
28.06.2022 by Prof. Dr. Ing. Sascha Englich
Epoxyharsen - reactieve polymeren als basis voor spuitgietbare verbindingen
Materiaalanalyse is van groot belang voor zowel het ontwerp van onderdelen als matrijzen en processen in de auto-industrie. Lees hoe differential scanning calorimetrie bijdraagt aan de optimalisatie van het spuitgieten van epoxyhars en leer in ons tweede blogartikel van deze nieuwe blogreeks nog meer over spuitgietbare compounds.
Prof. Dr. Ing. Sascha Englich is professor kunststoftechniek aan de Steinbeis Universiteit van Berlijn en expert voor kunststofmaterialen en procestechnologie bij Schwarz Plastic Technologies*. Als onderdeel van een nieuwe blogreeks over de optimalisatie van spuitgieten met epoxyhars met behulp van differential scanning calorimetrie, legt hij vandaag onder andere het verschil uit tussen niet-uitgeharde en vernette materiaaltoestand en vertelt hij over simulatiemodellen.
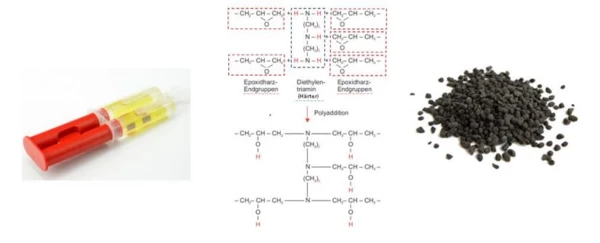
Epoxyharsen zijn niet zo onbekend voor ons als ze op het eerste gezicht lijken. Iedereen die ooit iets heeft gerepareerd met een 2-componentenlijm is immers al bekend met dit materiaal en zijn bijzondere eigenschappen. Hierbij wordt een hars gemengd met een verharder (afbeelding 7, links), waardoor een chemische vernettingsreactie (afbeelding 4, midden) - d.w.z. het uithardingsproces - in gang wordt gezet. Componenten die over het algemeen worden aangeduid als "koolstofvezel" of "koolstof" zijn ook gebaseerd op systemen zoals deze epoxyhars-verharders. In dit geval dienen ze, die hier ook als lijm dienen, aanvankelijk tijdens de productie in de vezelbundels te infiltreren en een stevige verbinding te vormen. Hetzelfde chemische principe van hars en verharder is echter te vinden in thermohardende spuitgietverbindingen (afbeelding 7 rechts), die al beschreven zijn in ons eerste artikel van11 mei, "Thermohardend spuitgieten in de e-mobiliteit". Ook hier werd een hars-verharder systeem besproken, maar zodanig aangepast dat het als vaste stof voorkomt en bijna geen chemische reactie vertoont bij gematigde temperaturen (licht afgekoeld tot kamertemperatuur). Daarom kunnen deze materialen worden gefabriceerd als kant-en-klare vormmaterialen (hars, verharder, vul- en versterkingsmaterialen, additieven, etc.) in granulaatvorm en gedurende een bepaalde tijd worden opgeslagen. Alleen bij hogere temperaturen treedt de chemische vernettingsreactie versneld in werking, waarvan geprofiteerd kan worden bij het verwerken van verwarmde spuitgietmatrijzen.
Deze materiaalopstelling, die in eerste instantie bestaat uit een hars en een verharder die vervolgens samen een 3-dimensionaal netwerk vormen, biedt ook de mogelijkheid om de materiaalstructuur en de veranderingen daarin te onderzoeken met behulp van thermoanalytische methoden (bijv. DSC).
Niet-uitgeharde versus vernette materiaaltoestand
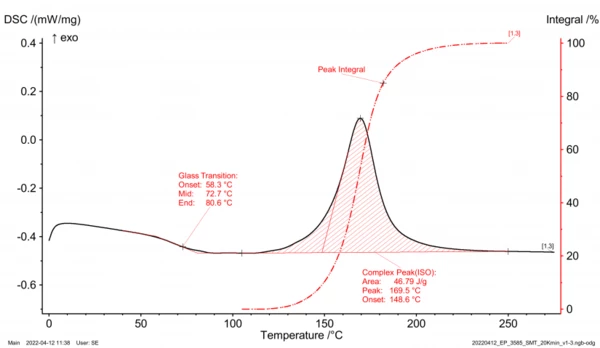
Hier moet onderscheid worden gemaakt tussen de niet-uitgeharde en de vernette materiaaltoestand. De niet-uitgeharde oligomeerhars is aanwezig in de amorfe toestand zodat de FaseovergangenDe term faseovergang (of faseverandering) wordt meestal gebruikt om overgangen tussen de vaste, vloeibare en gasvormige toestand te beschrijven.faseovergang van vast naar vloeibaar (glasovergang) kan worden gemeten door middel van DSC-analyse (Differential Scanning Calorimetry). In het signaal van de warmtestroom treedt een "stap" op (in figuur 2, ongeveer tussen 60°C en 90°C). De reden hiervoor is de verandering van de Specifieke warmtecapaciteit (cp)Warmtecapaciteit is een materiaalspecifieke fysische grootheid, bepaald door de hoeveelheid warmte die aan een proefstuk wordt toegevoerd, gedeeld door de resulterende temperatuurstijging. De specifieke warmtecapaciteit is gerelateerd aan een massa-eenheid van het proefstuk.specifieke warmtecapaciteit van het materiaal tijdens de fasetransformatie. De evaluatie van de stap beschrijft het glasovergangsbereik met de glasovergangstemperatuurTG_0 (figuur 2, glasovergang) van de niet-uitgeharde hars en geeft zo een eerste indicatie van de lagere verwerkingstemperatuur die nodig is voor het plastificeren in de spuitgietmachine.
