
28.06.2022 by Prof. Dr. Ing. Sascha Englich
Епоксидни смоли - реактивни полимери като основа за съединения, които могат да се формоват чрез впръскване
Анализът на материалите е от голямо значение за проектирането на компонентите, формите и процесите в автомобилната индустрия. Прочетете как диференциалната сканираща калориметрия допринася за оптимизацията на шприцването на епоксидна смола и научете във втората ни статия от тази нова поредица от блогове още повече за съединенията, които могат да се формоват чрез шприцване.
Проф. д-р инж. Саша Енглиш е професор по инженерство на пластмасите в университета Щайнбайс в Берлин и експерт по материали и технологии за пластмаси в Schwarz Plastic Technologies*. Като част от новата серия блогове за оптимизиране на шприцването на епоксидни смоли с помощта на диференциална сканираща калориметрия, днес той обяснява, наред с другото, разликата между състоянието на невтвърдения и омрежения материал и говори за симулационните модели.
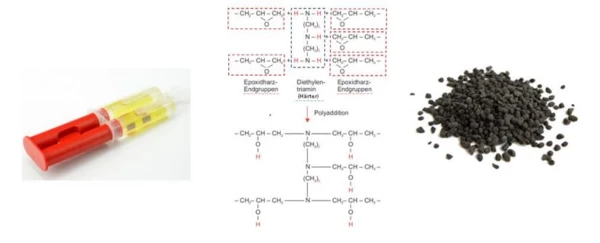
Епоксидните смоли не са толкова непознати за нас, колкото изглеждат на пръв поглед. В края на краищата всеки, който някога е ремонтирал нещо с двукомпонентно лепило, вече е запознат с този материал и неговите особености. При него смола се смесва с втвърдител (фигура 7, вляво), като по този начин се задейства реакция на химическо омрежване (фигура 4, в средата) - т.е. процесът на втвърдяване. Компонентите, които обикновено се обозначават като "въглеродни влакна" или "карбон", също се основават на системи като тези с епоксидна смола-втвърдител. В този случай те, които тук служат и като лепило, първоначално проникват в сноповете влакна по време на производството и образуват здрава връзка. Същият химичен принцип на смола и втвърдител обаче може да се открие и в термореактивните смеси за леене под налягане (фигура 7 вдясно), вече описани в първата ни статия от 11 май "Термореактивно леене под налягане в електронната мобилност". Тук също беше обсъдена система от смола и втвърдител, но коригирана така, че да се среща като твърдо вещество и да не проявява почти никаква химическа реакция при умерени температури (леко охладена до стайна температура). Поради това тези материали могат да се произвеждат като готови смесени материали за формоване (смола, втвърдител, пълнител и подсилващи материали, добавки и т.н.) под формата на гранули и да се съхраняват за определено време. Само при повишени температури химическата реакция на омрежване протича с ускорена скорост, което може да се използва при обработката на нагрети шприцформи.
Тази конфигурация на материала, състояща се първоначално от смола и втвърдител, които след това се комбинират, за да образуват триизмерна мрежа, също така предлага възможност за изследване на структурата на материала и нейните промени чрез термоаналитични методи (напр. DSC).
Състояние на невтвърдения и омрежения материал
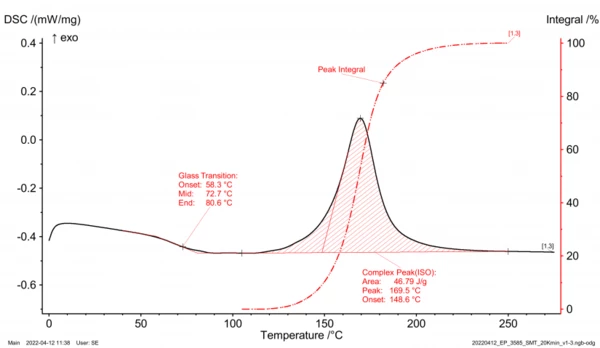
Тук трябва да се направи разграничение между невтвърдения и омрежения материал. Невтвърдената олигомерна смола се намира в аморфно състояние, така че фазовото превръщане от твърдо в течно състояние (стъклопреход) може да бъде измерено с помощта на DSC анализ (диференциална сканираща калориметрия). В сигнала на топлинния поток се появява "стъпка" (на фигура 2, приблизително между 60 °C и 90 °C). Причината за това е промяната на специфичния топлинен капацитет на материала по време на фазовото преобразуване. Оценката на стъпката описва диапазона на стъклопрехода с температурата на стъклопреходаTG_0 (фигура 2, стъклопреход) на невтвърдената смола, като по този начин дава първоначална индикация за по-ниската температура на обработка, необходима за пластифициране в шприцмашината.
