20.07.2023 by Prof. Dr. Ing. Sascha Englich
Reokinetika - Procesně specifické chování termosetových tvářecích hmot při vytvrzování
Termín reokinetika se používá k popisu reologického chování termosetových materiálů v závislosti na reakci, což má velký význam například při zpracování termosetových formovacích směsí (vstřikování, transferové formování).
Prof. Dr. Ing. Sascha Englich je profesorem plastikářského inženýrství na Steinbeisově univerzitě v Berlíně a odborníkem na plastové materiály a procesní technologie ve společnosti Schwarz Plastic Technologies*. V rámci nové série blogů pro optimalizaci vstřikování epoxidových pryskyřic pomocí diferenciální skenovací kalorimetrie a reologie již představil příspěvky na téma: Epoxidové pryskyřice - reaktivní polymery jako základ pro vstřikovatelné směsi a DSC analýza termosetů. Čtvrtý díl naší série blogů je věnován reokinetice.
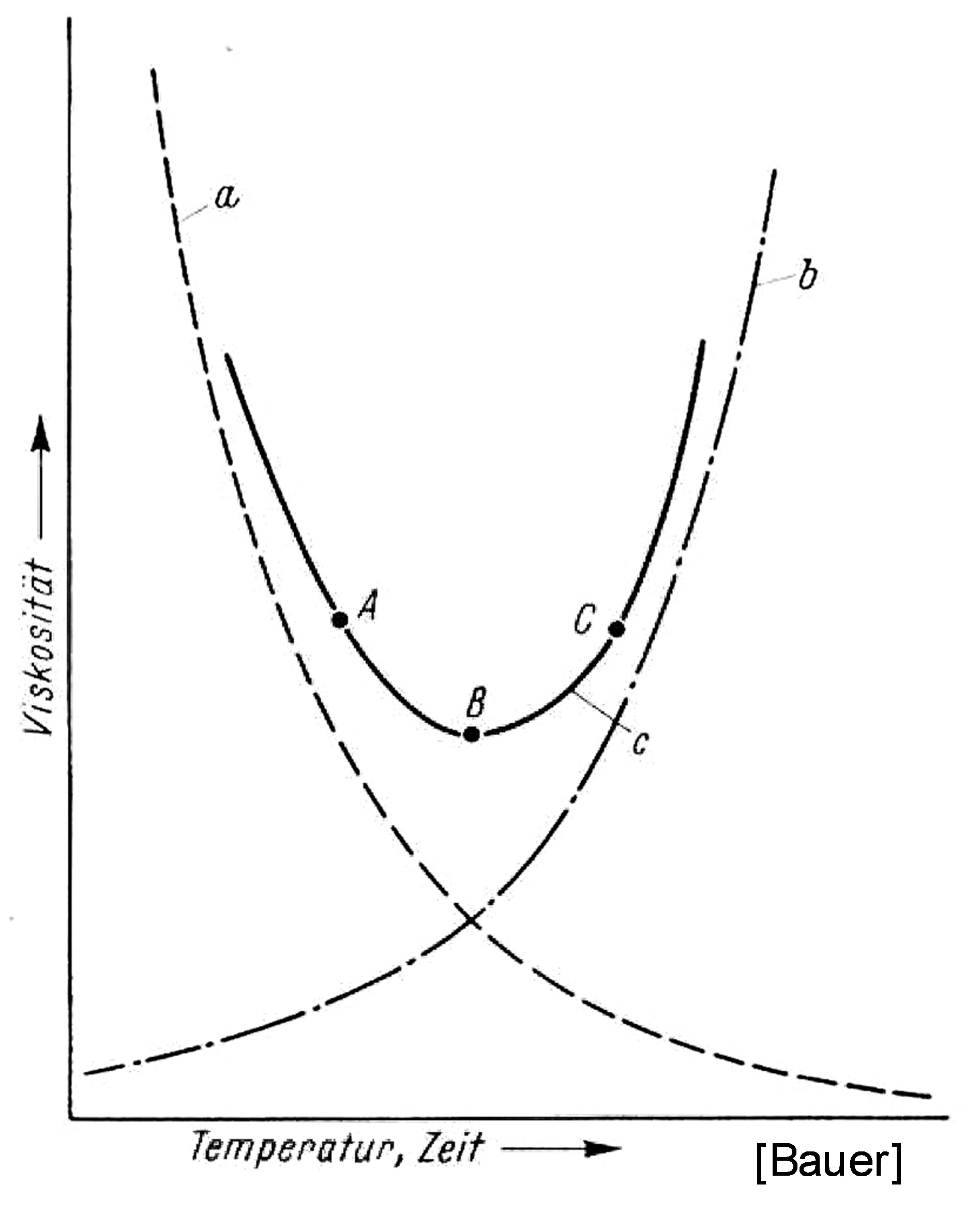
Termín reokinetika se používá k popisu reakčně závislého reologického chování termosetových materiálů, které má velký význam například při zpracování termosetových formovacích směsí (vstřikování, transferové lisování). Classic zjednodušené sledování tokového chování se obvykle zakládá na takzvané "U" křivce viskozity/tečnosti, která má znázorňovat vztah mezi počátečním poklesem viskozity v důsledku zvýšení teploty a následným nárůstem viskozity v důsledku postupného molekulárního síťování (obrázek 1).
O chování termosetové formovací směsi při vytvrzování tečením
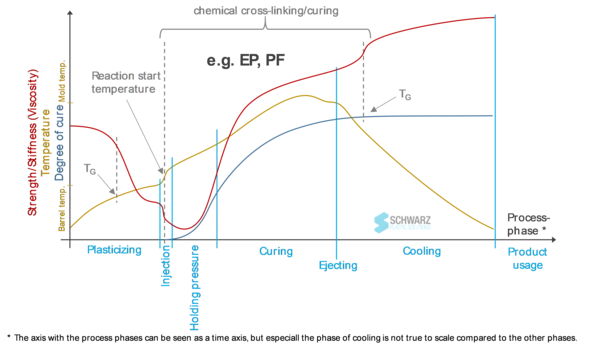
