20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC-analyse van thermoharders
DSC-analyse op thermoharders - Toepassing van de juiste meetmethode voor verschillende harstypen
Prof. Dr. Ing. Sascha Englich is professor voor kunststoftechniek aan de Steinbeis Universiteit van Berlijn en expert voor kunststofmaterialen en procestechnologie bij Schwarz Plastic Technologies*. Als onderdeel van de nieuwe blogreeks voor optimalisatie van spuitgieten van epoxyhars door middel van differentiële scanning calorimetrie en reologie, presenteerde hij al de rapporten over "Thermohardend spuitgieten in de e-mobiliteit" en "Epoxyharsen - reactieve polymeren als basis voor spuitgietbare compounds".
In het artikel van vandaag leer je meer over optimalisatie van uitharding met behulp van differentiële scanning calorimetrie, afgekort DSC.
Het fundamentele chemisch-fysische werkingsprincipe van thermohardende materialen, d.w.z. de verknoping van relatief kortketenige moleculaire verbindingen om een 3-dimensionaal moleculair netwerk te vormen, en de bepaling daarvan door middel van DSC-analyse werden al beschreven in het blogartikel "Epoxyharsen - Reactieve polymeren als basis voor spuitgietbare verbindingen". In principe geldt dit ook voor alle andere industrieel relevante thermohardende materialen, zoals:
- Fenolharsen (PF)
- Onverzadigde polyesterharsen (UP)
- Vinylesterharsen (VE)
- Melamineharsen (MF)
- Ureumharsen (UF)
- Epoxyharsen (EP)
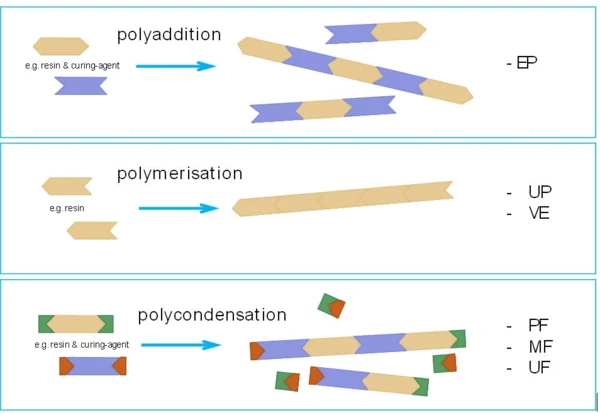
In detail zijn er echter verschillen tussen de afzonderlijke soorten thermoharders, die een aanzienlijke invloed hebben op zowel de verwerking als de analyse. Een van de redenen hiervoor is het respectieve type van crosslinkingreactie, analoog aan de synthesereacties van thermoplasten. Er wordt onderscheid gemaakt tussen polyadditie, polymerisatie en polycondensatie.
Niet alle thermoharders zijn hetzelfde
In figuur 1 worden de verschillende chemische reactieprincipes schematisch weergegeven aan de hand van eendimensionale "molecuulketens". Het belangrijkste en meest relevante verschil is dat polycondensatiereacties altijd gepaard gaan met de afscheiding van laagmoleculaire, vluchtige bijproducten bij typische verwerkingstemperaturen voor thermohardende vormmaterialen. Deze afscheidingsproducten kunnen bijvoorbeeld water of ammoniak zijn en moeten strikt in acht worden genomen bij zowel de verwerking als de analyse. Thermoharders die crosslinkeren door een polycondensatiereactie zijn onder andere fenolharsen (PF) en aminoharsen (UF, MF, MP).
Een ander type thermohardende vormmassa heeft ook vluchtige componenten, maar deze komen niet voort uit de crosslinkingreactie. Dit zijn zogenaamde BMC- en SMC-materialen(BulkMoldingCompound, SheetMoldingCompound). Dit zijn meestal compounds op basis van onverzadigd polyester (UP) of vinylester (VE), waaraan een deegachtige consistentie wordt gegeven door styreenverbindingen toe te voegen. Deze styreenverbindingen worden gedeeltelijk gepolymeriseerd, maar gaan ook gedeeltelijk verloren als vluchtige component.
