20.02.2023 by Prof. Dr. Ing. Sascha Englich
Analyse DSC des thermodurcissables
Analyse DSC des thermodurcissables - Application de la méthodologie de mesure appropriée pour différents types de résines
Sascha Englich est professeur de génie plastique à l'université Steinbeis de Berlin et expert en matériaux plastiques et en technologie des procédés chez Schwarz Plastic Technologies*. Dans le cadre de la nouvelle série de blogs sur l'optimisation du moulage par injection des résines époxydes au moyen de la calorimétrie différentielle à balayage et de la rhéologie, il a déjà présenté les rapports intitulés "Thermosetting Injection Molding in E-Mobility" et "Epoxy Resins - Reactive Polymers as a Basis for Injection-Moldable Compounds" (Résines époxydes - Polymères réactifs comme base pour les composés moulables par injection).
Dans l'article d'aujourd'hui, vous en apprendrez davantage sur l'optimisation du Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement au moyen de la calorimétrie différentielle à balayage ( DSC ).
Le principe fonctionnel physico-chimique de base des matériaux thermodurcissables, à savoir la réticulation de composés moléculaires à chaîne relativement courte pour former un réseau moléculaire tridimensionnel, et la détermination de ce principe au moyen de l'analyse DSC ont déjà été décrits dans l'article du blog "Résines époxy - Polymères réactifs comme base pour les composés moulables par injection". En principe, cela s'applique également à tous les autres matériaux thermodurcissables importants pour l'industrie, tels que :
- Les résines phénoliques (PF)
- Les résines de polyester insaturé (UP)
- Les résines vinylester (VE)
- Les résines de mélamine (MF)
- Résines d'urée (UF)
- Résines époxy (EP)
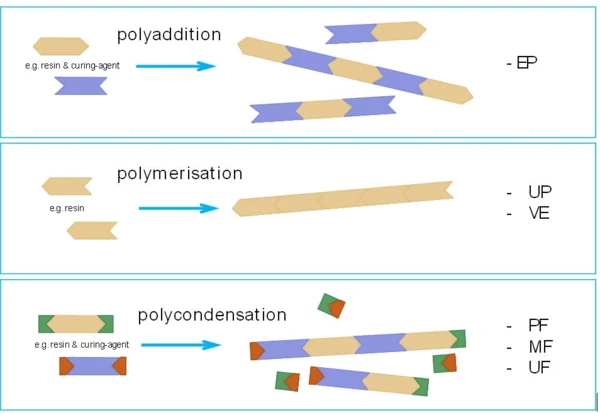
Dans le détail, il existe toutefois des différences entre les différents types de thermodurcissables, qui ont une influence significative sur le traitement et l'analyse. L'une des raisons en est le type de réaction de réticulation, analogue aux réactions de synthèse des thermoplastiques. On distingue la polyaddition, la polymérisation et la polycondensation.
Les thermodurcissables ne sont pas tous identiques
La différence la plus importante et la plus pertinente est que les réactions de polycondensation s'accompagnent toujours de la séparation de sous-produits volatils de faible poids moléculaire aux températures de traitement typiques des composés de moulage thermodurcissables. Ces produits de séparation peuvent, par exemple, être de l'eau ou de l'ammoniac et doivent être strictement pris en compte pour le traitement et l'analyse. Les thermodurcissables qui se réticulent par une réaction de polycondensation comprennent les résines phénoliques (PF) ainsi que les résines aminées (UF, MF, MP).
Un autre type de composé de moulage thermodurcissable contient également des composants volatils, mais ceux-ci ne résultent pas de la réaction de réticulation. Il s'agit des matériaux dits BMC et SMC(BulkMoldingCompound, SheetMoldingCompound). Il s'agit principalement de composés à base de polyester insaturé (UP) ou d'ester vinylique (VE), auxquels on confère une consistance de pâte en ajoutant des composés de styrène. Ces composés de styrène sont en partie polymérisés, mais se perdent aussi en partie sous forme de composants volatils.