Při aplikaci na skutečný výrobní proces vede tato chemicko-fyzikální interakce k mnohem složitějšímu procesu. Obrázek 2 znázorňuje schéma tokového vytvrzování termosetové formovací směsi (např. epoxidové pryskyřice nebo fenolové pryskyřice) pomocí vstřikovacího cyklu. Tuhost materiálu (odpovídající viskozitě v roztaveném stavu) ukazuje charakteristické křivky v jednotlivých fázích procesu. Během plastifikace je teplota hmoty systematicky zvyšována ohřevem válce a třením (otáčením šneku), dokud není překročen rozsah skelného přechodu amorfní pryskyřice (obr. 2, žlutý graf). Materiál je nyní v roztaveném stavu. V ideálním případě se teplota volí/upravuje tak, aby viskozita byla co nejnižší a zároveň nedošlo k vytvrzení (viz článek na blogu "DSC analýza termosetů - aplikace vhodné metodiky měření pro různé typy pryskyřic").
Stavy procesu při vstřikování
Během fáze vstřikování, kdy materiál protéká tryskou stroje, se třením materiál v krátkém čase zahřeje na odpovídající teplotu vytvrzování. Proto od tohoto okamžiku dochází ke zrychlenému molekulárnímu síťování (obrázek 2, modrá křivka). Tento nárůst teploty zároveň vede k výraznému snížení viskozity. Tato relativně krátká fáze procesu je důležitá pro efektivitu a kvalitu procesu, protože kromě doby vytvrzování (dynamiky reakce) definuje i plnění formy(reologii). Během fáze po dosažení tlaku se viskozita zpočátku dále snižuje v důsledku zvýšení teploty (ohřev formy včetně exotermické Vytvrzování (síťovací reakce)V doslovném překladu termín "crosslinking" znamená "křížové propojení". V chemickém kontextu se používá pro reakce, při nichž se molekuly spojují kovalentními vazbami a vytvářejí trojrozměrné sítě.síťovací reakce) a nakonec se s postupujícím síťováním zvyšuje, přičemž se materiál vrací do pevného stavu (fáze vytvrzování). Materiál/složka je z formy vyhozen v horkém, pevném stavu. Prahové hodnoty teploty skelného přechodu specifické pro síťování je nejprve dosaženo během ochlazování.

