
28.06.2022 by Prof. Dr. Ing. Sascha Englich
에폭시 수지 - 사출 성형 가능한 화합물의 기초가 되는 반응성 폴리머
재료 분석은 자동차 산업에서 부품뿐만 아니라 금형 및 공정 설계에 매우 중요합니다. 차동 주사 열량 측정이 에폭시 수지 사출 성형의 최적화에 어떻게 기여하는지 읽어보고 새로운 블로그 시리즈의 두 번째 블로그 기사에서 사출 성형 가능한 화합물에 대해 자세히 알아보세요.
사샤 엥글리히 교수는베를린 슈타인바이스대학의 플라스틱 공학 교수이자 슈바르츠 플라스틱 기술*의 플라스틱 재료 및 공정 기술 전문가입니다. 차동 주사 열량계를 이용한 에폭시 수지 사출 성형 최적화에 대한 새로운 블로그 시리즈의 일환으로, 오늘은 특히 미경화 상태와 가교된 재료 상태의 차이점을 설명하고 시뮬레이션 모델에 대해 이야기합니다.
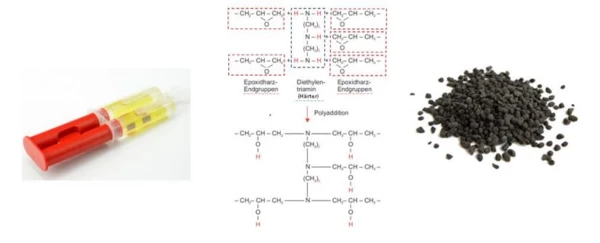
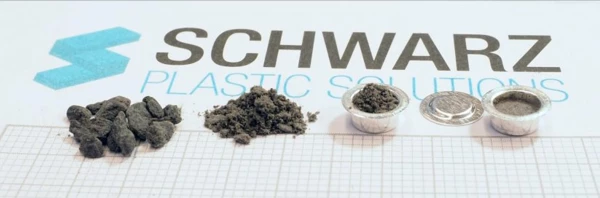
에폭시 수지는 우리에게 그리 낯설지 않은 소재입니다. 2액형 접착제로 수리해 본 적이 있는 사람이라면 이미 이 재료와 그 특징에 대해 잘 알고 있을 것입니다. 따라서 수지와 경화제(그림 7, 왼쪽)가 혼합되어 화학적 가교 반응(그림 4, 가운데), 즉 경화 공정이 시작됩니다. 일반적으로 "탄소 섬유" 또는 "탄소"로 불리는 구성 요소도 이러한 에폭시 수지 경화제와 같은 시스템을 기반으로 합니다. 이 경우 접착제 역할도 하는 이 경화제는 생산 과정에서 섬유 다발에 침투하여 견고한 결합을 형성합니다. 그러나 사출 성형용 열경화성 성형 컴파운드(오른쪽 그림 7)에서도 동일한 수지 및 경화제의 화학 원리를 찾을 수 있으며, 이는 이미 5월 11일자 첫 번째 기사 "E-모빌리티의 열경화성 사출 성형"에서 설명한 바 있습니다. 여기에서도 수지 경화제 시스템에 대해 논의했지만, 적당한 온도(실온으로 약간 냉각)에서 화학 반응이 거의 일어나지 않고 고체 형태로 나타나도록 조정했습니다. 따라서 이러한 재료는 과립 형태로 즉시 배합 성형 재료(수지, 경화제, 충전재 및 보강재, 첨가제 등)로 제조하여 일정 기간 동안 보관할 수 있습니다. 고온에서만 화학적 가교 반응이 빠른 속도로 진행되므로 가열 사출 금형 가공 시 이점을 활용할 수 있습니다.
처음에는 수지와 경화제로 구성된 후 결합하여 3차원 네트워크를 형성하는 이 재료 설정은 열 분석 방법(예: DSC)을 통해 재료 구조와 그 변화를 조사할 수 있는 기능도 제공합니다.
미경화 상태와 가교된 재료 상태 비교
여기서 미경화 상태와 가교된 재료 상태를 구분해야 합니다. 경화되지 않은 올리고머 수지는 비정질 상태로 존재하므로 고체에서 액체로의 상 변화(유리 전이)를 DSC 분석(시차 주사 열량 측정법)을 통해 측정할 수 있습니다. 열 흐름의 신호에서 "단계"가 발생합니다(그림 2에서는 대략 60°C와 90°C 사이). 그 이유는 상 변환 중 재료의 비열 용량이 변화하기 때문입니다. 스텝의 평가는 미경화 수지의 유리 전이 온도TG_0 (그림 2, 유리 전이)으로 유리 전이 범위를 설명하므로 사출 성형기에서 가소화에 필요한 낮은 가공 온도를 초기에 알 수 있습니다.
