20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC-analyysi kestomuoville
DSC-analyysi kestomuoville - sopivan mittausmenetelmän soveltaminen eri hartsityypeille
Prof. Dr. Ing. Sascha Englich on Berliinin Steinbeis-yliopiston muovitekniikan professori ja Schwarz Plastic Technologiesin* muovimateriaalien ja prosessitekniikan asiantuntija. Osana uutta blogisarjaa epoksihartsin ruiskuvalun optimoinnista differentiaalisen pyyhkäisykalorimetrian ja reologian avulla hän on jo esitellyt raportit "Thermosetting Injection Molding in E-Mobility" sekä "Epoxy Resins - Reactive Polymers as a Basis for Injection-Moldable Compounds".
Tämänpäiväisessä artikkelissa kuulet lisää kovettumisen optimoinnista differentiaalisen pyyhkäisykalorimetrian, lyhyesti DSC, avulla.
Kestomuovimateriaalien kemiallis-fysikaalista perusperiaatetta, eli suhteellisen lyhytketjuisten molekyyliyhdisteiden ristisilloittumista kolmiulotteisen molekyyliverkoston muodostamiseksi, ja sen määrittämistä DSC-analyysin avulla kuvattiin jo blogiartikkelissa "Epoksihartsit - reaktiiviset polymeerit ruiskuvalettavien yhdisteiden perustana". Periaatteessa tämä pätee myös kaikkiin muihin teollisesti merkityksellisiin kestokovetteisiin materiaaleihin, kuten esim:
- Fenolihartsit (PF)
- Tyydyttymättömät polyesterihartsit (UP)
- Vinyyliesterihartsit (VE)
- Melamiinihartsit (MF)
- Ureahartsit (UF)
- Epoksihartsit (EP)
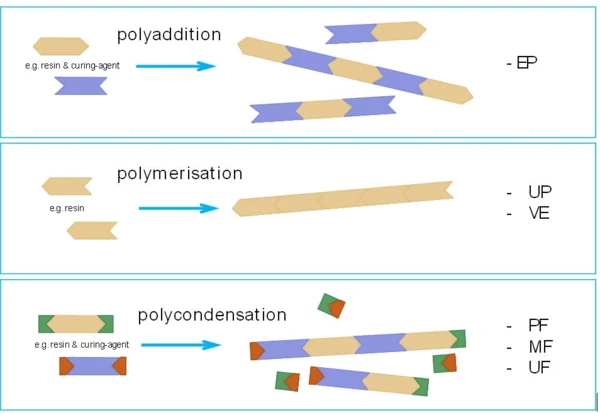
Yksittäisten kestomuovityyppien välillä on kuitenkin eroja, jotka vaikuttavat merkittävästi sekä käsittelyyn että analysointiin. Yksi syy tähän on kunkin tyypin ristisilloitusreaktio, joka on analoginen kestomuovien synteesireaktioiden kanssa. Polyaddition, polymerisaation ja polykondensaation välillä tehdään ero.
Kaikki kestomuovit eivät ole samanlaisia
Kuvassa 1 on esitetty erilaiset kemialliset reaktioperiaatteet käyttäen yksiulotteisia "molekyyliketjuja". Tärkein ja olennaisin ero on se, että polykondensaatioreaktiot tapahtuvat aina siten, että pienimolekyyliset, haihtuvat sivutuotteet erottuvat lämpökovettuvien muovausyhdisteiden tyypillisissä käsittelylämpötiloissa. Nämä erkaantumistuotteet voivat olla esimerkiksi vettä tai ammoniakkia, ja ne on otettava tarkasti huomioon sekä käsittelyssä että analysoinnissa. Polykondensaatioreaktiolla ristisilloittuvia kestomuoveja ovat fenolihartsit (PF) sekä aminohartsit (UF, MF, MP).
Myös toisenlaisissa lämpökovettuvissa valumassoissa on haihtuvia komponentteja, jotka eivät kuitenkaan ole tulosta silloitusreaktiosta. Nämä ovat niin sanottuja BMC- ja SMC-materiaaleja(BulkMoldingCompound, SheetMoldingCompound). Nämä ovat useimmiten tyydyttymättömään polyesteriin (UP) tai vinyyliesteriin (VE) perustuvia yhdisteitä, joille annetaan taikinamainen koostumus lisäämällä styreeniyhdisteitä. Nämä styreeniyhdisteet polymerisoituvat osittain, mutta myös haihtuvat osittain haihtuvina komponentteina.