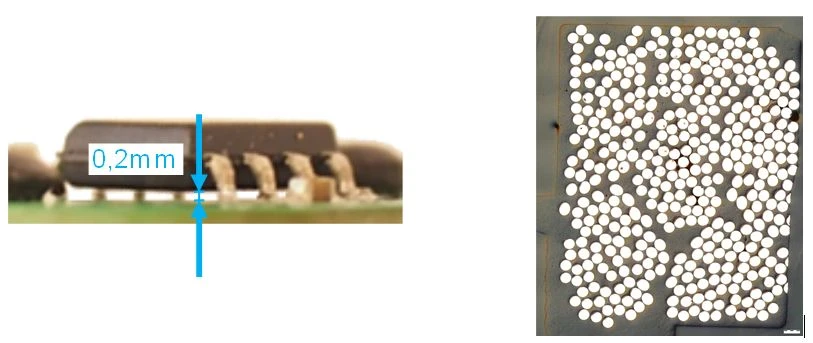
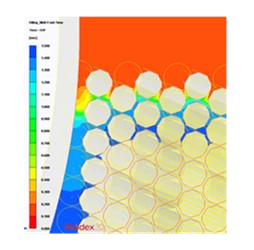
Poznatky o chování materiálu při vytvrzování prouděním mají zásadní význam pro konstrukci součástí a procesů. Například zapouzdřování elektronických součástek vyžaduje plnění forem pod sníženým tlakem, aby nedošlo k poškození citlivých elektronických součástek. Zároveň je často nutné zcela vyplnit velmi úzké mezery (obr. 4). To vyžaduje materiály se zvláště nízkou viskozitou při plnění formy (většinou speciální epoxidové pryskyřičné směsi) ve spojení s vhodným návrhem formy a procesu.
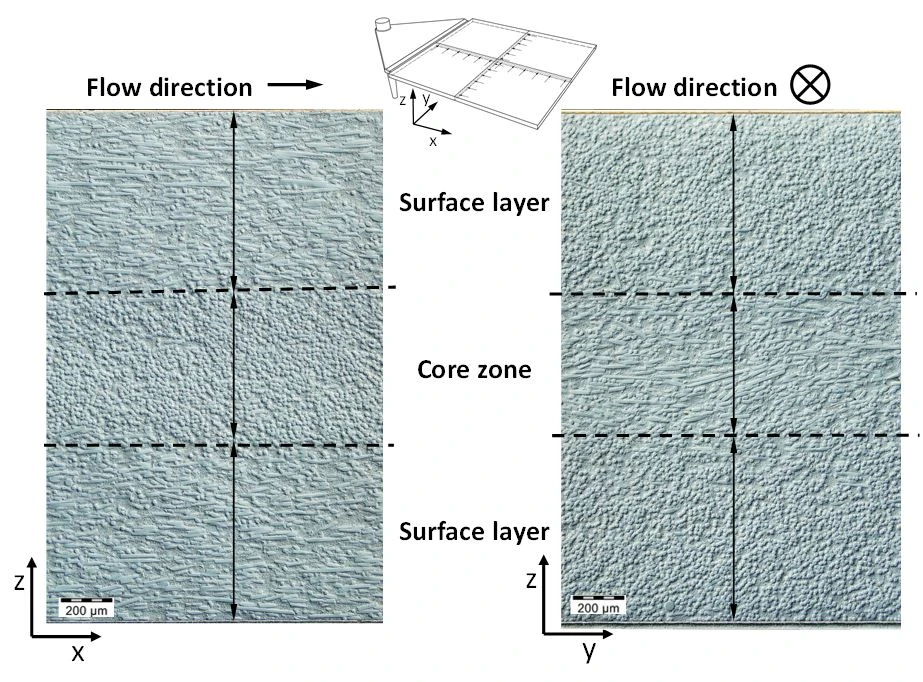
Dalším důležitým bodem, ve kterém hrají reokinetické vlastnosti důležitou roli, je tvorba struktury plniva, například orientace vláken. Vznikají dvě různé orientace vrstev (obrázek 5). Existují dvě okrajové vrstvy, v nichž jsou vlákna orientována převážně rovnoběžně se směrem toku (smykové zóny), a jedna jádrová vrstva, v níž jsou vlákna orientována převážně kolmo na směr toku (zóna bočního rozšíření). Odpovídající poměry orientovaných vrstev nad průřezem významně ovlivňují mechanické vlastnosti v různých směrech zatížení. Ty jsou kromě konstrukce formy a procesu ovlivněny reokinetickým chováním materiálu.