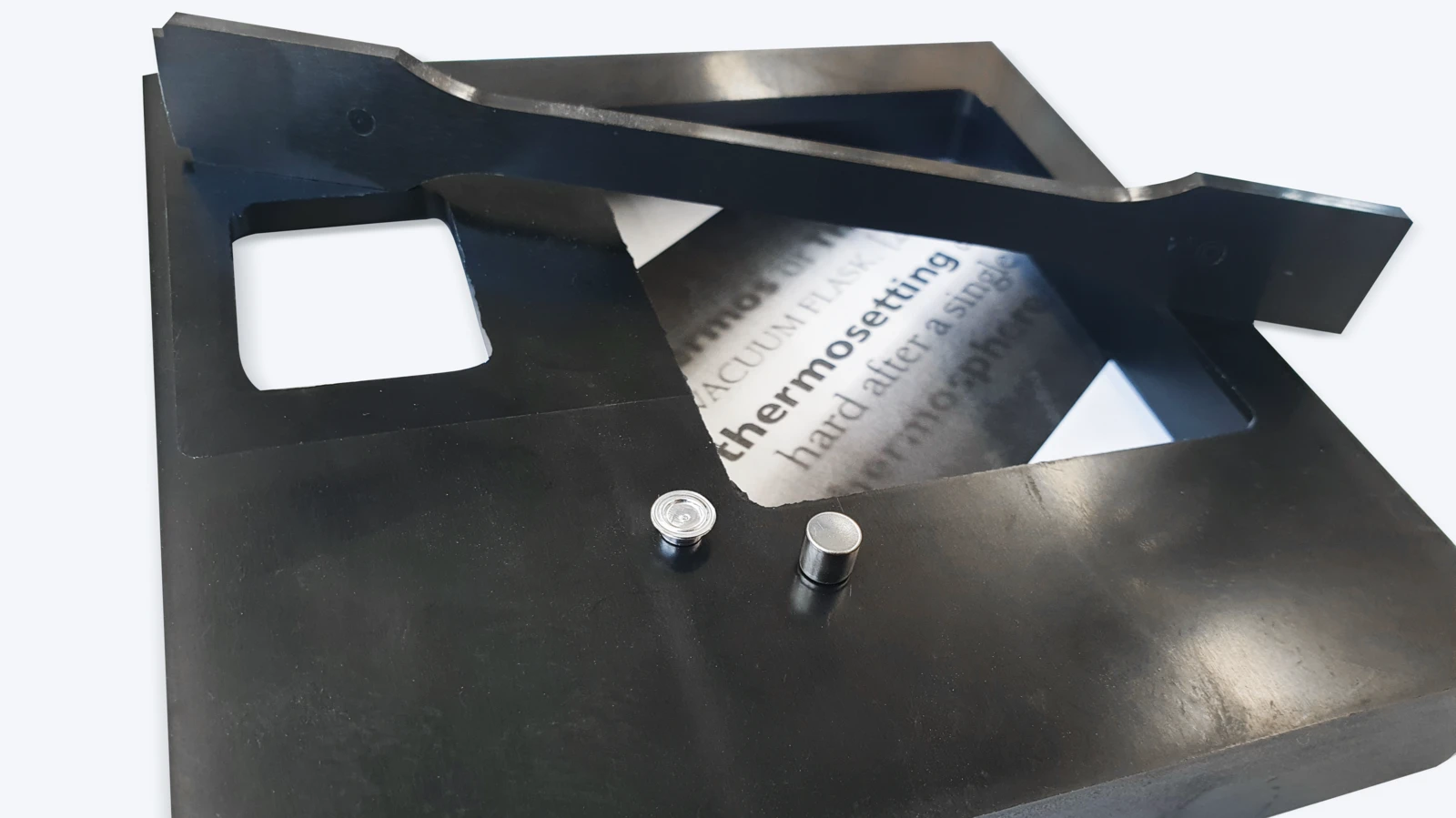
Zoals aangegeven moet er zowel bij de verwerking als bij de analyse rekening worden gehouden met vluchtige componenten. Voor DSC-analyse betekenen laagmoleculaire, vluchtige componenten enerzijds fasetransformatie van vloeibaar naar gasvormig - VerdampingDe verdamping van een element of verbinding is een faseovergang van de vloeibare fase naar damp. Er bestaan twee soorten verdamping: verdamping en koken.verdamping - tijdens de meting. Dit wordt gemeten als een EndothermEen monsterovergang of reactie is endotherm als er warmte nodig is voor de omzetting.endotherm effect in het warmtestroomsignaal en overlapt de gelijktijdig optredende verknopingsreactie. Een duidelijke karakterisering van de exotherme reactiepiek zou dus niet mogelijk zijn. (Vgl. Fehler! Verweisquelle konnte nicht gefunden werden.). Afgezien van de meetkwaliteit zelf, leiden vluchtige componenten die de meetcel van het DSC-instrument binnendringen tot ernstige verontreinigingen. Figuur 2 toont drie verschillende types DSC kroes die gebruikt worden voor de karakterisering van thermohardende gietverbindingen:

Welke kroes is de juiste?
