
28.06.2022 by Prof. Dr. Ing. Sascha Englich
Epoxihartser - reaktiva polymerer som bas för formsprutningsbara massor
Materialanalys är av stor betydelse för såväl komponent- som form- och processdesign inom fordonsindustrin. Läs om hur differential scanning calorimetry bidrar till optimeringen av formsprutning av epoxiharts och lär dig i vår andra bloggartikel i denna nya bloggserie ännu mer om formsprutningsbara föreningar.
Prof. Dr. Ing. Sascha Englich är professor i plastteknik vid Steinbeis University of Berlin och expert på plastmaterial och processteknik hos Schwarz Plastic Technologies*. Som en del av en ny bloggserie om optimering av formsprutning av epoxiharts med hjälp av differential scanning calorimetry förklarar han idag bland annat skillnaden mellan ohärdat och tvärbundet materialtillstånd och talar om simuleringsmodeller.
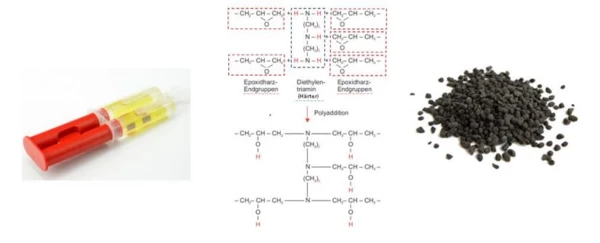
Epoxihartser är inte så obekanta för oss som de först verkar. Alla som någonsin har reparerat något med ett 2-komponentslim är trots allt redan bekanta med detta material och dess särskilda egenskaper. Härvid blandas ett harts med en härdare (bild 7, vänster), varvid en kemisk tvärbindningsreaktion (bild 4, mitten) - dvs. härdningsprocessen - sätts igång. Komponenter som allmänt betecknas som "kolfiber" eller "kol" är också baserade på system som dessa epoxiharts-härdare. I detta fall fungerar de, som här också fungerar som ett lim, initialt infiltrerar fiberbuntarna under produktionen och bildar en fast bindning. Samma kemiska princip med harts och härdare finns dock i härdplastformar för formsprutning (bild 7 till höger), som vi redan beskrev i vår första artikel den 11 maj, "ThermosetInjection Molding in E-Mobility". Även här diskuterades ett hartshärdarsystem, men justerat så att det uppträdde som ett fast ämne och nästan inte uppvisade någon kemisk reaktion vid måttliga temperaturer (något nedkylt till rumstemperatur). Därför kan dessa material tillverkas som färdigblandade gjutmaterial (harts, härdare, fyllnads- och förstärkningsmaterial, tillsatser etc.) i granulatform och lagras under en viss tid. Först vid förhöjda temperaturer sker den kemiska tvärbindningsreaktionen snabbare, vilket kan utnyttjas vid bearbetning av uppvärmda formsprutningsverktyg.
Denna materialuppsättning, som initialt består av ett harts och en härdare som sedan kombineras för att bilda ett 3-dimensionellt nätverk, ger också möjlighet att undersöka materialstrukturen och dess förändringar med hjälp av termoanalytiska metoder (t.ex. DSC).
Ohärdat kontra tvärbundet materialtillstånd
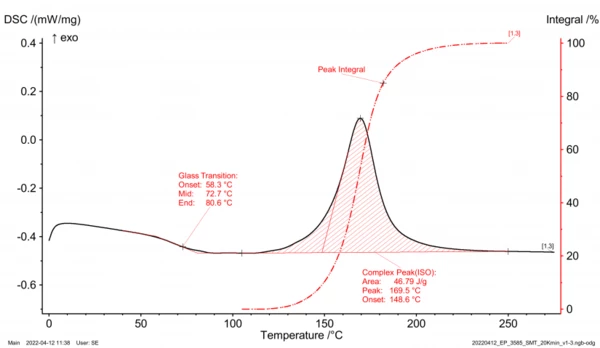
Här måste en åtskillnad göras mellan det ohärdade och det tvärbundna materialtillståndet. Det ohärdade oligomerhartset föreligger i amorft tillstånd så att fasomvandlingen från fast till flytande (glasövergång) kan mätas med hjälp av DSC-analys (Differential Scanning Calorimetry). I signalen från värmeflödet uppstår ett "steg" (i figur 2, ungefär mellan 60°C och 90°C). Anledningen till detta är materialets förändring i Specifik värmekapacitet (cp)Värmekapacitet är en materialspecifik fysikalisk storhet som bestäms av den värmemängd som tillförs provkroppen, dividerat med den resulterande temperaturökningen. Den specifika värmekapaciteten är relaterad till en massa-enhet av provkroppen.specifik värmekapacitet under fasomvandlingen. Utvärderingen av steget beskriver glasövergångsområdet med glasövergångstemperaturenTG_0 (figur 2, glasövergång) för det ohärdade hartset, vilket ger en första indikation på den lägre bearbetningstemperatur som krävs för mjukgöring i formsprutningsmaskinen.