Metody simulace zpracování
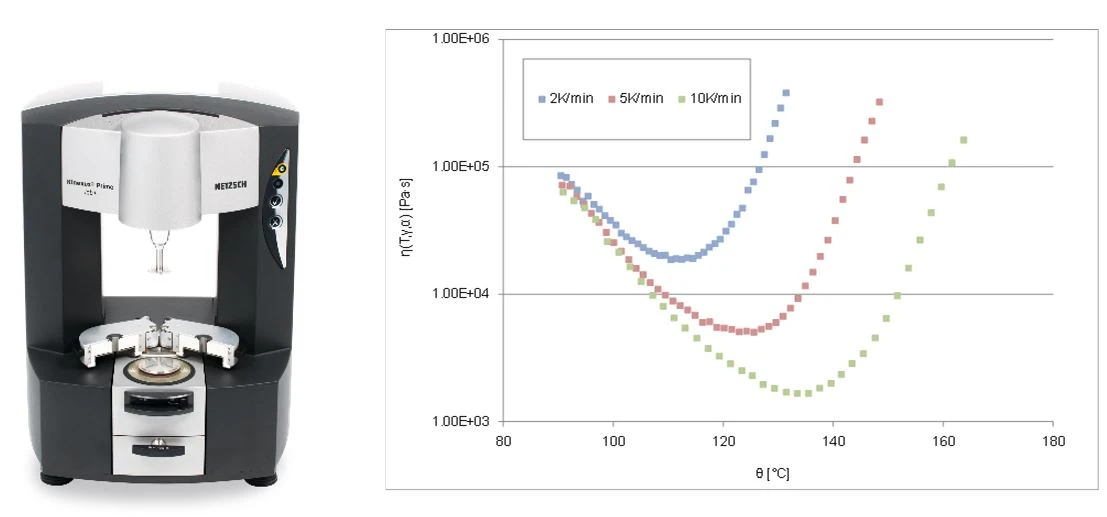
Oba výše uvedené scénáře použití ukazují, jak je důležité mít přehled o reokinetickém chování termosetových tvářecích směsí, aby bylo možné provést optimální výběr materiálu a návrh formy a procesu. Použití metod simulace zpracování (obr. 6) je důležité také proto, aby se předešlo experimentálním zkouškám metodou pokus-omyl. Proto je třeba reokinetické chování materiálu stanovit kombinací DSC a reometrie a zpřístupnit je prostřednictvím matematických modelů v softwaru pro simulaci zpracování jako "výpočetní základnu".
Jednou z možností reologického měření je využití rotace/oscilace, speciální funkce, která bude podrobně představena při analýze termosetových formovacích směsí v dalším článku.
Jednou z možností reologického měření je využití rotace/oscilace, speciální funkce, která bude podrobně představena při analýze termosetových formovacích směsí v příštím článku. Zůstaňte naladěni!
*Schwarz Plastic Technologies je poradenská společnost pro specifické problémy v plastikářském průmyslu se zaměřením na inženýrství, procesní technologie a marketing specifický pro plasty.