Koudlasbare aluminium kroezen/deksels worden meestal gebruikt voor epoxy gietverbindingen (additiereactie zonder bijproducten), waarbij het deksel meestal extra doorboord is. Dit voorkomt dat het dunne deksel opbolt door de uitzetting van lucht in de kroes, wat zou resulteren in een EndothermEen monsterovergang of reactie is endotherm als er warmte nodig is voor de omzetting.endotherm effect vanwege de volumetoename.
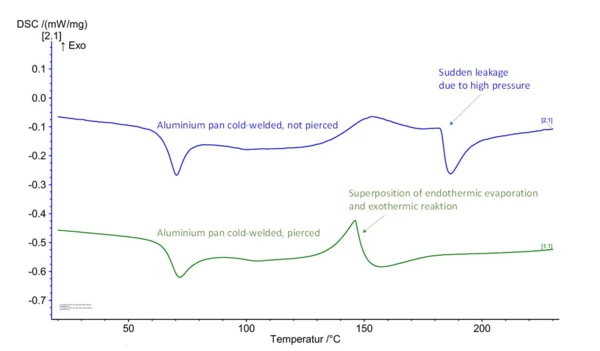
In het geval van vormsamenstellingen die vluchtige componenten bevatten of deze afgeven tijdens de verknopingsreactie - zoals fenolharsen en aminoharsen (condensatiereactie met bijproducten) en BMC- en SMC-materialen op polyester- en vinylesterbasis - is het gebruik van koudgelaste aluminium kroezen niet zinvol. In een aluminium smeltkroes zonder pieren kunnen de condensatieproducten zich aanvankelijk niet ontwikkelen, wat resulteert in een gestage drukverhoging aan de binnenkant die ook VerdampingDe verdamping van een element of verbinding is een faseovergang van de vloeibare fase naar damp. Er bestaan twee soorten verdamping: verdamping en koken.verdamping verhindert. Bij toenemende druk ontstaat plotselinge lekkage van de koudgelaste verbinding tussen de kroes en het deksel. In een doorboorde aluminium kroes kunnen de condensatieproducten vrij verdampen en ontsnappen. De endotherme verdampingsenthalpie overlapt dus de exotherme verknopingsreactie. Een zinvolle evaluatie van een reactiepiek is in beide gevallen niet mogelijk (fig. 3).
Daarom worden voor dit soort gietmassa's drukdichte stalen kroezen gebruikt. Over het algemeen worden kroezen met elastomeerafdichting gebruikt. De drukdichtheid van 20 bar is voldoende voor de typische thermohardende vormsamenstellingen, omdat het harsgehalte in de vormsamenstelling die de vluchtige componenten produceert, meestal laag is. Alleen de lage bovengrens van 250 °C (thermische toepassingsgrens van de elastomeerafdichting) kan leiden tot onvoldoende meting van de exotherme verknopingspiek bij verwarmingssnelheden hoger dan 10 tot 15 K/min. Als er bijvoorbeeld hogere verwarmingssnelheden nodig zijn voor het bepalen/modelleren van de reactiekinetiek, kunnen de geschroefde stalen kroezen ook worden gebruikt.
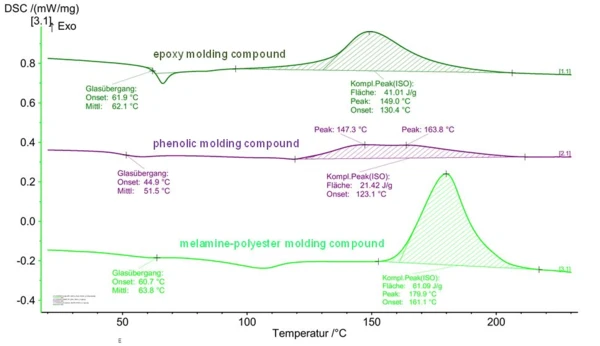
Figuur 4 toont een voorbeeld van DSC-curves voor verschillende types thermohardende gietverbindingen. De verschillende "piekvormen" voor de enthalpie van de crosslinking zijn duidelijk te zien. Op basis van de piek-evaluatie kan het belangrijkste gedrag van de verwerking/verharding worden afgeleid. Begin- en piektemperaturen geven informatie over de reactiedynamiek en, indien nodig, de invloed van katalysatoren of inhibitoren op het begin van de uitharding (temperatuur) en de uithardingssnelheid.