Разглеждайки по-нататъшното развитие на сигнала за топлинен поток, при по-високи температури се наблюдава екзотермичен ефект, представен като пик (фигура 2, комплексен пик [ISO]). Този екзотермичен пик характеризира химическата реакция на омрежване, като площта на пика представлява топлината на реакцията и интеграла на реакционната енталпия. Протичането на интеграла (фигура 2, процедура за оценка с помощта на интеграла на пика) описва процеса на омрежване. Ако пиковият интеграл се изведе като функция на времето (da/dt), се получава динамиката на реакцията. От гледна точка на обработката, например, горната температурна граница за пластифициране може да се изведе от началната точка на екзотермичния пик, а оптималната температура на инструмента може да се изведе от пика на интеграла.
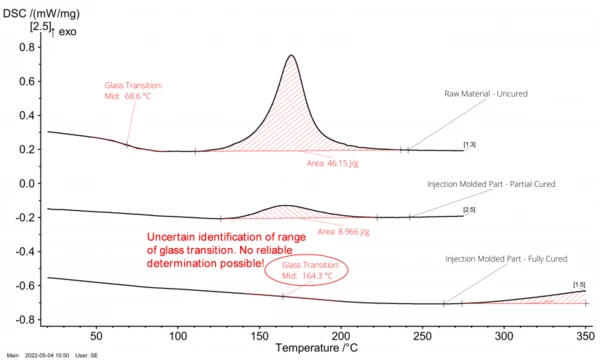
На фигура 3 са представени различните резултати от DSC анализа за епоксидна смола в различни състояния на омрежване. Както вече беше описано преди, невтвърденият изходен материал (фигура 3, горна графика) показва ясен диапазон на стъклопреход с температура на стъклопреходTG_0, както и последващ екзотермичен пик на омрежване. Интегралът на пика (площта) описва общата енталпия на омрежване.
Графиката в средата на фигура 3 показва DSC сигнала на инжекционно формован компонент, но с непълно омрежване. Диапазонът на стъклопрехода вече не може да бъде разпознат, тъй като той продължава да се увеличава динамично по време на измерването, като посткристализацията започва при повишени температури. Както вече беше посочено, екзотермичният пик описва посткръстосване или остатъчно кръстосване. От съотношението между енталпията на цялото омрежване и енталпията на остатъчното омрежване може да се определи степента на омрежване:

В показания пример степента на втвърдяване на компонента възлиза на около 81%; т.е. в този случай процесът на шприцване трябва да се оптимизира отново.
Най-долната графика на фигура 3 изобразява DSC сигнала на изцяло омрежен компонент. Тъй като не протича допълнителна реакция на химическо омрежване, не се наблюдава и екзотермичен ефект. Теоретично вместо това може да се определи стъкловидният преход при пълно втвърдяване,TG_1. При съединенията за леене под налягане, които обикновено са много силно напълнени, обаче той е толкова слабо изразен, че определянето не винаги е надеждно, особено поради факта, че диапазонът на оценка заTG_1 често се припокрива с диапазона на термична деградация. Това става видимо като увеличение на екзотермичната крива при много високи температури (засенчена област, започваща при около 270°C). Поради това определянето на температурата на встъкляване на втвърдените компоненти с помощта на DSC не се препоръчва. Термомеханичният анализ (ТМА) или динамичният механичен анализ (ДМА) биха били много по-добри решения за тази цел.
