20.02.2023 by Prof. Dr. Ing. Sascha Englich
熱硬化性樹脂のDSC分析
熱硬化性樹脂のDSC分析 - 樹脂の種類に応じた適切な測定方法の適用
Dr. Ing. Sascha Englich教授は、ベルリン・シュタインバイス 大学のプラスチック工学教授であり、シュワルツ・プラスチック・テクノロジーズ*のプラスチック材料とプロセス技術の専門スタッフです。示差走査熱量測定とレオロジーを用いたエポキシ樹脂射出成形の最適化に関する新しいブログシリーズの一環として、同氏はすでに「E-モビリティにおける熱硬化性射出成形」と「エポキシ樹脂-射出成形可能なコンパウンドの基礎としての反応性ポリマー」に関するレポートを発表しています。
今日の記事では、示差走査熱量測定(DSC)による硬化の最適化について詳しく説明します。
熱硬化性材料の基本的な化学的・物理的機能原理、すなわち、比較的短鎖の分子化合物が架橋して3次元の分子ネットワークを形成することと、DSC分析によるその決定については、ブログ記事「エポキシ樹脂-射出成形可能なコンパウンドの基礎としての反応性ポリマー」ですでに説明した。原理的には、これは工業的に関連する他のすべての熱硬化性材料にも適用されます:
- フェノール樹脂(PF)
- 不飽和ポリエステル樹脂(UP)
- ビニルエステル樹脂(VE)
- メラミン樹脂(MF)
- 尿素樹脂(UF)
- エポキシ樹脂(EP)
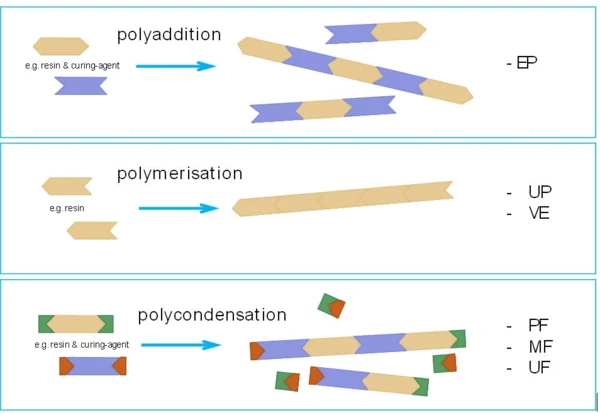
しかし、詳細には、個々の熱硬化性樹脂の種類によって違いがあり、これは加工と分析の両方に大きな影響を与える。その理由の一つは、熱可塑性プラスチックの合成反応に類似した、それぞれの架橋反応のタイプである。重付加、重合、重縮合は区別される。
