20.07.2023 by Prof. Dr. Ing. Sascha Englich
Reokinetiek - Het proces-specifieke vloei-uithardingsgedrag van thermohardende gietmassa's
De term reokinetiek wordt gebruikt om het reactieafhankelijke reologische gedrag van thermohardende materialen te beschrijven, wat bijvoorbeeld van groot belang is bij het verwerken van thermohardende vormmaterialen (spuitgieten, overgieten).
Prof. Dr. Ing. Sascha Englich is professor voor kunststoftechniek aan de Steinbeis Universiteit van Berlijn en expert voor kunststofmaterialen en procestechnologie bij Schwarz Plastic Technologies*. Als onderdeel van de nieuwe blogreeks voor optimalisatie van het spuitgieten van epoxyhars door middel van differentiële scanning calorimetrie en reologie, heeft hij al rapporten gepresenteerd over: Thermoset spuitgieten in e-mobiliteit, Epoxyharsen - reactieve polymeren als basis voor spuitgietbare compounds en DSC-analyse van thermoharders. Het vierde deel van onze blogreeks gaat helemaal over reokinetiek.
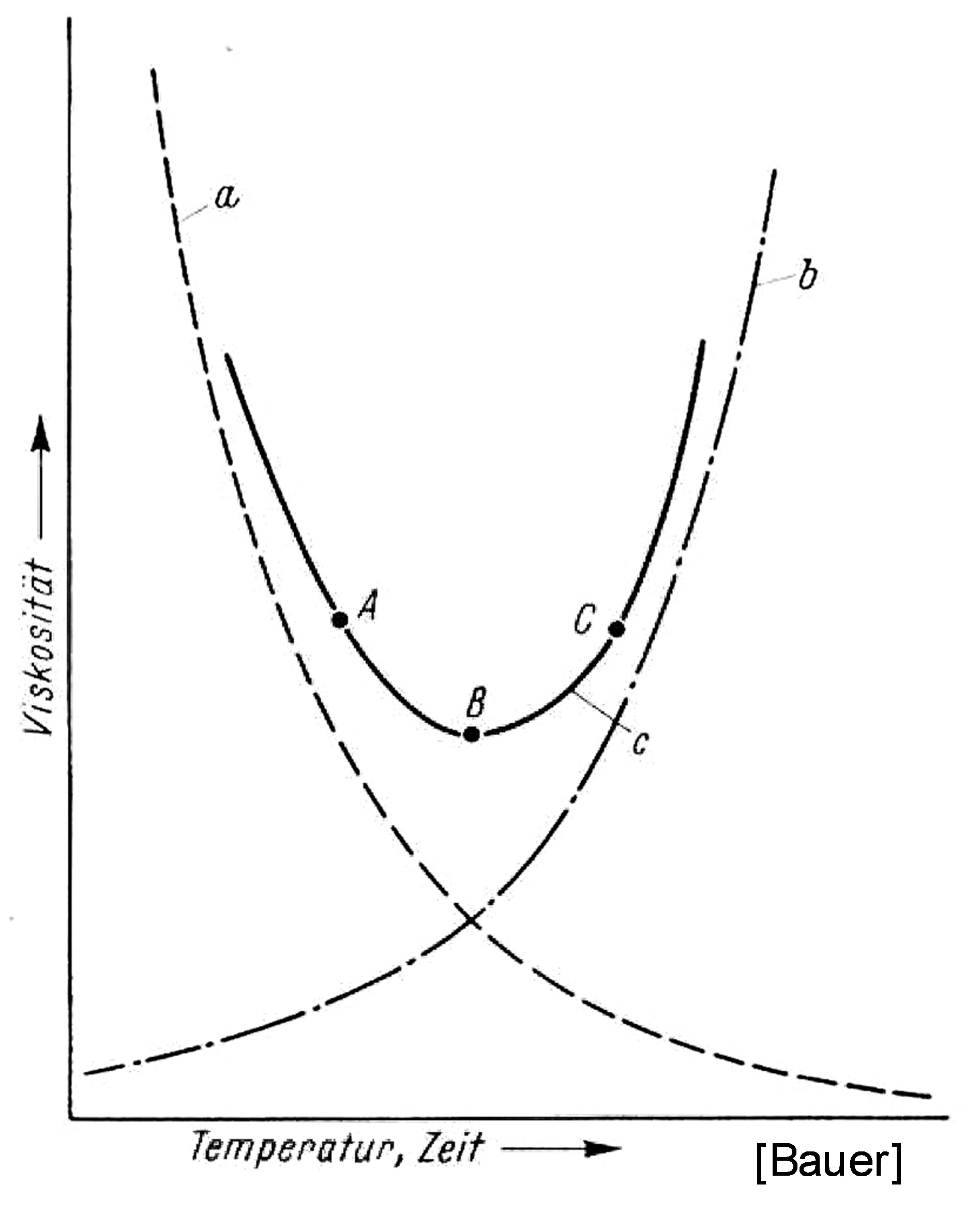
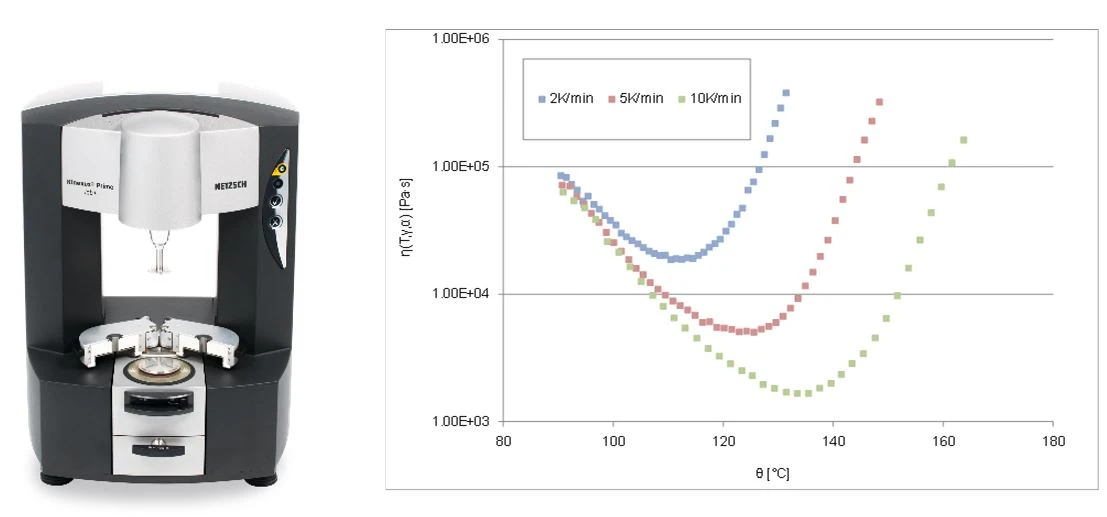
De term reokinetiek wordt gebruikt om het reactie-afhankelijke reologische gedrag van thermohardende materialen te beschrijven, wat bijvoorbeeld van groot belang is bij de verwerking van thermohardende gietverbindingen (spuitgieten, overgieten). Classic Vereenvoudigde monitoring van het vloei-uithardingsgedrag is meestal gebaseerd op een zogenaamde "U"-curve van viscositeit/vloeibaarheid, die bedoeld is om de relatie weer te geven tussen de aanvankelijke afname van de viscositeit door een temperatuurverhoging en de daaropvolgende toename van de viscositeit door progressieve moleculaire verknoping (figuur 1).
