjestelmästä riippuen.
Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera ja Tim A. Osswaldatutkivat artikkelissaan "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis" (Epoksihartsin lämpökovettumiskinetiikan optimointi digitaalisessa valosynteesissä) [1] epoksipohjaisen hartsin EPX 82:n lämpökovettumisjaksoa "lyhentämällä lämpökovettumisaikaa ja välttämällä samalla negatiivista vaikutusta lopullisiin mekaanisiin ominaisuuksiin".
Kolme vaihetta optimoituun DLS-prosessiin
- Differentiaalinen pyyhkäisykalorimetria (DSC) lämpökovettuvan hartsin EPX 82 (kaksoiskovettuva epoksihartsi) kovettumiskäyttäytymisen karakterisoimiseksi
- Kemiallisen kovettumiskäyttäytymisen mallintaminen kineettisen analyysin avulla.
- Dynaaminen mekaaninen analyysi (DMA) ja vetotestaus kovettumissykliin ehdotettujen parannusten validoimiseksi
Lämpökovettuvien hartsien kovettumiskäyttäytymisen määrittäminen
"Differentiaalinen pyyhkäisykalorimetria on yksi yleisimmistä tekniikoista lämpökovettuvien hartsien karakterisoimiseksi mittaamalla lämpövirtausta, joka johtuu sisäisen energian muutoksesta eksotermisen kovettumisen seurauksena" [1]. Vastaavasti lasittumislämpötila voidaan johtaa kovettumisasteen funktiona. Tässä yhteydessä mitä korkeampi kovettumisaste on, sitä korkeampi on lasittumislämpötila.
Kestomuovien kovettumiskäyttäytymisen määrittämiseen voidaan käyttää kahta eri mittausmenetelmää:
- "Isotermiset mittaukset eri lämpötiloissa, mikä johtaa kovettumisreaktion ajalliseen siirtymiseen. Isotermisen mittauksen päähaasteena on vangita alkureaktio, joka voi tapahtua esilämmityksen aikana ennen mittauksen tavoitelämpötilan saavuttamista" [1].
- Dynaamiset ramppitestit erilaisilla lineaarisilla lämmitysnopeuksilla. Menetelmän avulla voidaan helpommin analysoida lämpövirtakäyriä ja laskea reaktioentalpia.
Materiaalin kovettumiskäyttäytymisen karakterisointi suoritettiin NETZSCH DSC 214 Polyma-laitteella. Painetut näytteet (halkaisija: 2,5 mm, korkeus: 2 mm, massa: 10 mg +/- 1 mg) suojattiin kaikilta ympäristövaikutuksilta (huoneenlämpötila ja UV-valo) toisen vaiheen kovettumisen välttämiseksi. "Vaiheen 1 näytteitä nostettiin 0 °C:sta 330 °C:seen lämmitysnopeuksilla 0,5, 1, 1, 2, 3, 4 ja 5 K/min. Lineaarista perusviivaa käytettiin kokonaisreaktiolämmön laskemiseen. Lasisiirtymälämpötilat mitattiin eri konversioasteilla käyttäen lämpötilaramppia 0 °C:sta 200 °C:seen lämmitysnopeudella 10 K/min" [1].

Tulokset osoittavat, että DSC-signaalissa on useita piikkejä, mikä osoittaa, että materiaali käy läpi monimutkaisen, monivaiheisen reaktion. Kuumennusnopeuden kasvaessa,
- reaktiohuippu siirtyy korkeampiin lämpötiloihin,
- Kovettumisen entalpia kasvaa ja
- Toinen reaktiohuippu tulee näkyviin 150 °C:n lähellä.
Lisäksi lasittumislämpötila nousee, kun lämpövaiheen muuntumisaste kasvaa. Näiden kahden välistä suhdetta voidaan kuvata Di Benedetto -suhteella (yhtälö 1). Tätä käytetään myöhemmin reaktiomallissa kuvaamaan lasittumislämpötilaa konversion funktiona ja ottamaan huomioon diffuusion ohjaus.

Malliton kineettinen analyysi ja sen rajoitukset
DSC-mittausten tuloksia käytetään myöhemmin kemiallisen kovettumisen mallintamiseen kineettisellä analyysillä.
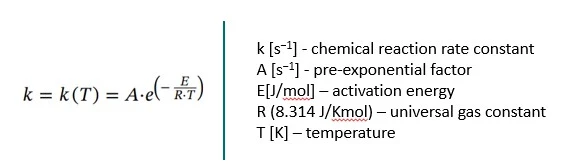
Kaikki kineettinen analyysi perustuu Arrheniuksen yhtälöön (yhtälö 2), joka kuvaa reaktionopeuden lämpötilariippuvuutta.
Isotermisten reaktioiden muuntumisnopeus ajan mukaan dα / dt tai dynaamisen lämmitysnopeuden mukaan dα / dT voidaan kuvata seuraavalla yhtälöllä:

Aktivoitumisenergian (E) laskemiseksi käytetään yleisesti Friedmanin menetelmää. E lasketaan muuntumisen laajuuden (α) funktiona. Näin ollen reaktio kuvataan muuntamalla yhtälö 3 logaritmiseen muotoon ja korvaamalla k(T) yhtälöstä 2. ..:

