20.07.2023 by Prof. Dr. Ing. Sascha Englich
Reokinetik - Det processpecifika flödeshärdningsbeteendet hos termohärdande formningsmassor
Termen reokinetik används för att beskriva det reaktionsberoende reologiska beteendet hos härdplaster, vilket är av stor betydelse vid t.ex. bearbetning av härdplaster (formsprutning, transfergjutning).
Prof. Dr. Ing. Sascha Englich är professor i plastteknik vid Steinbeis University of Berlin och expert på plastmaterial och processteknik vid Schwarz Plastic Technologies*. Som en del av den nya bloggserien för optimering av formsprutning av epoxiharts med hjälp av differential scanning calorimetry och reologi har han redan presenterat rapporter om: Formsprutning av härdplaster inom e-mobilitet, Epoxihartser - reaktiva polymerer som grund för formsprutningsbara föreningar och DSC-analys av härdplaster. Den fjärde delen i vår bloggserie handlar om reokinetik.
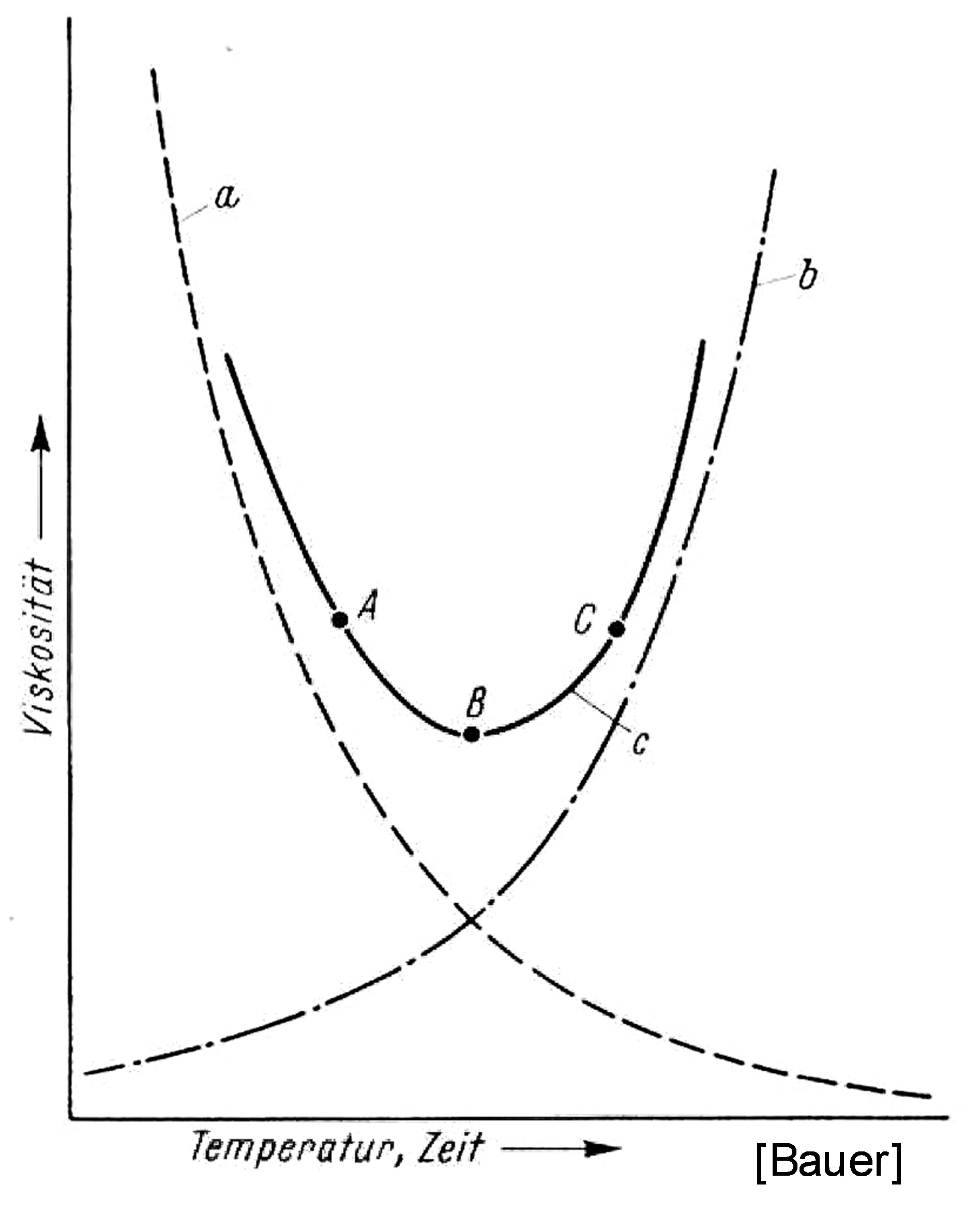
Termen reokinetik används för att beskriva det reaktionsberoende reologiska beteendet hos härdplaster, vilket är av stor betydelse vid t.ex. bearbetning av härdplaster (formsprutning, transfergjutning). Classic förenklad övervakning av flödeshärdningsbeteendet baseras vanligtvis på en s.k. "U"-kurva för viskositet/flödesförmåga, som är avsedd att representera förhållandet mellan den initiala minskningen av viskositeten på grund av en temperaturökning och den efterföljande ökningen av viskositeten på grund av progressiv molekylär tvärbindning (figur 1).
Om flödeshärdningsbeteendet hos en termohärdande gjutmassa
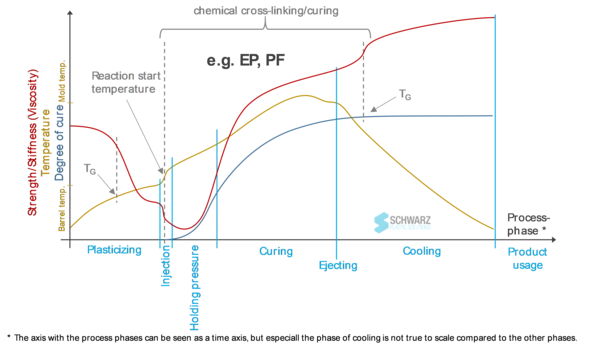