Als we naar het verdere verloop van het warmtestroomsignaal kijken, zien we dat er een ExothermEen monsterovergang of een reactie is exotherm als er warmte wordt opgewekt.exotherm effect optreedt bij hogere temperaturen, weergegeven als een piek (figuur 2, complexe piek [ISO]). Deze exotherme piek karakteriseert de chemische vernettingsreactie waarbij het piekgebied de reactiewarmte en de integraal van de reactie-enthalpie weergeeft. Het verloop van de integraal (figuur 2, evaluatieroutine met piekintegraal) beschrijft het verknopingsproces. Als de piekintegraal wordt afgeleid als functie van de tijd (da/dt), wordt de reactiedynamiek verkregen. Vanuit het oogpunt van verwerking kan bijvoorbeeld een maximumtemperatuur voor plastificeren worden afgeleid uit het beginpunt van de exotherme piek en kan een optimale gereedschapstemperatuur worden afgeleid uit de piek van de integraal.
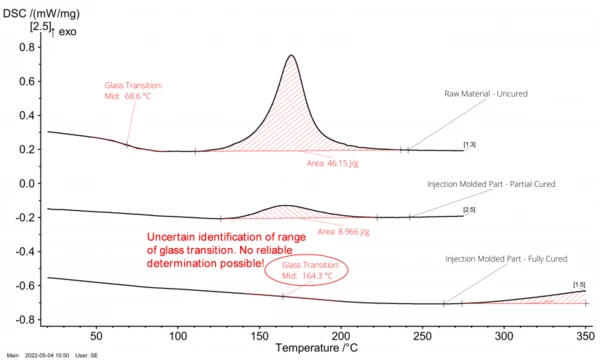
Figuur 3 toont de verschillende resultaten van de DSC-analyse voor een epoxyhars in verschillende vernettingstoestanden. Zoals al eerder beschreven, laat het niet-uitgeharde uitgangsmateriaal (Figuur 3, bovenste grafiek) een duidelijk glasovergangsbereik zien met de glasovergangstemperatuur vanTG_0 en de daaropvolgende exotherme verknopingspiek. De integraal van de piek (oppervlakte) beschrijft de totale enthalpie van de verknoping.
De grafiek in het midden van figuur 3 toont het DSC-signaal van een spuitgegoten onderdeel, maar met onvolledige vernetting. Een glasovergangsbereik kan niet langer worden herkend omdat het dynamisch blijft toenemen tijdens de meting met de Postkristallisatie (koude kristallisatie)De postkristallisatie van semikristallijne kunststoffen treedt voornamelijk op bij verhoogde temperaturen en een verhoogde moleculaire mobiliteit boven de glasovergang.postkristallisatie die begint bij verhoogde temperaturen. Zoals al is aangegeven, beschrijft de exotherme piek de post-cross-linking of rest-cross-linking. Uit de verhouding van de enthalpie van de volledige verknoping en de enthalpie van de residuele verknoping kan de mate van verknoping worden bepaald:

In het getoonde voorbeeld bedraagt de uithardingsgraad van de component ongeveer 81%; d.w.z. dat het spuitgietproces in dit geval opnieuw moet worden geoptimaliseerd.
De onderste grafiek in figuur 3 toont het DSC-signaal van een volledig vernet onderdeel. Aangezien er geen verdere chemische vernettingsreactie optreedt, is er ook geen ExothermEen monsterovergang of een reactie is exotherm als er warmte wordt opgewekt.exotherm effect waar te nemen. In theorie kan in plaats daarvan de glasovergang bij volledige uitharding,TG_1, worden bepaald. In het geval van spuitgietverbindingen die meestal zeer hoog gevuld zijn, is dit echter zo weinig uitgesproken dat de bepaling niet altijd betrouwbaar is, vooral omdat het evaluatiebereik voorTG_1 vaak overlapt met het bereik van thermische degradatie. Dit wordt zichtbaar als een exotherme curveverhoging bij zeer hoge temperaturen (gearceerd gebied dat begint bij ongeveer 270 °C). Daarom wordt de bepaling van de glasovergangstemperatuur van uitgeharde componenten met behulp van DSC niet aanbevolen. Thermomechanische analyse (TMA) of dynamische mechanische analyse (DMA) zouden hiervoor veel betere oplossingen zijn.