열 흐름 신호의 추가 진행을 살펴보면 피크로 표시되는 고온에서 발열 효과가 발생합니다(그림 2, 복합 피크 [ISO]). 이 발열 피크는 반응 열을 나타내는 피크 면적과 반응 엔탈피의 적분으로 화학적 가교 반응을 특징짓습니다. 적분 과정(그림 2, 피크 적분을 사용한 평가 루틴)은 가교 과정을 설명합니다. 피크 적분이 시간(da/dt)의 함수로서 유도되면 반응 역학이 얻어집니다. 예를 들어, 공정 관점에서 가소화의 상한 온도는 발열 피크의 시작점에서 도출할 수 있으며, 최적의 공구 온도는 적분의 피크에서 도출할 수 있습니다.
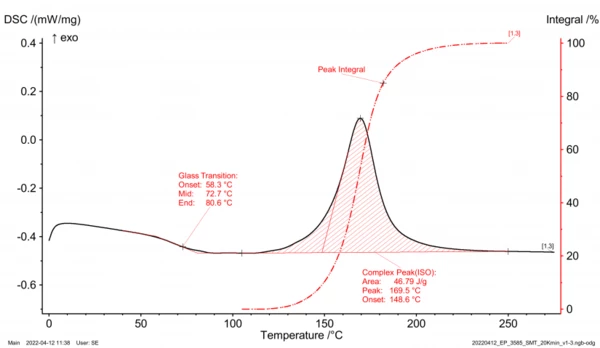
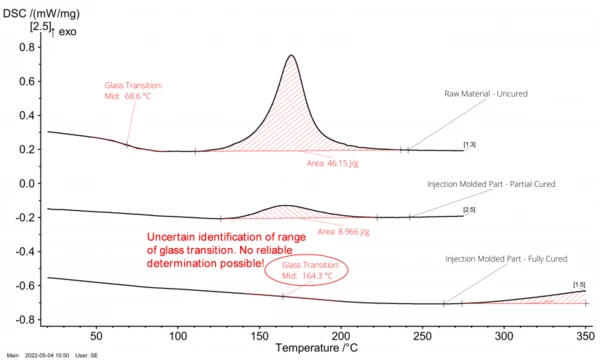
그림 3은 다양한 가교 상태의 에폭시 수지에 대한 DSC 분석의 다양한 결과를 보여줍니다. 앞서 설명한 바와 같이, 경화되지 않은 출발 물질(그림 3, 상단 그래프)은 유리 전이 온도가TG_0인 명확한 유리 전이 범위와 그에 따른 발열 가교 피크를 보여줍니다. 피크의 적분(면적)은 총 가교 엔탈피를 나타냅니다.
그림 3의 가운데 그래프는 사출 성형된 부품의 DSC 신호를 보여 주지만 가교가 불완전한 상태입니다. 유리 전이 범위는 고온에서 시작되는 결정화 후 측정 중에 동적으로 계속 증가하기 때문에 더 이상 인식할 수 없습니다. 이미 언급한 바와 같이, 발열 피크는 가교 후 또는 잔류 가교를 나타냅니다. 전체 가교 엔탈피와 잔류 가교 엔탈피의 비율로부터 가교 정도를 결정할 수 있습니다:

표시된 예에서 부품의 경화 정도는 약 81%에 달하므로 이 경우 사출 성형 공정을 다시 최적화해야 합니다.
그림 3의 가장 아래쪽 그래프는 완전히 가교된 구성 요소의 DSC 신호를 나타냅니다. 더 이상의 화학적 가교 반응이 일어나지 않기 때문에 관찰할 수 있는 발열 효과도 없습니다. 이론적으로는 완전 경화 시 유리 전이, 즉TG_1을 대신 측정할 수 있습니다. 그러나 일반적으로 매우 높은 충진도를 가진 사출 성형 화합물의 경우,TG_1의 평가 범위가 열 열화 범위와 겹치는 경우가 많기 때문에 이 측정이 항상 신뢰할 수 있는 것은 아니며, 특히TG_1이 너무 뚜렷하지 않습니다. 이는 매우 높은 온도(약 270°C에서 시작되는 음영 영역)에서 외열 곡선이 증가함에 따라 가시화됩니다. 따라서 경화된 부품의 유리 전이 온도를 DSC로 측정하는 것은 권장되지 않습니다. 열역학적 분석(TMA ) 또는 동적 기계 분석(DMA) 이 훨씬 더 나은 솔루션이 될 수 있습니다.
