26.09.2022 by Dr. Natalie Rudolph
Sådan fremskynder du din digitale lyssynteseproces med 73% med termisk analyse
Forestil dig, at du er bager og får en forespørgsel på 100 kager, der skal leveres på en bestemt dag. Det tager dig 10 minutter at forberede dejen til én kage. Dejen skal bages i 90 minutter for at opnå en perfekt fugtig konsistens. Du har kun én ovn, da du ikke har råd til at købe flere. Din produktionskapacitet er betydeligt begrænset på grund af den lange bagetid. At fremskynde bageprocessen ville øge dit resultat betydeligt, men du ønsker ikke at ødelægge dit produkts høje kvalitet.
Producenter af komplekse polymerbaserede genstande med DLS-teknologi (Digital Light Synthesis) står over for meget lignende problemer. Additiv fremstilling (AM), der tidligere blev brugt til hurtig fremstilling af prototyper, har oplevet en betydelig vækst i de sidste 10 år. Årsagerne er bl.a. forbedringen af fremstillingsprocesser og materialer samt den høje kvalitet af de endelige dele. En populær AM-teknik er DLS, som falder ind under gruppen af Vat Photopolymerization-processer.
Lær mere om Additive Manufacturing (AM) ved at se vores serie på YouTube: #ambynetzsch - YouTube
Hvad er digital lyssyntese (DLS)?
"Digital Light Synthesis™-processen er en banebrydende teknologi, der bruger digital lysprojektion, iltgennemtrængelig optik og programmerbare flydende harpikser til at producere dele med enestående mekaniske egenskaber, opløsning og overfladefinish. Digital Light Synthesis-processen drives af Continuous Liquid Interface Production™, eller CLIP™, og programmerbare flydende harpikser.
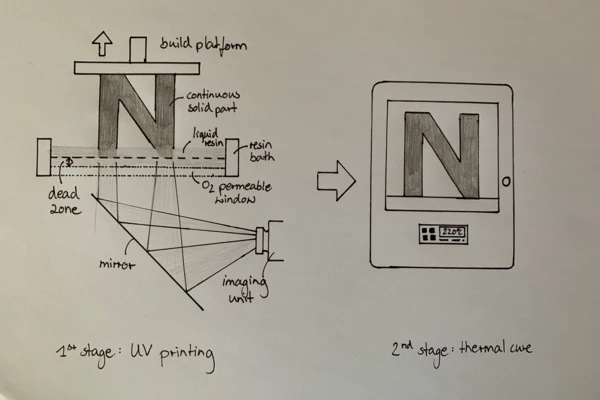
CLIP er en fotokemisk proces, der hærder flydende plastharpiks til faste dele ved hjælp af ultraviolet lys. Den fungerer ved at projicere lys gennem et iltgennemtrængeligt vindue ind i et reservoir med UV-hærdende resin. Når en sekvens af UV-billeder projiceres, størkner delen, og byggeplatformen hæver sig" [2].
Der findes materialer, som hærder i et enkelt trin. Men til mere avancerede anvendelser er de nødvendige materialer "muliggjort af proprietær to-trins harpiksreaktionsteknologi" [1]. Fotopolymeriseringen i printeren er det første hærdningstrin. Når delene er fjernet fra printeren, hærdes de termisk af en ekstern varmekilde. Dette andet trin i produktionsprocessen med DLS er der, hvor den største begrænsning opstår, da hærdningstiden kan vare flere timer afhængigt af harpikssystemet.
I deres artikel "Thermal curing kinetics optimization of epoxy resin in Digital Light Synthesis"undersøger Alex Redmanna, Paul Oehlmanna, Thomas Schefflerb, Lukas Kagermeiera og Tim A. Osswalda optimeringen af den termiske hærdningscyklus "ved at reducere den termiske hærdningstid og samtidig undgå en negativ indflydelse på de endelige mekaniske egenskaber" [1] for den epoxybaserede harpiks EPX 82.
Tre trin til en optimeret DLS-proces
- Differential scanning calorimetry (DSC) for at karakterisere hærdningsadfærden for termohærdende harpiks EPX 82 (dobbelthærdende epoxyharpiks)
- Modellering af den kemiske hærdningsadfærd med kinetisk analyse
- Dynamisk mekanisk analyse (DMA) og trækprøvning for at validere de foreslåede forbedringer i hærdningscyklussen
Bestemmelse af hærdningsadfærden for termohærdende harpikser
"Differential Scanning Calorimetry er en af de mest almindelige teknikker til at karakterisere termohærdende harpikser ved at måle varmestrømmen som følge af ændringen i indre energi som et resultat af den eksoterme Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning" [1]. På samme måde kan glasovergangstemperaturen udledes som en funktion af hærdningsgraden. I denne sammenhæng gælder det, at jo højere hærdningsgraden er, desto højere er glasovergangstemperaturen.
To forskellige målemetoder kan bruges til at bestemme hærdningsadfærden for termohærdere:
- "Isotermiske målinger ved forskellige temperaturer, der fører til en tidsforskydning af hærdningsreaktionen. Den største udfordring ved isotermiske målinger er at indfange den indledende reaktion, der kan opstå under forvarmning, før måltemperaturen er nået" [1].
- Dynamiske rampetests med forskellige lineære opvarmningshastigheder. Metoden giver mulighed for lettere analyse af varmestrømskurverne og beregninger af reaktionsentalpien.
Karakterisering af materialets hærdningsadfærd blev udført med NETZSCH DSC 214 Polyma. De trykte prøver (diameter: 2,5 mm, højde: 2 mm, masse: 10 mg +/- 1 mg) blev afskærmet fra enhver miljøpåvirkning (stuetemperatur og UV-lys) for at undgå Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning i andet trin. "Trin 1-prøverne blev opvarmet fra 0 °C til 330 °C ved opvarmningshastigheder på 0,5, 1, 2, 3, 4 og 5 K/min. En lineær basislinje blev brugt til at beregne den samlede reaktionsvarme. Glasovergangstemperaturerne blev målt ved forskellige grader af omdannelse ved hjælp af en temperaturrampe fra 0 °C til 200 °C ved en opvarmningshastighed på 10 K/min" [1].