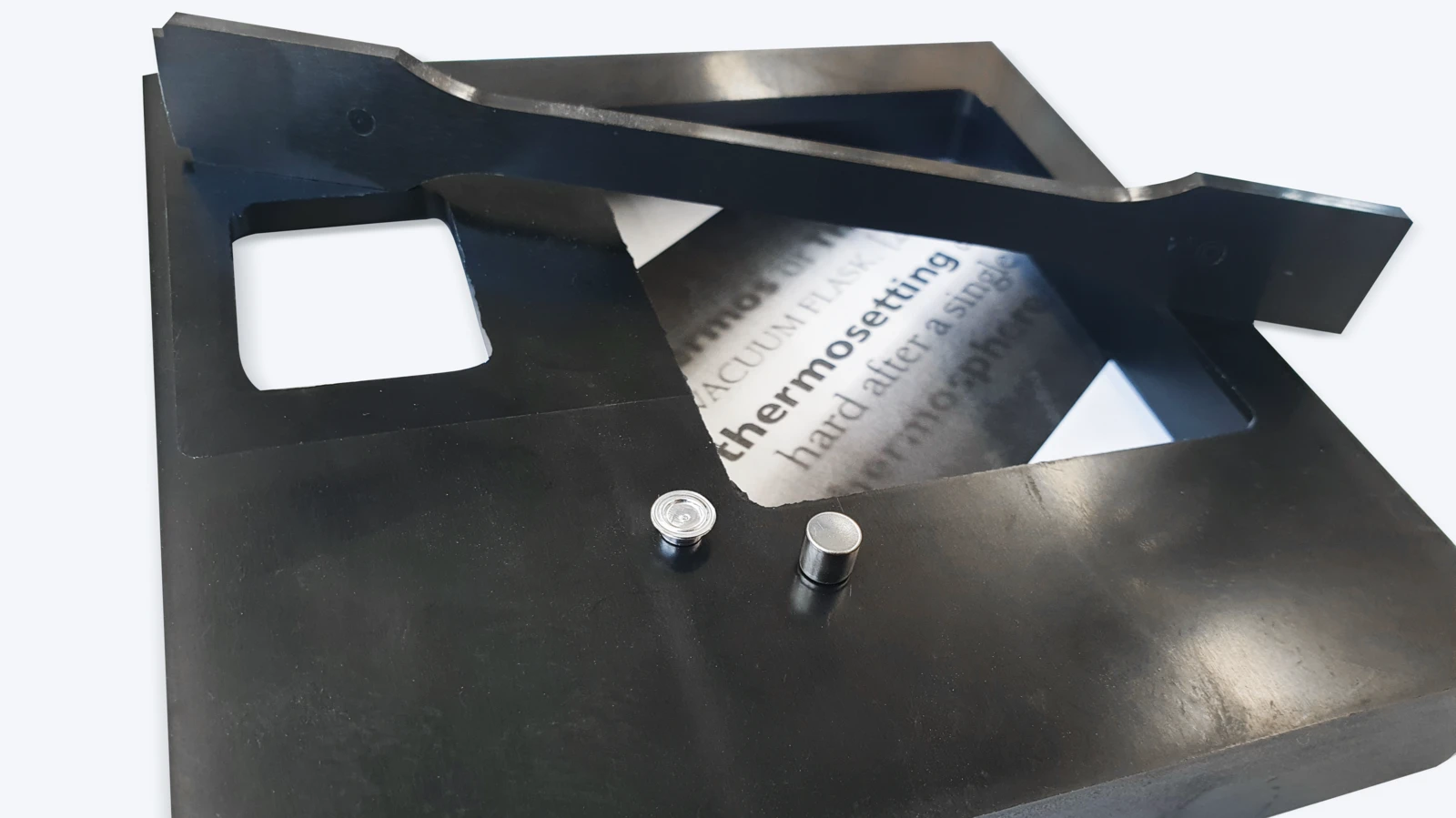
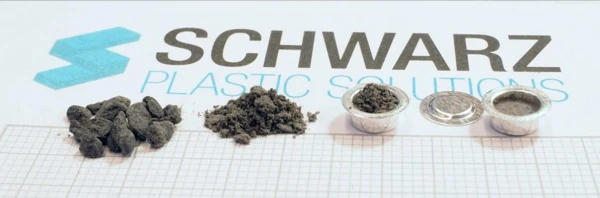
Comme indiqué, les composants volatils doivent être pris en compte à la fois lors du traitement et de l'analyse. Pour l'analyse DSC, les composants volatils à faible poids moléculaire signifient d'une part la transformation de la phase liquide en phase gazeuse - l'évaporation - pendant la mesure. Cette transformation est mesurée comme un effet EndothermiqueUne transition d'échantillon ou une réaction est endothermique si la conversion nécessite de la chaleur.endothermique dans le signal de flux thermique et se superpose à la réaction de réticulation qui se produit simultanément. Une caractérisation claire du pic de réaction ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique ne serait donc pas possible. (Vgl. Fehler ! Verweisquelle konnte nicht gefunden werden.). Outre la qualité de la mesure elle-même, les composants volatils qui pénètrent dans la cellule de mesure de l'instrument DSC entraînent de graves contaminations. La figure 2 montre trois types de creusets DSC différents utilisés pour la caractérisation des composés de moulage thermodurcissables :

Quel est le bon creuset ?