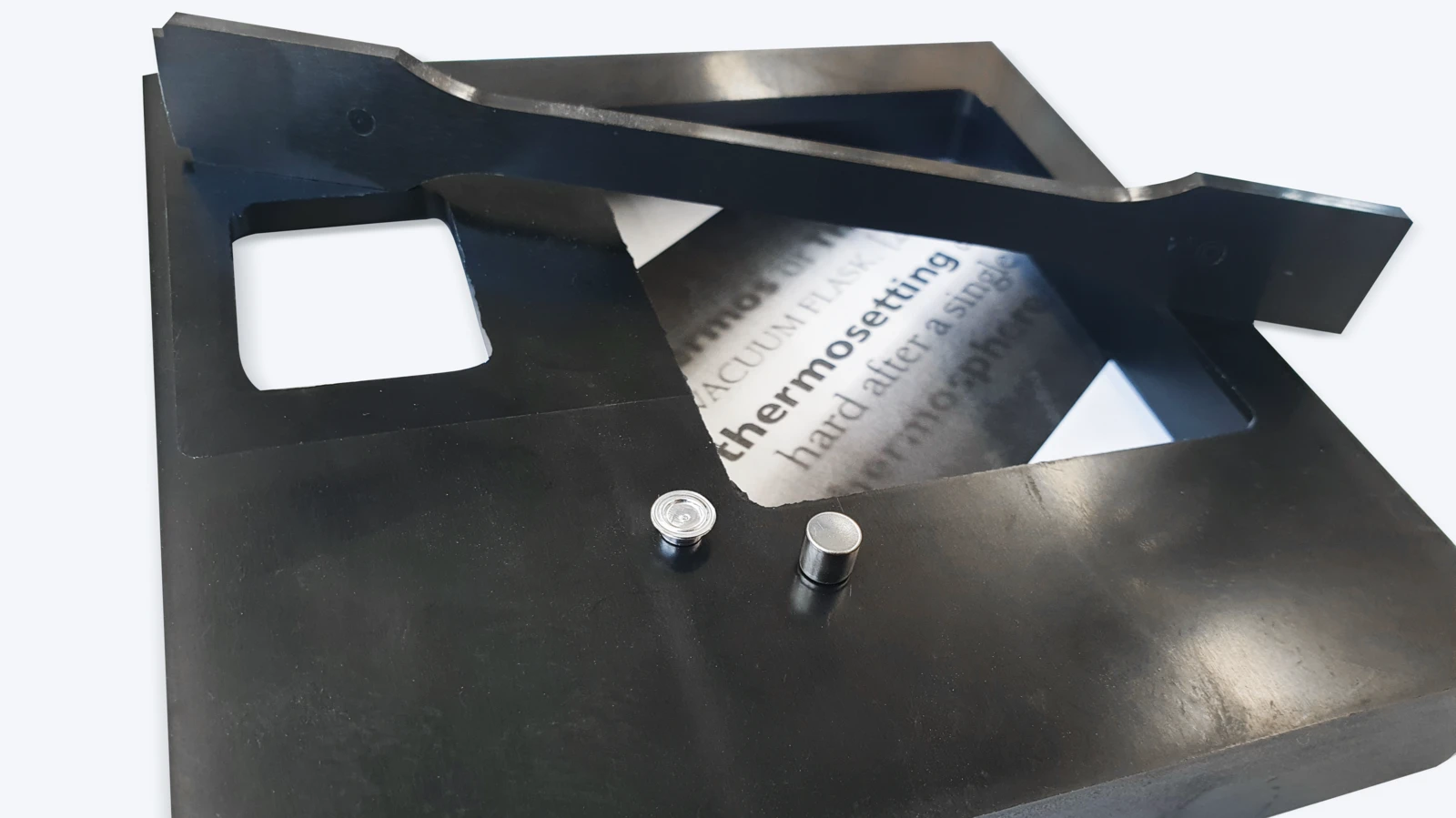
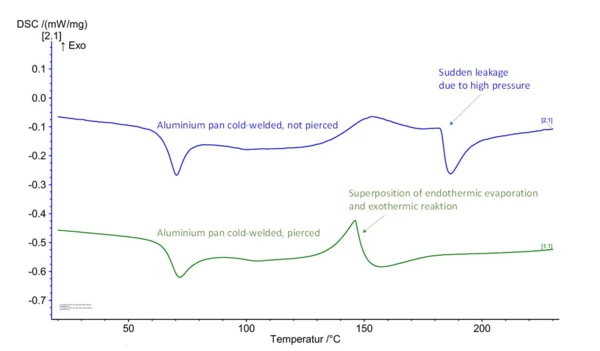
Kuten edellä on todettu, haihtuvat komponentit on otettava huomioon sekä käsittelyssä että analysoinnissa. DSC-analyysissä haihtuvat pienimolekyyliset komponentit merkitsevät toisaalta faasin muuttumista nesteestä kaasumaiseksi - haihtumista - mittauksen aikana. Tämä mitataan endotermisenä vaikutuksena lämpövirtasignaalissa, ja se peittää samanaikaisesti tapahtuvan ristisilloitusreaktion. Eksotermisen reaktiohuipun selkeä karakterisointi ei näin ollen olisi mahdollista. (Vgl. Fehler! Verweisquelle konnte nicht gefunden werden.). Itse mittauksen laadun lisäksi DSC-laitteen mittauskennoon pääsevät haihtuvat komponentit aiheuttavat vakavia epäpuhtauksia. Kuvassa 2 esitetään kolme erilaista DSC-astiatyyppiä, joita käytetään lämpökovettuvien valumassojen karakterisointiin:

Mikä on oikea upokas?
