
28.06.2022 by Prof. Dr. Ing. Sascha Englich
Epoksihartsit - reaktiiviset polymeerit ruiskuvalettavien seosten perustana
Materiaalianalyysillä on suuri merkitys autoteollisuuden komponenttien sekä muottien ja prosessien suunnittelussa. Lue, miten differentiaalinen pyyhkäisykalorimetria auttaa epoksihartsin ruiskuvalun optimoinnissa ja opi tämän uuden blogisarjan toisesta blogiartikkelista vielä enemmän ruiskuvalettavista yhdisteistä.
Prof. Dr. Ing. Sascha Englich on muovitekniikan professori Berliinin Steinbeis-yliopistossa ja muovimateriaalien ja prosessitekniikan asiantuntija Schwarz Plastic Technologiesissa*. Osana uutta blogisarjaa, joka käsittelee epoksihartsin ruiskuvalun optimointia differentiaalisen pyyhkäisykalorimetrian avulla, hän selittää tänään muun muassa kovettumattoman ja silloittuneen materiaalitilan eron ja puhuu simulointimalleista.
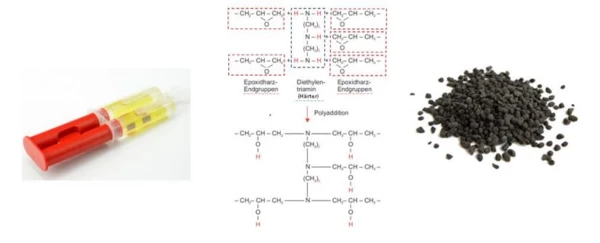
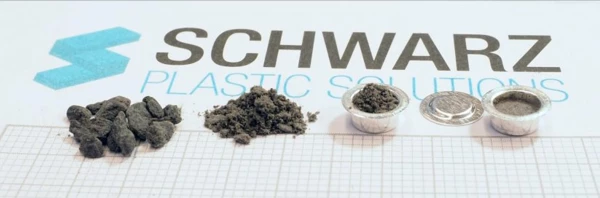
Epoksihartsit eivät ole meille niin tuntemattomia kuin miltä ne ensin näyttävät. Jokainen, joka on joskus korjannut jotain 2-komponenttiliimalla, tuntee jo tämän materiaalin ja sen erityispiirteet. Siinä hartsi sekoitetaan kovettimeen (kuva 7, vasemmalla), jolloin kemiallinen ristisilloitusreaktio (kuva 4, keskellä) - eli kovettumisprosessi - käynnistyy. Myös komponentit, joita yleensä nimitetään "hiilikuiduksi" tai "hiilikuiduksi", perustuvat tällaisiin epoksihartsi-kovettimiin. Tällöin ne, jotka tässä tapauksessa toimivat myös liimana, tunkeutuvat aluksi kuitukimppuihin tuotannon aikana ja muodostavat lujan sidoksen. Sama hartsin ja kovettimen kemiallinen periaate on kuitenkin myös ruiskuvalussa käytettävissä kestomuovivalumassoissa (kuva 7 oikealla), joita on kuvattu jo ensimmäisessä 11. toukokuuta julkaistussa artikkelissamme "Thermoset Injection Molding in E-Mobility". Siinäkin käsiteltiin hartsi-kovettimen järjestelmää, mutta se oli säädetty siten, että se oli kiinteää ja että se ei reagoinut juuri lainkaan kemiallisesti kohtalaisissa lämpötiloissa (hieman huoneenlämpötilaan jäähtyneenä). Näin ollen nämä materiaalit voidaan valmistaa valmiina valumateriaaleina (hartsi, kovete, täyte- ja lujitemateriaalit, lisäaineet jne.) rakeina ja varastoida tietyksi ajaksi. Vasta korkeissa lämpötiloissa kemiallinen ristisilloitusreaktio käynnistyy nopeammin, mitä voidaan hyödyntää lämmitettyjen ruiskuvalumuottien käsittelyssä.
Tämä materiaaliasetelma, joka koostuu aluksi hartsista ja kovetteesta, jotka yhdistyvät muodostaen kolmiulotteisen verkoston, tarjoaa myös mahdollisuuden tutkia materiaalin rakennetta ja sen muutoksia termoanalyyttisten menetelmien avulla (esim. DSC).