Resultaterne viser flere toppe i DSC-signalet, hvilket indikerer, at materialet gennemgår en kompleks reaktion i flere trin. Med stigende opvarmningshastigheder,
- Den højeste reaktionstemperatur skifter til højere temperaturer,
- Hærdningsenthalpien stiger, og
- En anden reaktionstop bliver mere synlig nær 150 °C.
Derudover stiger glasovergangstemperaturen med en højere grad af termisk faseomdannelse. Forholdet mellem de to kan beskrives med Di Benedetto-relationen (Eq. 1). Dette bruges senere i reaktionsmodellen til at repræsentere glasovergangstemperaturen som en funktion af omdannelsen og til at tage højde for diffusionskontrollen.

Modelfri kinetisk analyse og dens begrænsninger
Resultaterne af DSC-målingerne bruges efterfølgende til modellering af den kemiske hærdningsadfærd med kinetisk analyse.
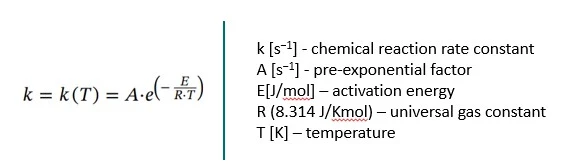
Al kinetisk analyse er baseret på Arrhenius-ligningen (Eq. 2), der beskriver reaktionshastighedens temperaturafhængighed.
Omdannelseshastigheden efter tid for isotermiske reaktioner, dα / dt, eller efter temperatur for dynamiske opvarmningshastigheder, dα / dT, kan så beskrives med følgende ligning:

For at beregne aktiveringsenergien (E) er Friedman-metoden en almindelig tilgang. E beregnes som en funktion af omdannelsesgraden (α). Reaktionen beskrives således ved at konvertere Eq. 3 til logaritmisk form og erstatte k(T) fra Eq. 2:

Den modelfrie tilgang er meget velegnet som et første indtryk af den kemiske reaktion, da det ikke er nødvendigt at udvikle en ny reaktionsmodel eller ændre eksisterende modeller. Der tages dog ikke højde for flere trin, samtidige reaktioner og diffusionspåvirkning. Dette er vigtigt, for "hvis polymerens glasovergangstemperatur stiger hurtigere end prøvens temperatur, styres reaktionen ikke længere af den kemiske reaktions kinetik, men af diffusionsprocesser" [1]. Derfor er diffusionskontrol afgørende for at undgå unøjagtigheder i modellerne, hvilket ville føre til forglasning, sænke den forventede reaktionshastighed og i sidste ende resultere i en utilstrækkeligt tværbundet del.
Forenklet modellering af kinetiske reaktioner med Kinetics Neo
På grund af begrænsningerne i den modelfrie tilgang blev softwaren NETZSCH Kinetics Neo brugt, da den "giver mulighed for at kombinere forskellige kemiske reaktioner og teste nøjagtigheden af den tilsvarende model. [...] Det giver også mulighed for at tage hensyn til diffusionskontrollerede processer [1].

For temperaturer over glasovergangstemperaturen Tg (T >= Tg) er formen af kdiff modificeret fra Williams-Landel-Ferry-relationen:

Kinetisk analyse anvendt i den additive fremstillingsproces
Den modelfrie Friedman-analyse er udgangspunktet for den kinetiske analyse af den kemiske Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning af en harpiks. Denne indledende analyse viser, at "aktiveringsenergien (E) varierer meget med fraktioneret konvertering" [1].
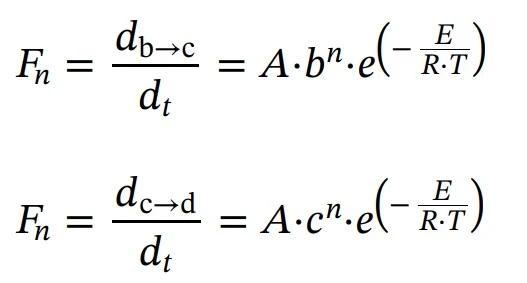
Baseret på dette resultat blev forskellige kombinationer af mellem to og fire autokatalytiske og n 'te ordens reaktionstrin inkluderet for at generere forudsigelser af flere reaktionsmodeller. Efterfølgende beregner softwaren de optimale modelparametre, der passer til de eksperimentelle data. En lineær model med tre trin gav den højeste korrelationsfaktor på 0,9959.
Første trin: reaktion af n 'te orden med biprodukt fra autokatalyse (Cn)