すべての熱硬化性樹脂が同じではない
図1では、異なる化学反応原理を一次元の "分子鎖 "を用いた模式図で示しています。 最も重要で関連性のある違いは、重縮合反応は一般的な熱硬化性成形材料の加工温度下では常に低分子で揮発性の副生成物の分離を伴って起こるということです。これらの分離生成物は、例えば水やアンモニアであり、処理と分析の両方において厳密に考慮されなければならない。重縮合反応によって架橋する熱硬化性樹脂には、フェノール樹脂(PF)やアミノ樹脂(UF、MF、MP)がある。
また、架橋反応によらない揮発成分を持つ熱硬化性成形材料として、いわゆるBMC材料やSMC材料(BulkMoldingCompound、SheetMoldingCompound)があります。これらは主に不飽和ポリエステル(UP)またはビニルエステル(VE)をベースとしたコンパウンドで、スチレン化合物を添加することにより生地状のコンシステンシーが付与される。これらのスチレン化合物は、一部は重合するが、一部は揮発成分として失われる。
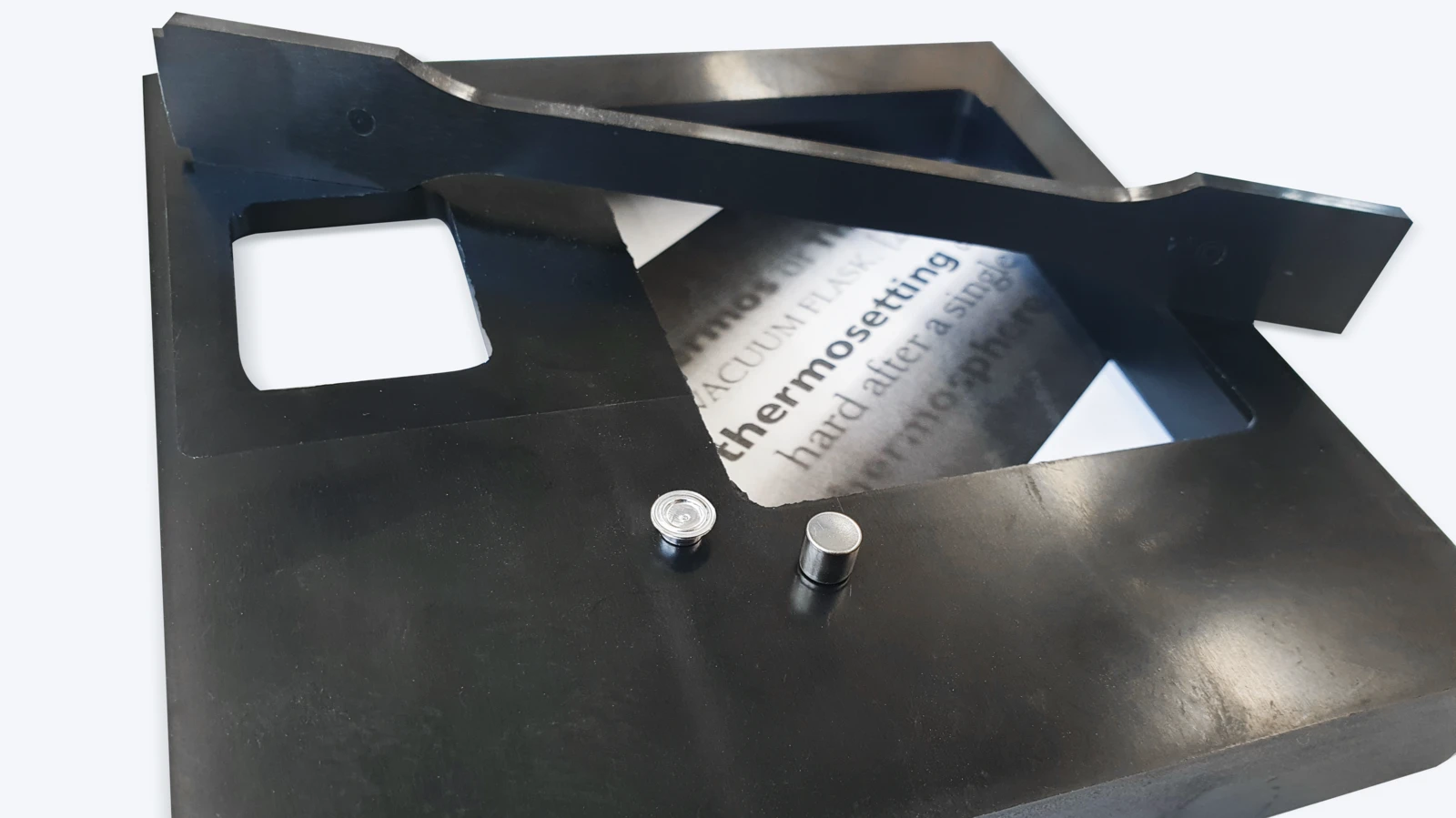
このように、揮発成分は加工と分析の両方で考慮されなければならない。DSC分析において、低分子の揮発性成分とは、一方では測定中に液体から気体への相変態、すなわち蒸発を意味する。これはヒートフロー信号の吸熱(吸熱性)として測定され、同時に起こる架橋反応と重なる。そのため、発熱(発熱性)反応ピークの明確な特性評価は不可能である。(エラーが発生しました!).測定品質そのものとは別に、DSC装置の測定セルに入り込む揮発性成分は、深刻な汚染につながる。図2は、熱硬化性成形化合物の特性評価に使用される3種類のDSCるつぼを示しています:

どの容器が正しいのか?