Mallivapaa lähestymistapa soveltuu hyvin kemiallisen reaktion ensivaikutelmaan, sillä uuden reaktiomallin kehittäminen tai olemassa olevien mallien muuttaminen ei ole tarpeen. Monivaiheisuutta, samanaikaisia reaktioita ja diffuusion vaikutusta ei kuitenkaan oteta huomioon. Tämä on tärkeää, koska "jos polymeerin lasittumislämpötila nousee nopeammin kuin näytteen lämpötila, reaktiota ei enää ohjaa kemiallisen reaktion kinetiikka vaan diffuusioprosessit" [1]. Siksi diffuusion hallinta on elintärkeää, jotta vältetään mallien epätarkkuus, joka johtaisi lasittumiseen, hidastaisi odotettua reaktionopeutta ja johtaisi lopulta riittämättömästi silloitettuun kappaleeseen.
Kineettisten reaktioiden yksinkertaistettu mallintaminen seuraavilla menetelmillä Kinetics Neo
Mallittoman lähestymistavan rajoitusten vuoksi käytettiin NETZSCH Kinetics Neo -ohjelmistoa, koska se "tarjoaa mahdollisuuden yhdistää erilaisia kemiallisia reaktioita ja testata vastaavan mallin tarkkuutta". [...] Se tarjoaa myös mahdollisuuden ottaa huomioon diffuusio-ohjatut prosessit [1].

Lasittumislämpötilan Tg (T >= Tg) ylittävissä lämpötiloissa kdiff-muoto on muunnettu Williams-Landel-Ferry-suhteesta:

Kineettinen analyysi sovellettuna additiiviseen valmistusprosessiin
Mallivapaa Friedman-analyysi on lähtökohta hartsin kemiallisen kovettumiskäyttäytymisen kineettiselle analyysille. Tämä alkuanalyysi osoittaa, että "aktivoitumisenergia (E) vaihtelee suuresti fraktionaalisen konversion mukaan" [1].
Tämän tuloksen perusteella otettiin mukaan erilaisia yhdistelmiä kahdesta neljään autokatalyyttistä ja n:nnen kertaluvun reaktiovaihetta useiden reaktiomallien ennusteiden tuottamiseksi. Tämän jälkeen ohjelmisto laskee optimaaliset malliparametrit, jotka sopivat kokeellisiin tietoihin. Kolmivaiheinen lineaarinen malli tuotti korkeimman korrelaatiokertoimen 0,9959.
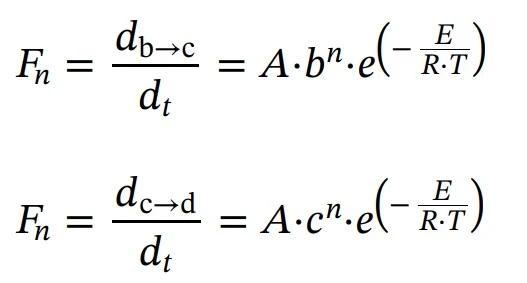
Ensimmäinen vaihe: n:nnen kertaluvun reaktio autokatalyysin sivutuotteen (Cn) kanssa