Efterfølgende tre reaktioner: reaktioner af n 'te orden
Parametrene Log(Kdiff),C1 ogC2 er ansvarlige for den aktive diffusionskontrol.
Det tredje trin i reaktionen kræver klart den højeste aktiveringsenergi (166,81 kJ mol-1). Dette er i overensstemmelse med forudsigelsen i Friedman-analysen. Samtidig er det det første reaktionstrin, der bidrager mest til den samlede kemiske reaktion.
Forudsigelseskurven og tilpasningen stemmer meget godt overens med en korrelation på 0,9959. Der forekommer dog en lille afvigelse, omend kun i den første del af reaktionen. En mulig forklaring på dette er, at det er vanskeligt at måle langsomme reaktioner med DSC, da der sker et signaltab. Forudsigelsen bliver mere præcis mod slutningen af det indledende trin.
Brug af den kemiske reaktionsmodel til simuleringer
Dernæst blev den nyetablerede kemiske reaktionsmodel, som beskrevet ovenfor, brugt til at optimere den termiske hærdningscyklus for den 3D-printede resin. Den anbefalede termiske hærdningscyklus blev af producenten beskrevet som en ni-trins hærdningscyklus op til en temperatur på 220 °C, hvilket tog 12 timer og 30 minutter at gennemføre. Efter også at have taget de fysiske begrænsninger i hærdeovnen i betragtning (MHR = 5 K/min, maksimal temperatur = 220 °C), gjorde den udviklede model det muligt at identificere to betydeligt kortere cyklusser med MCR 0,6 / MHR 5,0 og MCR 1,2 / MHR 1,0.
Kontrol af tilstrækkelig tværbinding af materialet med DMA og trækprøvning
For at sikre, at de termiske hærdningscyklusser, som foreslået af den kinetiske analyse, resulterer i fuldstændig tværbinding og præcise materialeegenskaber, udføres der dynamisk mekanisk analyse (DMA) og trækprøvning på de endelige dele, der er produceret efter de forskellige hærdningscyklusser i de kinetiske modelleringsvariationer. I denne sammenhæng er det elastiske modul en vigtig materialeegenskab. Det øges med en faktor på op til 20 under den termiske hærdningsproces på grund af tværbindingen af materialet. "Dele, der er tilstrækkeligt tværbundne, vil vise et relativt konstant elasticitetsmodul gennem en efterfølgende temperaturrampe, efterfulgt af et kraftigt fald i de mekaniske egenskaber, hvilket indikerer glasovergangstemperaturen." [1]
En NETZSCH GABO Eplexor® med en 500 N belastningscelle og 20 mm trepunktsbøjningsarmatur blev brugt til DMA-målingerne. Parametrene er opsummeret i følgende tabel.
Tabel 1: Betingelser for DMA-måling
| Temperatur-sweep | 40°C til 200°C |
| Opvarmningshastighed | 2 K/min |
| Statisk StammeForvrængning beskriver en deformation af et materiale, som belastes mekanisk af en ydre kraft eller spænding. Gummiblandinger har krybeegenskaber, hvis de udsættes for en statisk belastning.belastning | 0.2 % (af prøvens tykkelse) |
| Dynamisk sinusformet StammeForvrængning beskriver en deformation af et materiale, som belastes mekanisk af en ydre kraft eller spænding. Gummiblandinger har krybeegenskaber, hvis de udsættes for en statisk belastning.belastning | 0.15 % (af prøvens tykkelse) |
| Frekvens | 10 Hz |
Resultaterne viser, at de mekaniske egenskaber påvirkes af de forskellige hærdningscyklusser. "De prøver, der er hærdet med den højeste maksimale konverteringshastighed og den højeste maksimale opvarmningshastighed (MCR 2,4 / MHR 5,0), er kendetegnet ved den laveste Tg ved 146 °C. [...] Sammenlignet med den oprindelige cyklus (MCR 0,6 %/min og MHR 1 K/min) resulterer to betydeligt kortere cyklusser, MCR 0,6 / MHR 5,0 og MCR 1,2 / MHR 1,0, i samme Tg ved 154 °C. Den hurtigste af disse cyklusser er MCR 0,6 / MHR 5,0 med en samlet hærdningstid på 202 minutter." [1]
Prøverne af den oprindelige og den optimerede cyklus blev desuden kontrolleret ved trækprøvning. Begge prøver viste en meget ens ultimativ trækstyrke.
Konklusion
I deres artikel giver forfatterne en effektiv metode til at optimere den termiske hærdningskinetik for harpiksen i Digital Light Synthesis-processen.
Ved hjælp af DSC-analyse blev der udviklet en tretrins reaktionsmodel. Den tager højde for diffusionskontrol i reaktionsmodellen ved at inkludere Rabinowitsch-ligningen til beregning af reaktionshastigheden. Di Benedetto-forholdet præsenterer glasovergangstemperaturen som en funktion af omdannelsen. Kinetik Neo gjorde det muligt at forudsige forskellige hærdningscyklusser med definerede grænsebetingelser (her: maksimal omdannelseshastighed og maksimal opvarmningshastighed). De hærdede prøver blev testet ved hjælp af DMA og trækprøvning, som bekræftede fuldstændig tværbinding og præcise materialeegenskaber.
Med denne tilgang blev den termiske hærdningscyklus reduceret med 73 %; fra 12 timer og 30 minutter til kun 3 timer og 22 minutter.
Kilder
[1] https://doi.org/10.1016/j.addma.2019.101018
[2] https://www.carbon3d.com/3d-printer-models-carbon/our-technology/
Tilknytninger
a Polymer Engineering Center, Department of Mechanical Engineering, University of Wisconsin-Madison, Madison, WI, 53706, USA.
b Det tekniske universitet i Chemnitz, Chemnitz, Tyskland

GRATIS e-bog
Termisk analyse og reologi i additiv fremstilling af polymerer
Opdag hemmelighederne bag AM's banebrydende muligheder! Vores nyligt udgivne e-bog dykker dybt ned i hjertet af AM og afslører styrken ved pålidelige materialekarakteriseringsteknikker, især termisk analyse og reologi.