Aan de hand van de pieken van de fenolharsmassa in figuur 4 is ook te zien dat de meetbare thermische effecten (reactieenthalpie) deels erg laag zijn. De reden hiervoor zijn de vulniveaus van thermohardende vormmassa's, die deels erg hoog zijn. In het voorbeeld van deze fenolhars was het een materiaal met een harsgehalte van "slechts" 20%. Met dit feit moet rekening worden gehouden tijdens de monstervoorbereiding door grotere monsterhoeveelheden te gebruiken.
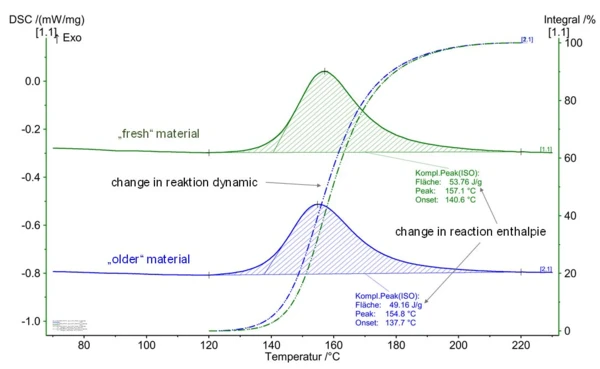
De enthalpie van de reactie kan ook gebruikt worden om conclusies te trekken over de opslagtoestand van thermohardende vormmaterialen. De "opslagtoestand" kan ook op dezelfde manier bepaald worden als de crosslinkingtoestand van bouwdelen, zoals beschreven in het blogartikel "Epoxyharsen - reactieve polymeren als basis voor spuitgietmaterialen". Figuur 5 toont de vergelijkende meting van een "verse" versus een "opgeslagen" epoxy gietverbinding. Veranderingen met betrekking tot zowel reactiedynamiek als reactieenthalpie zijn duidelijk te zien.
Optimale monstervoorbereiding en meetmethode
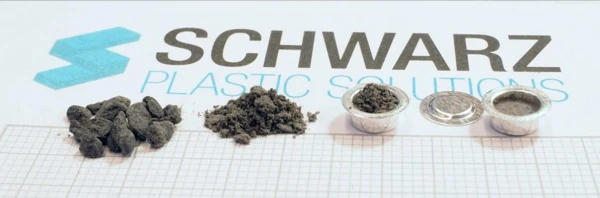
Rekening houdend met alle eigenaardigheden die typisch zijn voor thermohardende vormmaterialen, zijn de volgende criteria voor zowel monstervoorbereiding als meetmethodologie geschikt gebleken (figuur 6):
- Bereiding van de korrels tot een fijn poeder, indien mogelijk zonder thermische input (bijv. mortelleren)
- Gebruik, indien mogelijk, het volledige volume van de filterkroes voor het monster: veel reactieve massa verhoogt de signaalsterkte
- Samenpersen van het monster in de kroes door de sonde: goed contact met de bodem van de kroes; weinig lucht als thermische isolator in het monster
- Gebruik van doorboorde aluminiumkroezen voor epoxyharsen
- Gebruik van goed afgesloten stalen kroezen voor stoffen als fenolharsen, aminoharsen, onverzadigde polyesterharsen en vinylesterharsen
- Verwarmingssnelheden van 20 K/min voor aluminiumkroezen en 10 K/min voor stalen kroezen
- Toepassing van een tweede verhitting (volledig uitgehard monster in de kroes) voor basislijncorrectie vergemakkelijkt piekevaluatie
In het volgende artikel zal Prof. Dr. Ing. Sascha Englich verslag doen van de kinetische simulatie van het proces. Blijf op de hoogte!
*Schwarz Plastic Technologies is een adviesbureau voor specifieke uitdagingen in de kunststofindustrie met focus op engineering, procestechnologie en kunststofspecifieke marketing.