Kolme seuraavaa reaktiota: n:nnen kertaluvun reaktiot
Log(Kdiff),C1- jaC2-parametrit ovat vastuussa aktiivisesta diffuusionhallinnasta.
Reaktion kolmas vaihe vaatii selvästi suurimman aktivoitumisenergian (166,81 kJ mol-1). Tämä on Friedmanin analyysin ennusteen mukaista. Samanaikaisesti ensimmäinen reaktiovaihe vaikuttaa eniten kemiallisen reaktion kokonaismäärään.
Ennustekäyrä ja sovitus vastaavat hyvin toisiaan korrelaation ollessa 0,9959. Pieniä poikkeamia esiintyy kuitenkin, vaikkakin vain reaktion alkuosassa. Yksi mahdollinen selitys tälle voisi olla se, että hitaita reaktioita on vaikea mitata DSC:llä, koska signaali häviää. Ennuste muuttuu tarkemmaksi alkuvaiheen loppupuolella.
Kemiallisen reaktiomallin käyttäminen simulointeihin
Seuraavaksi edellä kuvatun uuden kemiallisen reaktiomallin avulla optimoitiin 3D-tulostetun hartsin lämpökovettumissykli. Valmistaja kuvasi suositellun lämpökovettumissyklin olevan yhdeksänvaiheinen kovettumissykli 220 °C:n lämpötilaan asti, mikä vaati 12 tuntia ja 30 minuuttia. Kun myös kovetusuunin fyysiset rajoitukset otettiin huomioon (MHR = 5 K/min, maksimilämpötila = 220 °C), kehitetyn mallin avulla voitiin määrittää kaksi huomattavasti lyhyempää sykliä, MCR 0,6 / MHR 5,0 ja MCR 1,2 / MHR 1,0.
Materiaalin riittävän ristisilloittumisen tarkistaminen DMA:lla ja vetokokeella
Sen varmistamiseksi, että kineettisen analyysin ehdottamat lämpökovettumissyklit johtavat täydelliseen ristisilloittumiseen ja tarkkoihin materiaaliominaisuuksiin, tehdään dynaaminen mekaaninen analyysi (DMA) ja vetotestaus lopullisille kappaleille, jotka on valmistettu kineettisen mallinnuksen eri kovettumissyklien jälkeen. Tässä yhteydessä KimmomoduuliKompleksinen moduuli (kimmokomponentti), varastointimoduuli tai G', on näytteiden "todellinen" osa kokonaiskompleksisesta moduulista. Tämä kimmokomponentti ilmaisee mitattavan näytteen kiinteän kaltaisen tai faasivasteen. kimmomoduuli on tärkeä materiaaliominaisuus. Se kasvaa jopa 20-kertaiseksi lämpökovettumisprosessin aikana materiaalin ristisilloittumisen vuoksi. "Osissa, jotka ovat riittävästi ristisilloittuneet, KimmomoduuliKompleksinen moduuli (kimmokomponentti), varastointimoduuli tai G', on näytteiden "todellinen" osa kokonaiskompleksisesta moduulista. Tämä kimmokomponentti ilmaisee mitattavan näytteen kiinteän kaltaisen tai faasivasteen. kimmomoduuli pysyy suhteellisen vakiona myöhemmän lämpötilarampin ajan, minkä jälkeen mekaaniset ominaisuudet laskevat jyrkästi, mikä osoittaa lasittumislämpötilan." [1]
DMA-mittauksissa käytettiin NETZSCH GABO Eplexor® -laitetta , jossa oli 500 N:n kuormituskenno ja 20 mm:n kolmipistetaivutuskiinnike. Parametrit on esitetty tiivistetysti seuraavassa taulukossa.
Taulukko 1: DMA-mittausolosuhteet
| Lämpötilan pyyhkäisy | 40 °C - 200 °C |
| Lämmitysnopeus | 2 K/min |
| Staattinen rasitus | 0.2 % (näytteen paksuudesta) |
| Dynaaminen sinimuotoinen venymä | 0.15 % (näytteen paksuudesta) |
| Taajuus | 10 Hz |
Tulokset osoittavat, että eri kovettumissyklit vaikuttavat mekaanisiin ominaisuuksiin. "Näytteille, jotka kovetettiin suurimmalla maksimikonversiolla ja suurimmalla maksimilämmitysnopeudella (MCR 2,4 / MHR 5,0), on ominaista alhaisin Tg 146 °C:ssa. [...] Alkuperäiseen sykliin (MCR 0,6 %/min ja MHR 1 K/min) verrattuna kaksi huomattavasti lyhyempää sykliä, MCR 0,6 / MHR 5,0 ja MCR 1,2 / MHR 1,0, johtavat samaan Tg-arvoon 154 °C:ssa. Näistä sykleistä nopein on MCR 0,6 / MHR 5,0, jonka kokonaiskovettumisaika on 202 min." [1]
Alkuperäisen ja optimoidun syklin näytteet tarkistettiin lisäksi vetokokeella. Molemmat näytteet osoittivat hyvin samanlaista murtovetolujuutta.
Johtopäätös
Kirjoittajat esittävät artikkelissaan tehokkaan menetelmän hartsin lämpökovettumiskinetiikan optimoimiseksi digitaalisessa valosynteesiprosessissa.
DSC-analyysin avulla kehitettiin kolmivaiheinen reaktiomalli. Siinä otetaan huomioon diffuusion hallinta reaktiomallissa sisällyttämällä Rabinowitschin yhtälö reaktionopeuden laskemiseksi. Di Benedetto -suhde esittää lasittumislämpötilan konversion funktiona. Kinetics Neo mahdollistaa erilaisten kovettumissyklien ennustamisen määritellyillä reunaehdoilla (tässä: suurin konversioaste ja suurin lämmitysnopeus). Kovettuneet näytteet testattiin DMA- ja vetokokeilla, jotka vahvistivat täydellisen ristisilloittumisen ja tarkat materiaaliominaisuudet.
Tämän lähestymistavan avulla lämpökovettumissykliä voitiin lyhentää 73 prosenttia: 12 tunnista ja 30 minuutista vain 3 tuntiin ja 22 minuuttiin.
Lähteet
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Liittymiset
a Polymeeritekniikan keskus, konetekniikan laitos, Wisconsin-Madisonin yliopisto, Madison, WI, 53706, Yhdysvallat.
b Chemnitzin teknillinen yliopisto, Chemnitz, Saksa

ILMAINEN E-kirja
Lämpöanalyysi ja reologia polymeerien lisäainevalmistuksessa
Tutustu salaisuuksiin AM:n peliä muuttavien kykyjen takana! Äskettäin julkaistussa e-kirjassamme pureudutaan syvälle AM:n ytimeen ja paljastetaan luotettavien materiaalin karakterisointitekniikoiden, erityisesti lämpöanalyysin ja reologian, voima.