Kylmähitsattavia alumiinisia upokkaita/kansia käytetään tyypillisesti epoksivaluyhdisteiden valmistukseen (lisäysreaktio ilman sivutuotteita), jolloin kansi on yleensä lisäksi lävistetty. Tämä estää ohutta kantta pullistumasta upokkaassa olevan ilman laajenemisen vuoksi, mikä aiheuttaisi endotermisen vaikutuksen tilavuuden lisääntymisen vuoksi.
Kun kyseessä ovat valumassat, jotka sisältävät haihtuvia komponentteja tai vapauttavat niitä ristisilloitusreaktion aikana - näitä ovat mm. fenolihartsit ja aminohartsit (kondensaatioreaktio sivutuotteiden kanssa) sekä polyesteri- ja vinyyliesteripohjaiset BMC- ja SMC-materiaalit - ei ole tarkoituksenmukaista käyttää kylmähitsattuja alumiinisia upokkaita. Hitsaamattomassa alumiiniupokkaassa kondensaatiotuotteet eivät pääse aluksi kehittymään, mikä johtaa tasaiseen paineen nousuun sisäpuolella, mikä myös estää haihtumisen. Paineen kasvaessa kylmähitsatun upokkaan ja kannen liitos vuotaa äkillisesti. Lävistetyssä alumiinisessa upokkaassa kondenssituotteet voivat haihtua ja poistua vapaasti. EndoterminenNäytteen siirtyminen tai reaktio on endoterminen, jos muuntumiseen tarvitaan lämpöä.Endoterminen haihtumisen entalpia on siten päällekkäinen eksotermisen ristisilloitusreaktion kanssa. Reaktiopiikin mielekäs arviointi ei ole mahdollista kummassakaan tapauksessa (kuva 3).
Tästä syystä tällaisten valumassojen valmistukseen käytetään painetiiviitä teräsastioita. Yleensä käytetään tiiviisti puristettuja upokkaita, joissa on elastomeeritiiviste. Tyypillisille lämpökovettuville valumassoille riittää 20 baarin painetiiviys, koska haihtuvia komponentteja tuottavan valumassan hartsipitoisuus on yleensä alhainen. Ainoastaan alhainen 250 °C:n lämpötilan yläraja (elastomeeritiivisteen terminen käyttöraja) voi johtaa siihen, että eksotermisen ristisilloittumishuipun mittaus on riittämätön, kun lämmitysnopeus on yli 10-15 K/min. Jos esimerkiksi reaktiokinetiikan määrittämiseksi/mallintamiseksi tarvitaan suurempia lämmitysnopeuksia, voidaan käyttää myös ruuvattuja teräsupokkaita.
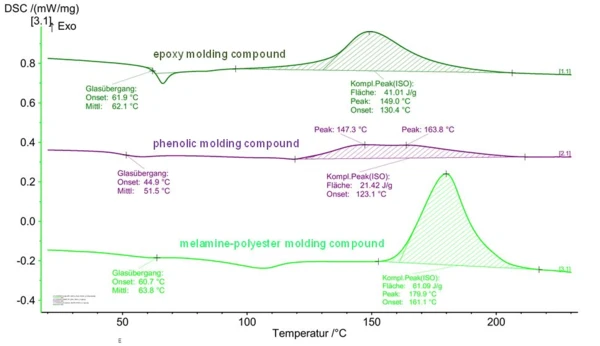
Kuvassa 4 on esimerkki DSC-käyristä erityyppisille lämpökovettuville valumassoille. Ristisilloittumisen entalpian erilaiset "huippumuodot" ovat selvästi nähtävissä. Huippujen arvioinnin perusteella voidaan näin ollen johtaa prosessoinnin/kovettumisen pääkäyttäytyminen. Alku- ja huippulämpötiloista saadaan tietoa reaktion dynamiikasta ja tarvittaessa katalyyttien tai inhibiittoreiden vaikutuksesta kovettumisen alkamiseen (lämpötila) ja kovettumisnopeuteen.