Les creusets/couvercles en aluminium soudables à froid sont généralement utilisés pour les composés de moulage époxy (réaction d'addition sans sous-produits), le couvercle étant généralement percé en plus. Cela permet d'éviter que le couvercle fin ne se gonfle en raison de l'expansion de l'air dans le creuset, ce qui entraînerait un effet EndothermiqueUne transition d'échantillon ou une réaction est endothermique si la conversion nécessite de la chaleur.endothermique en raison de l'augmentation du volume.
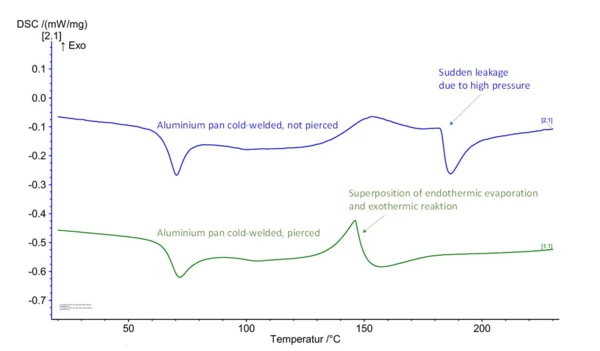
Pour les composés de moulage qui contiennent des composants volatils ou qui les libèrent lors de la réaction de réticulation - notamment les résines phénoliques et les résines aminées (réaction de condensation avec des sous-produits) ainsi que les matériaux BMC et SMC à base de polyester et d'ester vinylique - l'utilisation de creusets en aluminium soudés à froid n'est pas opportune. Dans un creuset en aluminium non perforé, les produits de condensation ne peuvent tout d'abord pas évoluer, ce qui entraîne une augmentation constante de la pression à l'intérieur, qui empêche également l'évaporation. L'augmentation de la pression entraîne une fuite soudaine de la liaison soudée à froid entre le creuset et le couvercle. Dans un creuset en aluminium percé, les produits de condensation peuvent s'évaporer librement et s'échapper. L'enthalpie d'évaporation EndothermiqueUne transition d'échantillon ou une réaction est endothermique si la conversion nécessite de la chaleur.endothermique chevauche donc la réaction de réticulation ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique. Une évaluation significative d'un pic de réaction n'est pas possible dans les deux cas (fig. 3).
C'est la raison pour laquelle des creusets en acier étanches à la pression sont utilisés pour ces types de composés de moulage. Les creusets pressés avec un joint en élastomère sont généralement utilisés. L'étanchéité à la pression de 20 bars est suffisante pour les composés de moulage thermodurcissables typiques, car la teneur en résine du composé de moulage qui produit les composants volatils est généralement faible. Seule la limite supérieure de température de 250°C (limite d'application thermique du joint élastomère) peut conduire à une mesure insuffisante du pic de réticulation ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique à des vitesses de chauffage supérieures à 10 à 15 K/min. Si, par exemple, des vitesses de chauffage plus élevées sont nécessaires pour la détermination/modélisation de la cinétique de réaction, les creusets en acier vissés peuvent également être utilisés.