Over het vloei-uithardingsgedrag van een thermohardende gietmassa
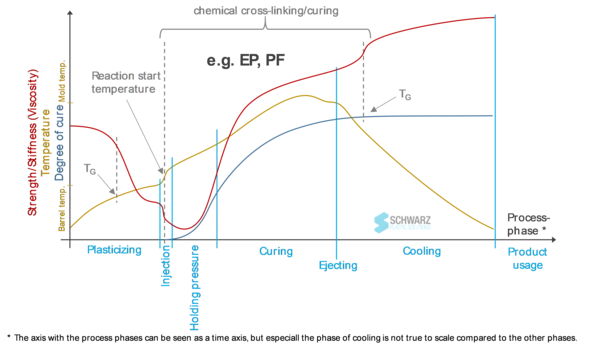
Toegepast op een echt productieproces leidt deze chemisch-fysische interactie tot een veel complexer proces. Figuur 2 toont een schematische weergave van het vloei-uithardende gedrag van een thermohardende vormverbinding (bijv. epoxyhars of fenolhars) door middel van een spuitgietcyclus. De materiaalstijfheid (die overeenkomt met de viscositeit in gesmolten toestand) vertoont karakteristieke krommen in de afzonderlijke procesfasen. Tijdens het plastificeren wordt de temperatuur van de massa systematisch verhoogd door de vatverwarming en wrijving (schroefrotatie) totdat het glasovergangsbereik van de amorfe hars wordt overschreden (figuur 2, gele grafiek). Het materiaal is nu in gesmolten toestand. Idealiter wordt de temperatuur geselecteerd/aangepast tot een zo laag mogelijke viscositeit, terwijl uitharding wordt vermeden (zie blogartikel "DSC-analyse van thermoharders - Toepassing van de juiste meetmethode voor verschillende harstypen").
Processtatussen tijdens het spuitgieten
Tijdens de injectiefase, wanneer het materiaal door de spuitmond van de machine stroomt, verhit wrijving het materiaal in korte tijd tot een relevante uithardingstemperatuur. Daarom vindt de moleculaire crosslinking vanaf dit punt versneld plaats (Figuur 2, blauwe curve). Tegelijkertijd leidt deze temperatuurstijging tot een aanzienlijke vermindering van de viscositeit. Deze relatief korte procesfase is belangrijk voor de procesefficiëntie en -kwaliteit omdat ze naast de uithardingstijd (reactiedynamiek) ook de vormvulling(reologie) bepaalt. Tijdens de na-drukfase blijft de viscositeit aanvankelijk dalen door de temperatuurstijging (matrijsverwarming inclusief een exotherme verknopingsreactie) en neemt uiteindelijk toe naarmate de verknoping vordert, waarbij het materiaal terugkeert naar de vaste toestand (uithardingsfase). Het materiaal/component wordt in een hete, vaste toestand uit de matrijs geworpen. De drempel voor de crosslinking-specifieke glasovergangstemperatuur wordt eerst bereikt tijdens het afkoelen.

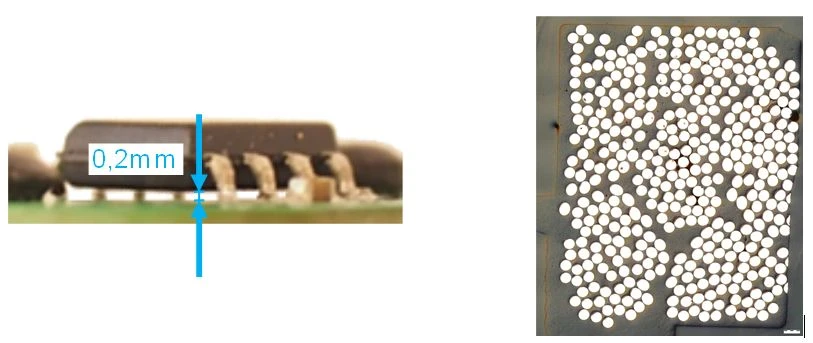
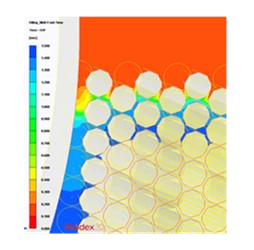
Inzicht in het materiaalspecifieke flow-curing gedrag is van fundamenteel belang voor component- en procesontwerp. Voor het inkapselen van elektronische componenten bijvoorbeeld, moet de matrijs onder druk worden gevuld om gevoelige elektronische onderdelen niet te beschadigen. Tegelijkertijd moeten zeer smalle openingen vaak volledig worden opgevuld (afbeelding 4). Dit vereist materialen met een bijzonder lage viscositeit tijdens het vullen van de matrijs (meestal speciale epoxyharsverbindingen) in combinatie met het juiste matrijs- en procesontwerp.