冷間溶接可能なアルミニウム製るつぼ/容器は、一般的にエポキシ樹脂成形化合物(副生成物のない付加反応)に採用され、これにより蓋は通常、追加的に貫通する。これにより、容器内の空気の膨張による薄い蓋の膨らみが防止され、容積の増加による吸熱(吸熱性)効果が得られる。
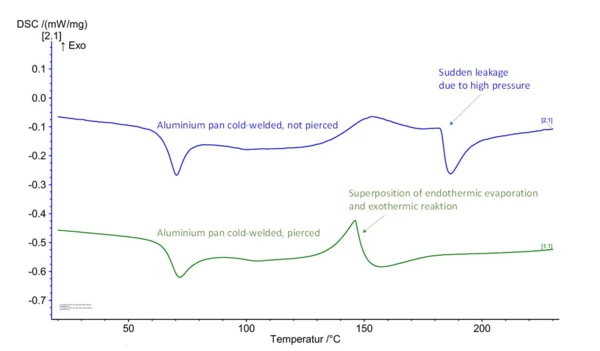
揮発性成分を含むか、または架橋反応中に揮発性成分を放出する成形化合物 - これには、フェノール樹脂およびアミノ樹脂(副生成物との縮合反応)、ならびにポリエステルおよびビニルエステルベースのBMCおよびSMC材料が含まれる - の場合、冷間溶接アルミニウムるつぼの使用は好都合ではない。穴の開いていないアルミるつぼでは、凝縮生成物が最初は発生できず、その結果、内部の圧力が安定的に上昇し、蒸発も妨げられる。圧力が上昇すると、冷間溶接された容器と蓋の接続部から突然の漏れが発生する。穴のあいたアルミるつぼでは、凝縮生成物は自由に蒸発して逃げることができる。吸熱(吸熱性)蒸発エンタルピーは、発熱(発熱性)架橋反応と重なる。どちらの場合も、反応ピークの意味のある評価は不可能である(図3)。
これが、この種の成形コンパウンドに圧力密閉鋼製容器が採用される理由である。一般的には、エラストマーシール付きの密閉容器が使用される。一般的な熱硬化性成形コンパウンドは、揮発成分を生成する成形コンパウンド中の樹脂含有量が通常低いため、20 barの気密性で十分である。250℃という低い上限温度(エラストマーシールの熱的適用限界)だけでは、10~15K/分より高い加熱速度では発熱(架橋性)ピークの測定が不十分になる可能性がある。例えば、反応速度論の決定/モデリングに高い加熱速度が必要な場合、スクリュー付き鋼製容器も採用できる。
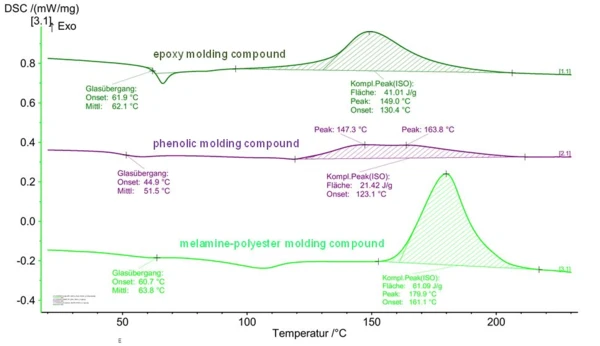
図4は、異なるタイプの熱硬化性成形コンパウンドのDSC曲線の例を示している。架橋エンタルピーの異なる「ピーク形状」が明瞭に見て取れる。ピークの評価に基づいて、加工/硬化の主な挙動を導き出すことができます。反応開始温度とピーク温度から、反応ダイナミクスに関する情報が得られ、必要に応じて、硬化開始(温度)と硬化速度に対する触媒や阻害剤の影響もわかる。