Tillämpad på en verklig tillverkningsprocess leder denna kemisk-fysikaliska interaktion till en mycket mer komplex process. Figur 2 visar en schematisk bild av flödeshärdningsbeteendet hos en termohärdande gjutförening (t.ex. epoxiharts eller fenolharts) genom en formsprutningscykel. Materialets styvhet (motsvarande viskositeten i smält tillstånd) uppvisar karakteristiska kurvor i de enskilda processfaserna. Under plastiseringen höjs massans temperatur systematiskt med hjälp av cylindervärmaren och friktion (skruvrotation) tills glasövergångsintervallet för det amorfa hartset överskrids (figur 2, gul graf). Materialet befinner sig nu i smält tillstånd. I idealfallet väljs/justeras temperaturen så att viskositeten blir så låg som möjligt, samtidigt som Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning undviks (se bloggartikeln "DSC-analys av härdplaster - tillämpning av lämplig mätmetod för olika hartstyper").
Processtillstånd under formsprutning
Under injektionsfasen, när materialet strömmar genom maskinens munstycke, värmer friktionen upp materialet så nära en relevant härdningstemperatur som möjligt på kort tid. Därför sker den molekylära tvärbindningen i en snabbare takt från denna punkt och framåt (figur 2, blå kurva). Samtidigt leder denna temperaturökning till en betydande minskning av viskositeten. Denna relativt korta processfas är viktig för processeffektivitet och kvalitet eftersom den definierar formfyllnad(reologi) utöver härdningstiden (reaktionsdynamik). Under eftertrycksfasen fortsätter viskositeten först att minska på grund av temperaturökningen (uppvärmning av formen inklusive en ExotermEn provövergång eller en reaktion är exoterm om värme genereras.exoterm tvärbindningsreaktion) och ökar slutligen när tvärbindningen fortskrider och materialet återgår till fast tillstånd (härdningsfas). Materialet/komponenten matas ut ur formen i ett varmt, fast tillstånd. Tröskelvärdet för den tvärbindningsspecifika glasomvandlingstemperaturen uppnås först under kylningen.