Kuvassa 4 esitettyjen fenolihartsimuovausyhdisteen huippulämpötilojen avulla voidaan myös havaita, että mitattavissa olevat lämpövaikutukset (reaktioentalpia) ovat osittain hyvin pieniä. Syynä tähän ovat lämpökovettuvien muottiyhdisteiden täyttöasteet, jotka ovat osittain hyvin korkeita. Tässä esimerkissä fenolihartsi oli materiaalia, jonka hartsipitoisuus oli "vain" 20 %. Tämä seikka olisi otettava huomioon näytteenvalmistuksessa käyttämällä suurempia näytemääriä.
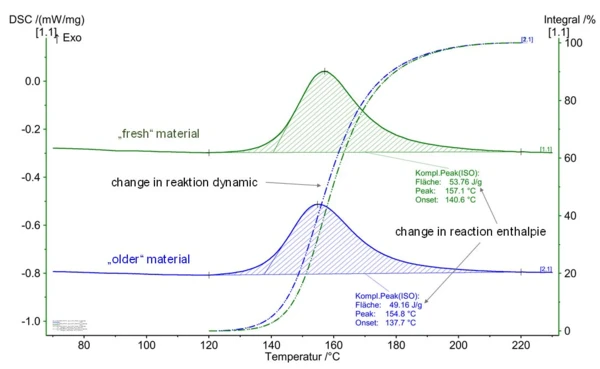
Reaktioentalpiasta voidaan myös tehdä päätelmiä lämpökovettuvien muottiyhdisteiden varastointitilasta. "Varastointitila" voidaan määrittää myös samalla tavalla kuin rakennusosien silloitustila, kuten blogiartikkelissa "Epoksihartsit - reaktiiviset polymeerit ruiskuvalettavien seosten perustana" on kuvattu. Kuvassa 5 esitetään vertailumittaus "tuoreesta" ja "varastoidusta" epoksimuovausmassasta. Muutokset sekä reaktion dynamiikassa että reaktioentalpiassa ovat selvästi nähtävissä.
Näytteen optimaalinen valmistelu ja mittausmenetelmä
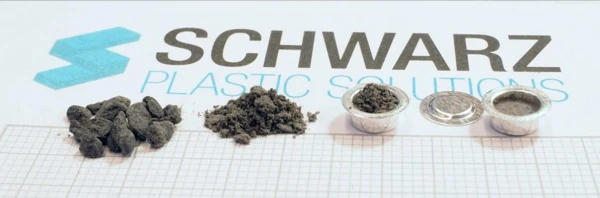
Kun otetaan huomioon kaikki lämpökovettuville valumassoille tyypilliset erityispiirteet, seuraavat kriteerit sekä näytteen valmistusta että mittausmenetelmiä varten ovat osoittautuneet asianmukaisiksi (kuva 6):
- Rakeiden valmistaminen hienoksi jauheeksi, mahdollisuuksien mukaan ilman lämpövaikutusta (esim. laastittamalla)
- Koko upokkaan tilavuuden hyödyntäminen näytteenottoon, jos mahdollista: suuri määrä reaktiivista massaa lisää signaalin voimakkuutta
- Näytteen tiivistäminen upokkaassa anturin avulla: hyvä kosketus upokkaan pohjaan; vähän ilmaa lämpöeristeenä näytteessä
- Lävistettyjen alumiinisten upokkaiden käyttö epoksihartseille
- Tiiviisti suljettujen teräsupokkaiden käyttö sellaisille aineille kuin fenolihartsit, aminohartsit, tyydyttymättömät polyesterihartsit ja vinyyliesterihartsit
- Lämmitysnopeus on 20 K/min alumiiniupokkaissa ja 10 K/min teräsupokkaissa
- Toinen lämmitys (täysin kovettunut näyte upokkaassa) perusviivan korjausta varten helpottaa piikkien arviointia
Seuraavassa artikkelissa Prof. Dr. Ing. Sascha Englich raportoi prosessin kineettisestä simuloinnista. Pysy kuulolla!
*Schwarz Plastic Technologies on konsulttiyritys, joka vastaa muoviteollisuuden erityishaasteisiin ja keskittyy suunnitteluun, prosessitekniikkaan ja muovikohtaiseen markkinointiin.