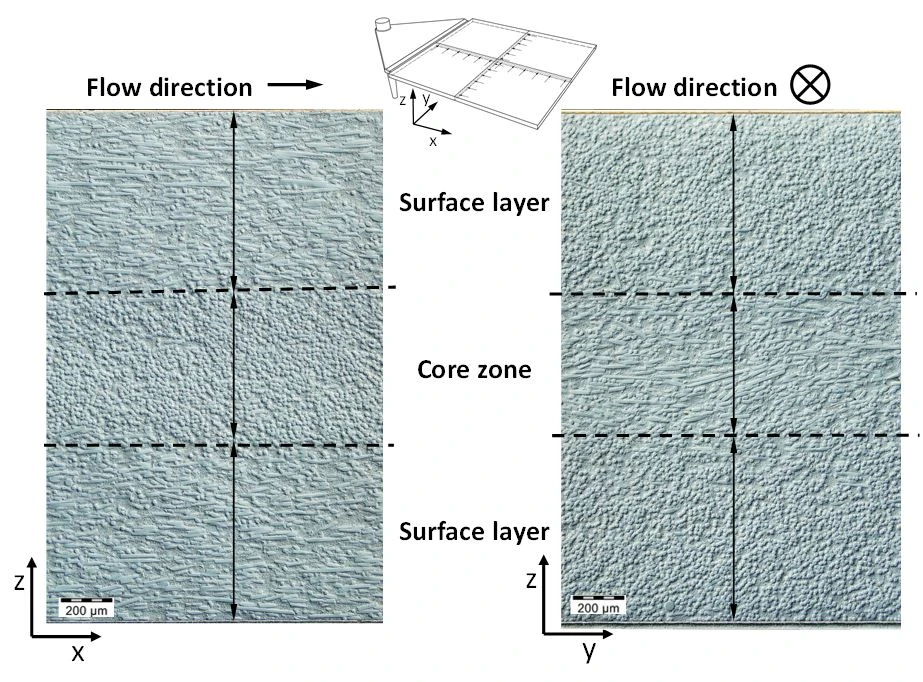
Een ander belangrijk punt waarbij de reokinetische eigenschappen een belangrijke rol spelen is de vorming van de vulstofstructuur, bijvoorbeeld vezeloriëntatie. Er worden twee verschillende oriëntaties van lagen gevormd (Figuur 5). Er zijn twee randlagen, waarin de vezels voornamelijk parallel aan de stromingsrichting zijn georiënteerd (schuifzones), en één kernlaag waarin de vezels voornamelijk loodrecht op de stromingsrichting zijn georiënteerd (laterale uitbreidingszone). De corresponderende verhoudingen van de georiënteerde lagen boven de dwarsdoorsnede beïnvloeden de mechanische eigenschappen in verschillende belastingsrichtingen aanzienlijk. Deze worden beïnvloed door het reokinetische materiaalgedrag in aanvulling op het matrijs- en procesontwerp.
Simulatiemethoden voor verwerking
Beide bovengenoemde toepassingsscenario's tonen aan hoe belangrijk het is om inzicht te hebben in het reokinetische gedrag van thermohardende spuitgietmaterialen om een optimale materiaalselectie, matrijs- en procesontwerp uit te voeren. Het gebruik van processimulatiemethoden (Figuur 6) is ook belangrijk om experimentele trial-and-error tests te vermijden. Daarom moet het reokinetische materiaalgedrag worden bepaald door een combinatie van DSC en reometrie en beschikbaar worden gemaakt via wiskundige modellen in verwerkingssimulatiesoftware als "berekeningsbasis".
Een optie in een reologische meting is het gebruik van rotatie/oscillatie, de speciale eigenschap, die in detail zal worden gepresenteerd tijdens de analyse van thermohardende gietmassa's in het volgende artikel.
Een optie in een reologische meting is het gebruik van rotatie/oscillatie, de speciale functie, die in detail zal worden gepresenteerd tijdens de analyse van thermohardende spuitgietverbindingen in het volgende artikel. Stay tuned!
*Schwarz Plastic Technologies is een adviesbureau voor specifieke uitdagingen in de kunststofindustrie met focus op engineering, procestechnologie en kunststofspecifieke marketing.