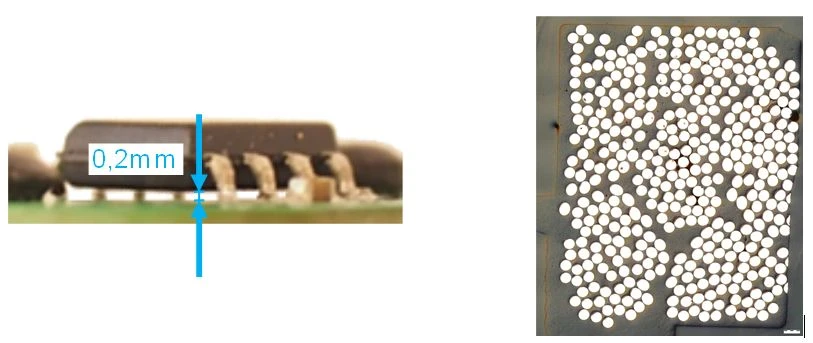
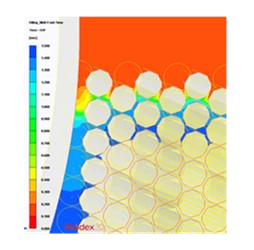
Insikt i det materialspecifika flödeshärdningsbeteendet är av grundläggande betydelse för komponent- och processdesign. Vid inkapsling av elektroniska komponenter krävs t.ex. tryckreducerad formfyllning för att känsliga elektroniska delar inte ska skadas. Samtidigt måste ofta mycket smala mellanrum fyllas helt (figur 4). Detta kräver material med särskilt låg viskositet under formfyllningen (oftast speciella epoxihartsföreningar) i kombination med lämplig form- och processdesign.
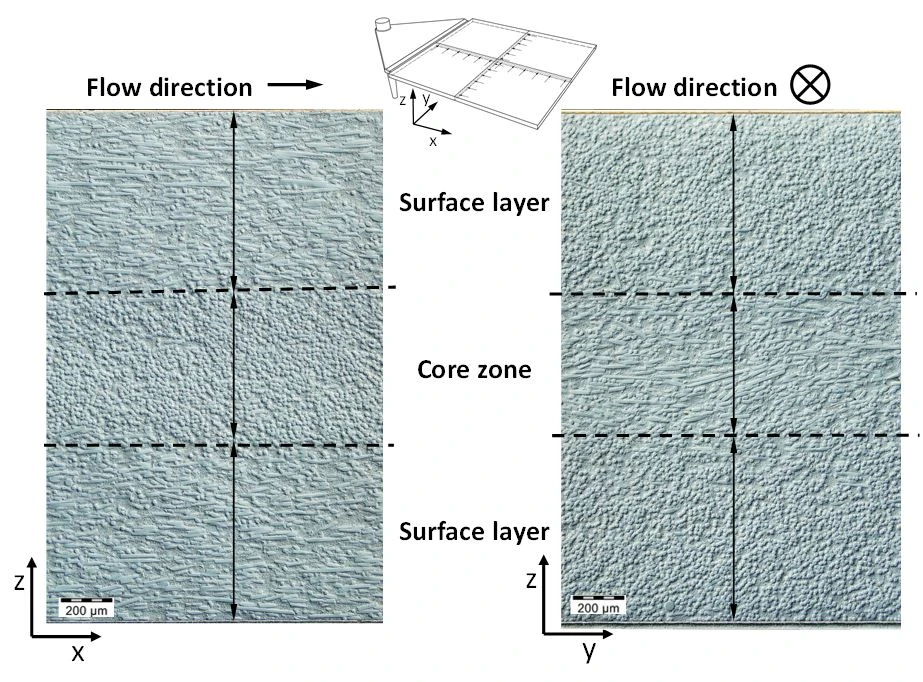
En annan viktig punkt där de reokinetiska egenskaperna spelar en viktig roll är bildandet av fillerstrukturen, t.ex. fiberorienteringen. Två olika orienteringar av skikten bildas (figur 5). Det finns två kantskikt, där fibrerna huvudsakligen är orienterade parallellt med flödesriktningen (skjuvzoner), och ett kärnskikt där fibrerna huvudsakligen är orienterade vinkelrätt mot flödesriktningen (lateral förlängningszon). De motsvarande proportionerna av de orienterade skikten ovanför tvärsnittet påverkar avsevärt de mekaniska egenskaperna i olika belastningsriktningar. Dessa påverkas av det reokinetiska materialbeteendet utöver form- och processutformningen.