Om man tittar på den fortsatta utvecklingen av värmeflödessignalen uppstår en ExotermEn provövergång eller en reaktion är exoterm om värme genereras.exotermisk effekt vid högre temperaturer, representerad som en topp (figur 2, komplex topp [ISO]). Denna exotermiska topp kännetecknar den kemiska tvärbindningsreaktionen där toppområdet representerar reaktionsvärmen och integralen av reaktionsentalpin. Integralens förlopp (figur 2, utvärderingsrutin med hjälp av toppintegral) beskriver tvärbindningsprocessen. Om toppintegralen härleds som en funktion av tiden (da/dt) erhålls reaktionsdynamiken. Ur bearbetningssynpunkt kan t.ex. en övre temperaturgräns för mjukgöring härledas från startpunkten för den exoterma toppen, och en optimal verktygstemperatur kan härledas från integralens topp.
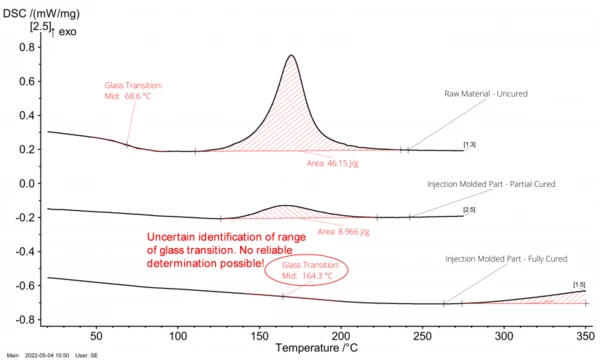
I figur 3 visas de olika resultaten av DSC-analysen för ett epoxiharts i olika tvärbindningstillstånd. Som redan beskrivits tidigare uppvisar det ohärdade utgångsmaterialet (figur 3, övre grafen) ett tydligt glasövergångsområde med en glasövergångstemperatur påTG_0 samt den efterföljande exotermiska tvärbindningstoppen. Integralen av toppen (ytan) beskriver den totala tvärbindningsentalpin.
Grafen i mitten av figur 3 visar DSC-signalen för en formsprutad komponent, men med ofullständig tvärbindning. Ett glasövergångsområde kan inte längre identifieras eftersom det fortsätter att öka dynamiskt under mätningen med efterkristalliseringen som börjar vid förhöjda temperaturer. Som redan nämnts beskriver den exoterma toppen efterkorsbindning eller restkorsbindning. Från förhållandet mellan hela tvärbindningsentalpin och den kvarvarande tvärbindningsentalpin kan graden av tvärbindning bestämmas:

I det visade exemplet uppgår komponentens härdningsgrad till cirka 81%, dvs. formsprutningsprocessen bör optimeras igen i detta fall.
Den nedersta grafen i figur 3 visar DSC-signalen för en helt tvärbunden komponent. Eftersom det inte sker någon ytterligare kemisk tvärbindningsreaktion finns det inte heller någon ExotermEn provövergång eller en reaktion är exoterm om värme genereras.exotermisk effekt att observera. I teorin kan glasövergången vid fullständig Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning,TG_1, bestämmas i stället. När det gäller formsprutningsmassor, som vanligtvis är mycket högfyllda, är detta dock så lite uttalat att bestämningen inte alltid är tillförlitlig, särskilt eftersom utvärderingsområdet förTG_1 ofta överlappar med området för termisk nedbrytning. Detta blir synligt som en ExotermEn provövergång eller en reaktion är exoterm om värme genereras.exotermisk kurvaökning vid mycket höga temperaturer (skuggat område som börjar vid ca 270°C). Därför rekommenderas inte bestämning av glasomvandlingstemperaturen för härdade komponenter med hjälp av DSC. Termomekanisk analys (TMA) eller dynamisk mekanisk analys (DMA) skulle vara mycket bättre lösningar för detta ändamål.