Kovettumaton ja ristisilloitettu materiaalitila
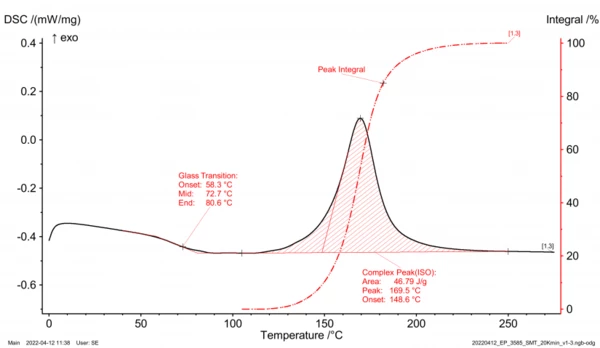
Tässä yhteydessä on erotettava toisistaan kovettumaton ja ristisilloitettu materiaalitila. Vulkanoimaton oligomeerihartsi on amorfisessa tilassa, joten Vaiheen siirtymätTermiä faasimuutos (tai faasimuutos) käytetään yleisimmin kuvaamaan siirtymiä kiinteän, nestemäisen ja kaasumaisen tilan välillä.faasimuutos kiinteästä aineesta nesteeksi (lasittuminen) voidaan mitata DSC-analyysillä (Differentiaalinen pyyhkäisykalorimetria). Lämpövirran signaalissa esiintyy "askel" (kuvassa 2 noin 60 °C:n ja 90 °C:n välillä). Syynä tähän on materiaalin ominaislämpökapasiteetin muutos faasimuutoksen aikana. Askelman arviointi kuvaa lasisiirtymäaluetta kovettumattoman hartsin lasisiirtymälämpötilallaTG_0 (kuva 2, lasisiirtymä), mikä antaa alustavan viitteen alhaisemmasta käsittelylämpötilasta, joka on tarpeen pehmittämiseen ruiskuvalukoneessa.
Kun tarkastellaan lämpövirtasignaalin jatkokehitystä, korkeammissa lämpötiloissa ilmenee EksoterminenNäytteen siirtyminen tai reaktio on eksoterminen, jos siinä syntyy lämpöä.eksoterminen vaikutus, joka esitetään piikkinä (kuva 2, kompleksinen piikki [ISO]). Tämä EksoterminenNäytteen siirtyminen tai reaktio on eksoterminen, jos siinä syntyy lämpöä.eksoterminen piikki luonnehtii kemiallista ristisilloitusreaktiota, jossa piikin pinta-ala edustaa reaktiolämpöä ja reaktioentalpiasta muodostuvaa integraalia. Integraalin kulku (kuva 2, arviointirutiini piikin integraalin avulla) kuvaa ristisilloitusprosessia. Jos huippuintegraali johdetaan ajan funktiona (da/dt), saadaan reaktion dynamiikka. Käsittelyn kannalta esimerkiksi eksotermisen piikin alkupisteestä voidaan johtaa pehmittämisen lämpötilan yläraja ja integraalin piikin alkupisteestä optimaalinen työkalulämpötila.
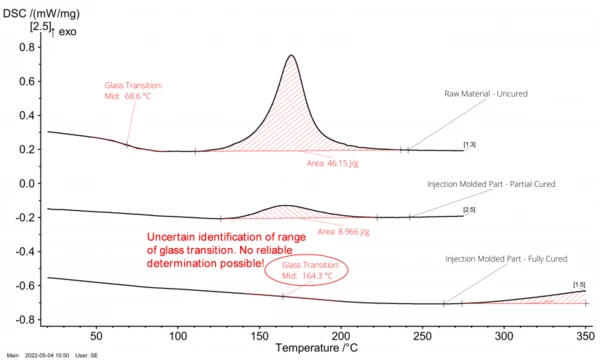
Kuvassa 3 esitetään DSC-analyysin eri tulokset epoksihartsille eri silloitustiloissa. Kuten edellä on jo kuvattu, kovettumattomassa lähtöaineessa (kuva 3, ylempi kuvaaja) näkyy selkeä lasisiirtymäalue, jonka lasisiirtymälämpötila onTG_0, sekä sitä seuraava EksoterminenNäytteen siirtyminen tai reaktio on eksoterminen, jos siinä syntyy lämpöä.eksoterminen ristisilloitushuippu. Huipun integraali (pinta-ala) kuvaa ristisilloittumisen kokonaisentalpiaa.
Kuvan 3 keskimmäisessä kuvaajassa on ruiskuvaletun komponentin DSC-signaali, mutta siinä on epätäydellinen ristisilloitus. Lasisiirtymäaluetta ei voida enää tunnistaa, koska se kasvaa dynaamisesti mittauksen aikana ja jälkikiteytyminen alkaa korkeammissa lämpötiloissa. Kuten jo todettiin, EksoterminenNäytteen siirtyminen tai reaktio on eksoterminen, jos siinä syntyy lämpöä.eksoterminen piikki kuvaa jälkikristalloitumista tai jäljellä olevaa ristisilloittumista. Koko ristisilloittumisen entalpian ja jäljellä olevan ristisilloittumisen entalpian suhteesta voidaan määrittää ristisilloittumisaste:

Esitetyssä esimerkissä komponentin kovettumisaste on noin 81 %, eli ruiskuvaluprosessi olisi tässä tapauksessa optimoitava uudelleen.