시뮬레이션을 위한 반응 역학
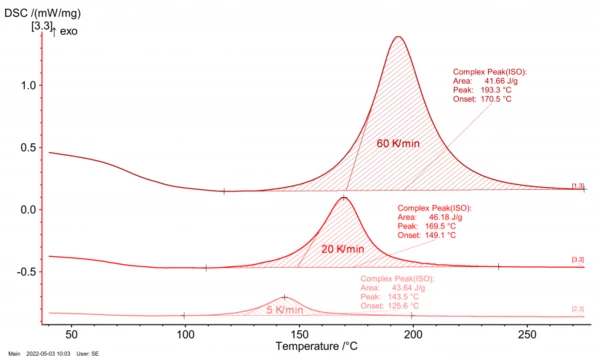
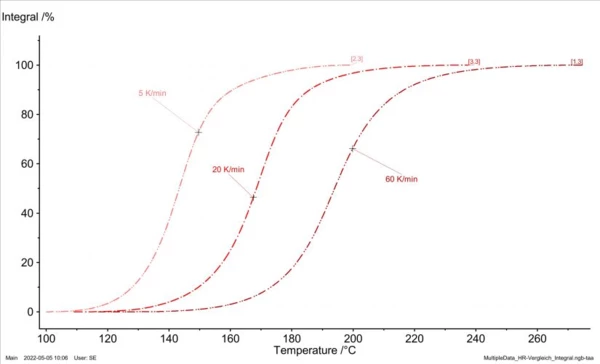
경화 상태를 테스트하기 위해 DSC 분석을 사용하는 것 외에도 공정 및 경화 시뮬레이션을 위한 재료 데이터를 생성하기 위한 기초로도 사용됩니다. 이를 위해 다양한 가열 속도(그림 4 및 그림 5)에서 여러 DSC 분석을 수행한 다음 반응 역학 과정을 수학적 모델로 전송합니다. 예를 들어 에폭시 화합물의 사출 성형에는 소위 카말-수루 모델이 널리 사용됩니다:

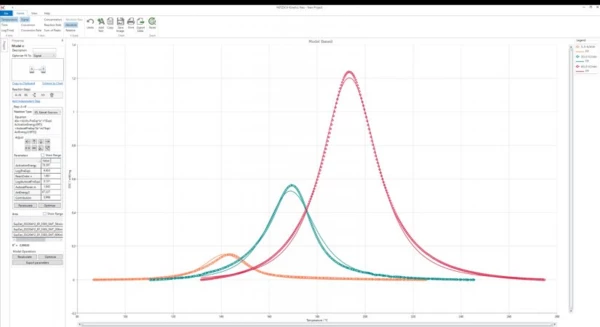
이제 시뮬레이션에서 이러한 모델을 통해 시간과 온도에 따른 모든 가교 시나리오를 계산할 수 있습니다. 예를 들어 그림 6에 표시된 것처럼 NETZSCH Kinetics Neo를 사용하여 데이터 피팅을 수행할 수 있습니다.
에폭시 수지 기반 사출 성형 컴파운드의 시료 전처리와 관련하여 다음과 같은 절차가 확립되었습니다: 알루미늄 도가니/뚜껑을 사용하고 뚜껑에 구멍을 뚫습니다. (페놀 수지 기반 등 다른 유형의 성형 컴파운드의 경우 특수 내압 도가니를 사용해야 합니다.) 과립은 가능하면 열 신호 없이 분말로 갈아서 도가니에 '조심스럽게' 눌러 넣습니다(그림 14). 이렇게 하면 도가니 바닥과의 접촉과 시료 내 열 전도가 크게 증가하여 일관되고 재현 가능한 DSC 곡선을 얻을 수 있습니다.
새로운 블로그 시리즈의 다음 블로그 글에서 DSC를 사용한 경화 최적화에 대해 자세히 알아보세요.
자세한 내용은 NETZSCH 분석 및 테스트에서 확인하세요.
*슈바르츠 플라스틱 기술 는 엔지니어링, 공정 기술 및 플라스틱 관련 마케팅에 중점을 둔 플라스틱 산업의 특정 과제에 대한 컨설팅 회사입니다.