Reaktionsdynamik för simulering
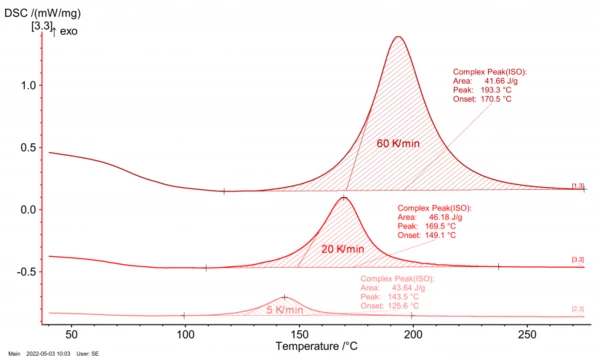
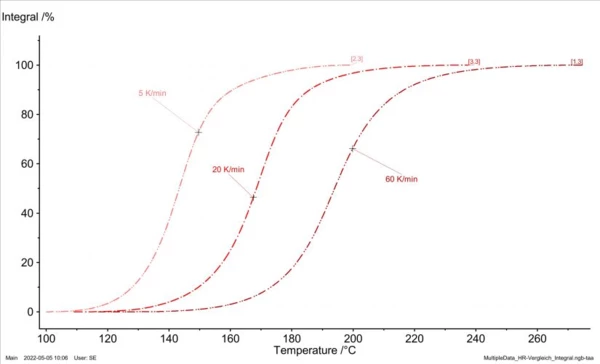
Förutom att DSC-analysen används för att testa härdningstillståndet, fungerar den också som en grund för att generera materialdata för process- och härdningssimuleringar. För detta ändamål utförs flera DSC-analyser vid olika uppvärmningshastigheter (bild 4 och bild 5) och sedan överförs reaktionsdynamikens förlopp till matematiska modeller. För formsprutning av epoxiföreningar används t.ex. den s.k. Kamal-Sourour-modellen i stor utsträckning:

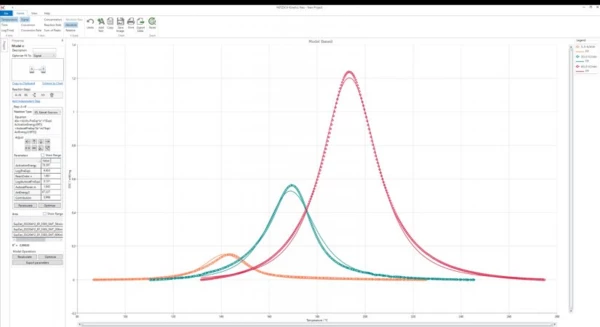
Vid simulering kan sådana modeller nu användas för att beräkna alla tvärbindningsscenarier som en funktion av tid och temperatur. Dataanpassning kan till exempel utföras med hjälp av NETZSCH Kinetics Neo som visas i figur 6.
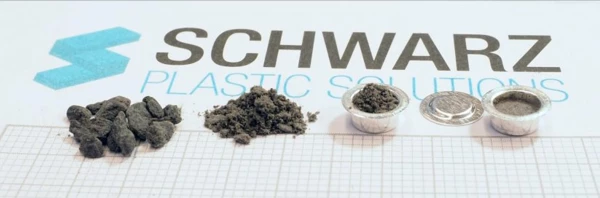
När det gäller provberedning för epoxihartsbaserade formsprutningsmassor har följande förfarande blivit etablerat: Aluminiumdeglar/lock används och locken är genomborrade. (För andra typer av formningsmassor, t.ex. sådana som är baserade på fenolhartser, bör speciella trycktäta deglar användas) Granulatet mals till ett pulver, om möjligt utan termisk signatur, och pressas "försiktigt" in i degeln (figur 14). Detta ökar avsevärt kontakten med degelns botten samt värmeledningen inom provet, vilket leder till konsekventa och reproducerbara DSC-kurvor.
Läs mer om härdningsoptimering med DSC i nästa bloggartikel i vår nya bloggserie av Dr. Sascha Englich.
För mer information i förväg, gå till NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies är ett konsultföretag för specifika utmaningar inom plastindustrin med fokus på ingenjörskonst, processteknik och plastspecifik marknadsföring.