Reactiedynamica voor simulatie
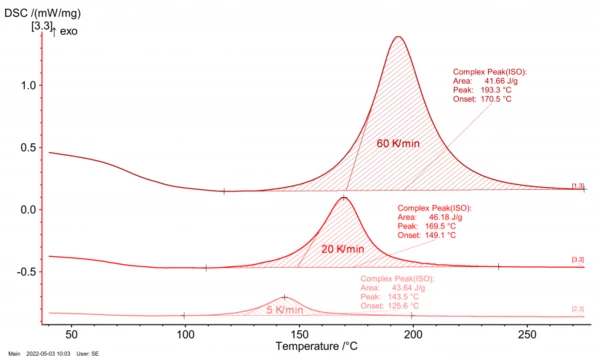
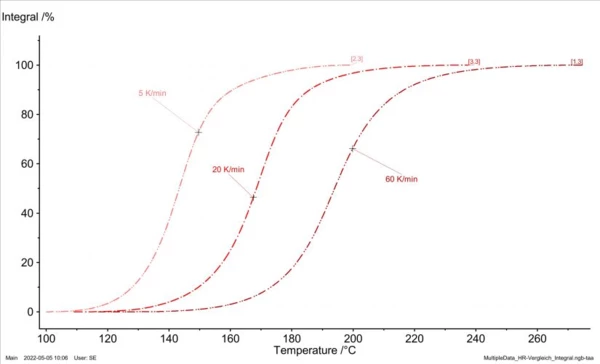
Naast het gebruik van DSC-analyse voor het testen van de uithardingstoestand, dient het ook als basis voor het genereren van materiaalgegevens voor proces- en uithardingssimulaties. Hiertoe worden verschillende DSC-analyses uitgevoerd bij verschillende verhittingssnelheden (figuur 4 en figuur 5) en vervolgens wordt het verloop van de reactiedynamica omgezet in wiskundige modellen. Voor het spuitgieten van epoxyverbindingen wordt bijvoorbeeld het zogenaamde Kamal-Sourour model veel gebruikt:

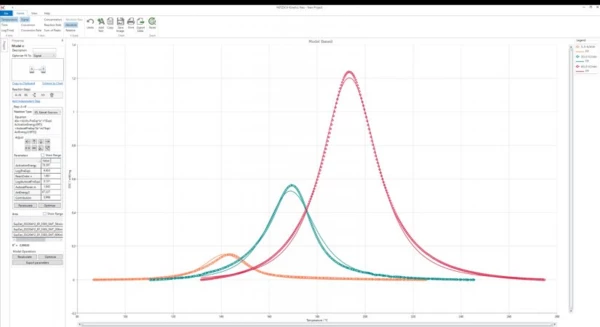
Bij simulatie kunnen dergelijke modellen nu alle verknopingsscenario's berekenen als functie van tijd en temperatuur. Data fitting kan bijvoorbeeld worden uitgevoerd door middel van NETZSCH Kinetics Neo zoals weergegeven in figuur 6.
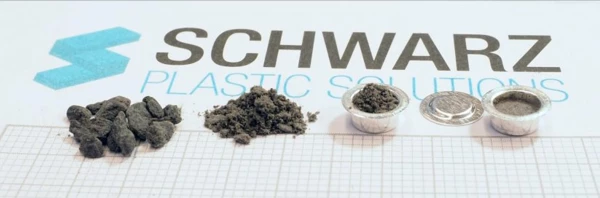
Met betrekking tot de monstervoorbereiding voor spuitgietmengsels op basis van epoxyhars is de volgende procedure vastgesteld: Er worden aluminium kroezen/deksels gebruikt, waarbij de deksels worden doorboord. (Voor andere soorten spuitgietmengsels, zoals die op basis van fenolhars, moeten speciale drukdichte kroezen gebruikt worden) De korrels worden vermalen tot een poeder, indien mogelijk zonder thermische signatuur, en "voorzichtig" in de kroes gedrukt (figuur 14). Dit verbetert het contact met de bodem van de kroes aanzienlijk, evenals de warmtegeleiding binnen het monster, wat leidt tot consistente en reproduceerbare DSC-curves.
Lees meer over de optimalisatie van uitharding met behulp van DSC in het volgende blogartikel van onze nieuwe blogserie door Dr. Sascha Englich.
Ga voor meer informatie vooraf naar NETZSCH Analyseren & Testen.
*Schwarz Plastic Technologies is een adviesbureau voor specifieke uitdagingen in de kunststofindustrie met focus op engineering, procestechnologie en kunststofspecifieke marketing.