Kuvan 3 alimmassa kuvaajassa on esitetty täysin silloitetun komponentin DSC-signaali. Koska kemiallista ristisilloitusreaktiota ei enää tapahdu, ei myöskään ole havaittavissa eksotermistä vaikutusta. Sen sijaan voidaan teoriassa määrittää lasisiirtymä täydellisessä kovettumisessa,TG_1. Ruiskuvalumassojen tapauksessa, jotka ovat tyypillisesti hyvin voimakkaasti täytettyjä, tämä on kuitenkin niin vähän korostunut, että määritys ei ole aina luotettava, varsinkin kunTG_1: n arviointialue on usein päällekkäinen termisen hajoamisen alueen kanssa. Tämä näkyy eksotermisen käyrän nousuna hyvin korkeissa lämpötiloissa (tummennettu alue alkaa noin 270 °C:ssa). Siksi kovettuneiden komponenttien lasittumislämpötilan määrittämistä DSC:n avulla ei suositella. Lämpömekaaninen analyysi (TMA) tai dynaaminen mekaaninen analyysi (DMA ) olisivat paljon parempia ratkaisuja tähän tarkoitukseen.
Reaktiodynamiikka simulointia varten
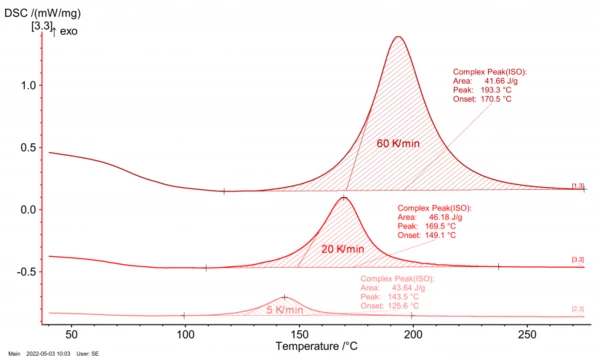
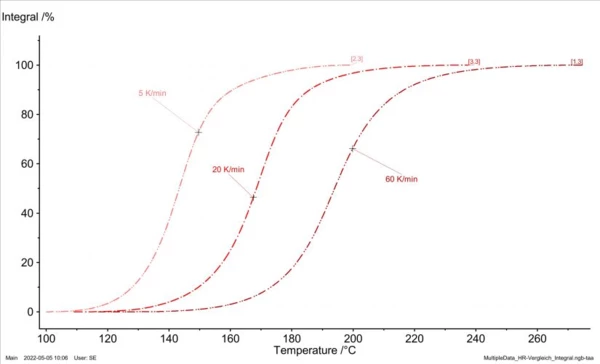
Sen lisäksi, että DSC-analyysia käytetään kovettumistilan testaamiseen, se toimii myös perustana materiaalitietojen tuottamiselle prosessi- ja kovettumissimulointeja varten. Tätä varten tehdään useita DSC-analyysejä eri lämmitysnopeuksilla (kuva 4 ja kuva 5), minkä jälkeen reaktion dynamiikan kulku siirretään matemaattisiin malleihin. Esimerkiksi epoksiyhdisteiden ruiskuvalussa käytetään yleisesti niin sanottua Kamal-Sourour-mallia:

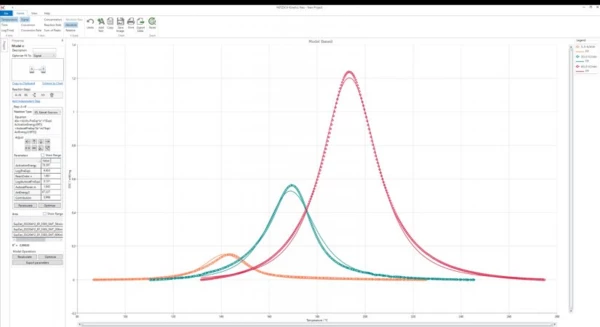
Simuloinnissa tällaiset mallit mahdollistavat nyt minkä tahansa ristisilloitusskenaarion laskemisen ajan ja lämpötilan funktiona. Tietojen sovittaminen voidaan suorittaa esimerkiksi seuraavilla tavoilla NETZSCH Kinetics Neo kuten kuvassa 6 on esitetty.
Epoksihartsipohjaisten ruiskuvaluseosten näytteenvalmistuksessa on vakiintunut seuraava menettely: Käytetään alumiinisia upokkaita/kansia, joiden kannet lävistetään. (Muuntyyppisten, esimerkiksi fenolihartsipohjaisten valumassojen osalta on käytettävä erityisiä painetiiviitä upokkaita) Rakeet jauhetaan jauheeksi, jos mahdollista ilman lämpövaikutusta, ja painetaan "varovasti" upokkaaseen (kuva 14). Tämä lisää merkittävästi kosketusta upokkaan pohjaan sekä lämmönjohtumista näytteen sisällä, mikä johtaa johdonmukaisiin ja toistettaviin DSC-käyriin.
Lue lisää kovettumisen optimoinnista DSC:n avulla uuden blogisarjamme seuraavasta blogiartikkelista, jonka on kirjoittanut tohtori Sascha Englich.
Saat lisätietoja etukäteen osoitteesta NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies on konsultointiyritys muoviteollisuuden erityishaasteisiin keskittyen suunnitteluun, prosessitekniikkaan ja muovikohtaiseen markkinointiin.