Simuleringsmetoder för bearbetning
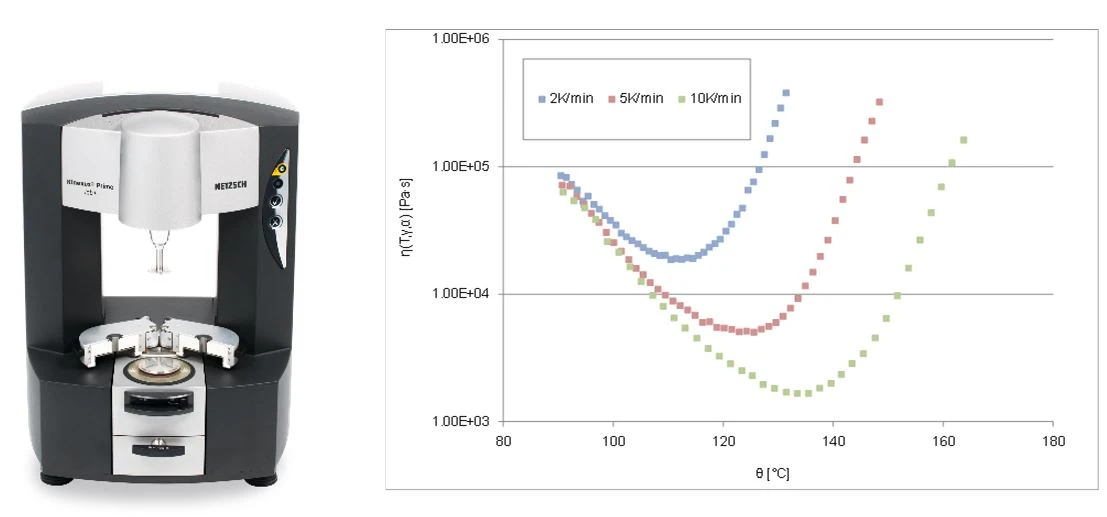
Båda de ovannämnda tillämpningsscenarierna visar hur viktigt det är att ha insikt i det reokinetiska beteendet hos härdplaster för att kunna göra optimala materialval och utforma formar och processer. Användningen av simuleringsmetoder för bearbetning (figur 6) är också viktig för att undvika experimentella försök och misstag. Därför måste det reokinetiska materialbeteendet bestämmas genom en kombination av DSC och reometri och göras tillgängligt genom matematiska modeller i programvara för bearbetningssimulering som en "beräkningsgrund".
Ett alternativ vid reologisk mätning är att använda rotation/oscillation, en speciell egenskap som kommer att presenteras i detalj vid analys av härdplaster i nästa artikel.
Ett alternativ i en reologisk mätning är att använda rotation/oscillation, den speciella egenskapen, som kommer att presenteras i detalj under analys av härdplastgjutföreningar i nästa artikel. Håll ögonen öppna!
*Schwarz plastteknologier är ett konsultföretag för specifika utmaningar inom plastindustrin med fokus på ingenjörskonst, processteknik och plastspecifik marknadsföring.