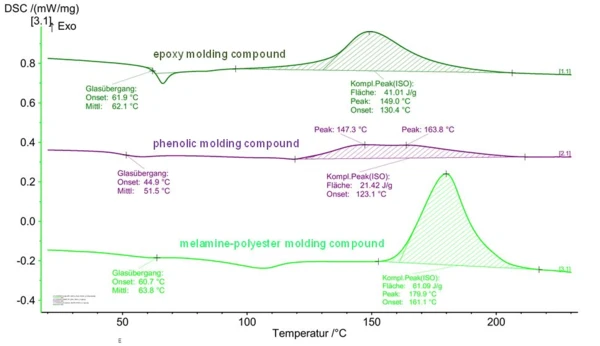
La figure 4 montre un exemple de courbes DSC pour différents types de composés de moulage thermodurcissables. Les différentes "formes de pic" pour l'enthalpie de réticulation sont clairement visibles. L'évaluation des pics permet de déduire le comportement principal de la transformation/du Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement. Les températures d'apparition et de pic fournissent des informations sur la dynamique de la réaction et, le cas échéant, sur l'influence des catalyseurs ou des inhibiteurs sur l'apparition du Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement (température) et sur la vitesse de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement.
En utilisant les pics du composé de moulage à base de résine phénolique dans la figure 4, on peut également constater que les effets thermiques mesurables (enthalpie de réaction) sont en partie très faibles. Cela s'explique par les niveaux de remplissage des composés de moulage thermodurcissables, qui sont en partie très élevés. Dans l'exemple de cette résine phénolique, il s'agissait d'un matériau dont la teneur en résine n'était "que" de 20 %. Ce fait doit être pris en compte lors de la préparation des échantillons en utilisant des quantités d'échantillons plus importantes.
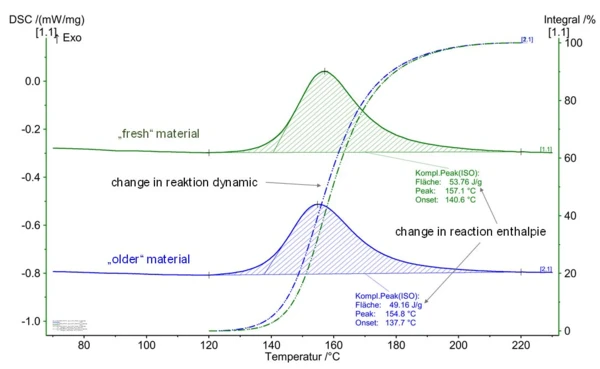
L'enthalpie de réaction peut également être utilisée pour tirer des conclusions sur l'état de stockage des composés de moulage thermodurcissables. L'"état de stockage" peut également être déterminé de la même manière que l'état de réticulation des pièces de construction, comme décrit dans l'article du blog "Résines époxy - Polymères réactifs comme base pour les composés moulables par injection". La figure 5 présente la mesure comparative d'un composé de moulage époxy "frais" et d'un composé "stocké". Les changements relatifs à la dynamique et à l'enthalpie de la réaction sont clairement visibles.
Préparation optimale de l'échantillon et méthodologie de mesure
En tenant compte de toutes les particularités typiques des composés de moulage thermodurcissables, les critères suivants pour la préparation des échantillons et la méthodologie de mesure se sont avérés appropriés (figure 6) :
- Préparation des granulés en une fine poudre, sans apport thermique si possible (par exemple, mortier)
- Utilisation, si possible, de la totalité du volume du creuset pour l'échantillon : une grande quantité de masse réactive augmente l'intensité du signal
- Compactage de l'échantillon dans le creuset par la sonde : bon contact avec le fond du creuset ; peu d'air comme isolant thermique dans l'échantillon
- Utilisation de creusets en aluminium percés pour les résines époxydes
- Utilisation de creusets en acier hermétiques pour des substances telles que les résines phénoliques, les résines aminées, les résines de polyester insaturé et les résines d'ester vinylique
- Vitesses de chauffage de 20 K/min pour les creusets en aluminium et de 10 K/min pour les creusets en acier
- La mise en œuvre d'un second chauffage (échantillon entièrement durci dans le creuset) pour la correction de la ligne de base facilite l'évaluation des pics
Dans le prochain article, le Prof. Dr. Ing. Sascha Englich parlera de la simulation cinétique du processus. Restez à l'écoute !
*Schwarz Plastic Technologies est une société de conseil pour les défis spécifiques de l'industrie des plastiques, qui se concentre sur l'ingénierie, la technologie des procédés et le marketing spécifique aux plastiques.