Динамика на реакциите за симулация
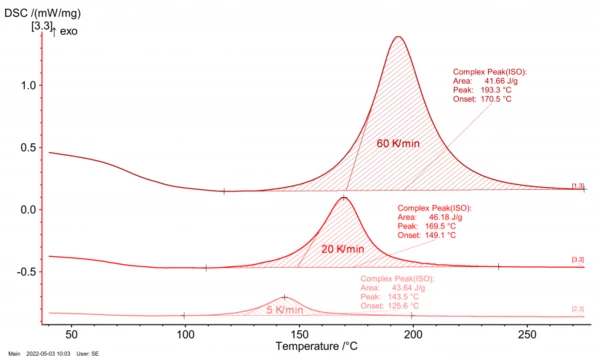
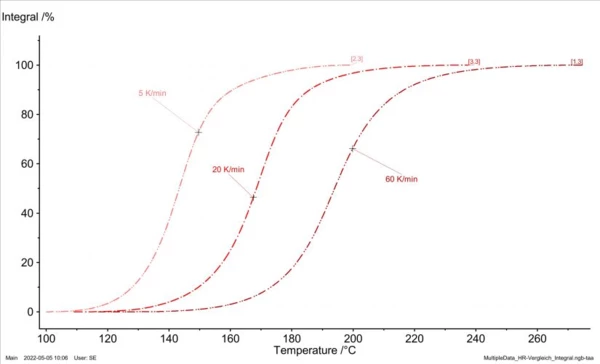
Освен че DSC анализът се използва за тестване на състоянието на втвърдяване, той служи и като основа за генериране на данни за материала за симулации на процеса и втвърдяването. За тази цел са проведени няколко DSC анализа при различни скорости на нагряване (фигура 4 и фигура 5), след което протичането на динамиката на реакцията е прехвърлено в математически модели. За инжекционното формоване на епоксидни съединения, например, широко се използва така нареченият модел на Камал-Сурур:

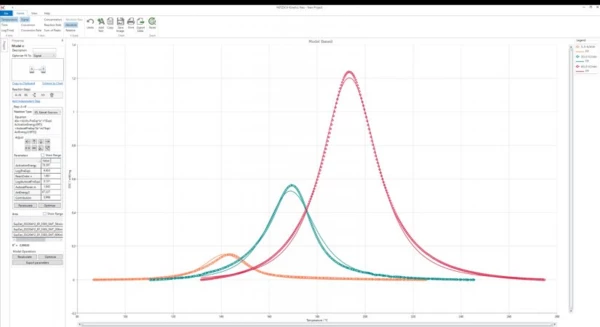
При симулацията тези модели вече позволяват изчисляване на всякакви сценарии на омрежване като функция на времето и температурата. Приспособяването на данните може да се извърши например чрез NETZSCH Kinetics Neo, както е показано на фигура 6.
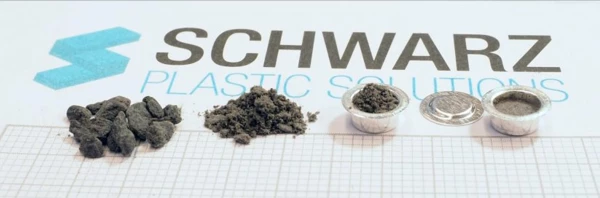
По отношение на подготовката на пробите за смеси за шприцване на основата на епоксидни смоли е установена следната процедура: Използват се алуминиеви тигели/капаци, като капаците се пробиват. (За други видове формовъчни смеси, като например тези на основата на фенолни смоли, трябва да се използват специални тигели, които са херметични.) Гранулите се смилат на прах, ако е възможно без термична сигнатура, и се натискат "внимателно" в тигела (фигура 14). По този начин значително се увеличава контактът с дъното на тигела, както и топлопроводността в пробата, което води до последователни и възпроизводими DSC криви.
Научете повече за оптимизацията на втвърдяването с помощта на DSC в следващата статия от нашата нова поредица от блогове, написана от д-р Саша Енглих.
За да получите предварително повече информация, посетете NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies е консултантска компания за специфични предизвикателства в производството на пластмаси с фокус върху инженеринга, технологичните процеси и специфичния за пластмасите маркетинг.