図4のフェノール樹脂成形コンパウンドのピークを用いると、測定可能な熱効果(反応エンタルピー)が部分的に非常に低いこともわかる。この理由は、熱硬化性成形コンパウンドの充填レベルが部分的に非常に高いためである。このフェノール樹脂の例では、樹脂含有率「わずか」20%の材料であった。この事実は、試料調製時に、より高い試料量を使用することによって考慮されるべきである。
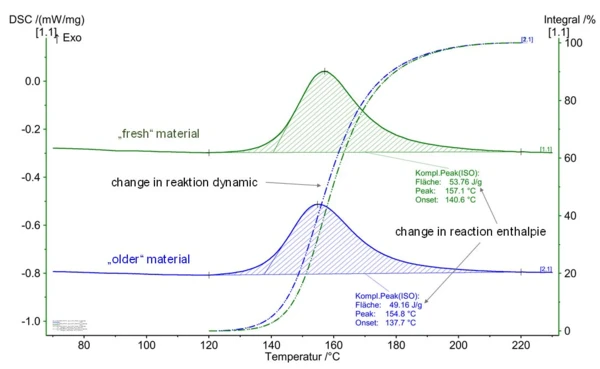
反応エンタルピーは、熱硬化性成形コンパウンドの貯蔵状態に関する結論を導き出すためにも使用できる。貯蔵状態」は、ブログ記事「エポキシ樹脂-射出成形可能なコンパウンドの基礎としての反応性ポリマー」で説明したように、建築部品の架橋状態と同じ方法で決定することもできます。図5は、「新鮮な」エポキシ樹脂成形材料と「貯蔵された」エポキシ樹脂成形材料との比較測定結果です。反応動力学と反応エンタルピーの両方に関する変化がはっきりと見て取れる。
最適な試料調製と測定方法
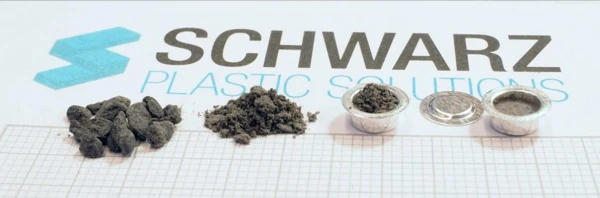
熱硬化性成形コンパウンドの一般的な特徴をすべて考慮すると、試料の調製と測定方法の両方について、以下の基準が適切であることが証明されている(図6):
- 可能であれば熱を加えずに顆粒を微粉末に調製する(例:すり鉢状)。
- 可能であれば、容器容積全体を試料に利用する:反応性物質が多いと信号強度が高まる。
- プローブによるるつぼ内の試料の圧縮:るつぼ底部との良好な接触、試料内の断熱材としての空気の少なさ。
- エポキシ樹脂用の貫通アルミニウムるつぼの使用
- フェノール樹脂、アミノ樹脂、不飽和ポリエステル樹脂およびビニルエステル樹脂などの物質には、密閉スチールるつぼを使用。
- アルミニウムるつぼの加熱速度は20 K/分、スチールるつぼの加熱速度は10 K/分
- ベースライン補正のための2回目の加熱(容器内の試料全体が硬化)の実施により、ピークの評価が容易
次回は、サッシャ・エングリッヒ教授が、このプロセスの動力学シミュレーションについて報告する。ご期待ください!
*シュワルツ・プラスチック・テクノロジーズは、エンジニアリング、プロセス技術、プラスチックに特化したマーケティングを中心に、プラスチック産業における特定の課題に対応するコンサルティング会社です。

