20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC-analyse af hærdeplast
DSC-analyse af hærdeplast - anvendelse af den rette målemetode til forskellige harpikstyper
Prof. Dr. Ing. Sascha Englich er professor i plastteknik ved Steinbeis-universitetet i Berlin og ekspert i plastmaterialer og procesteknologi hos Schwarz Plastic Technologies*. Som en del af den nye blogserie om optimering af sprøjtestøbning af epoxyharpiks ved hjælp af differentiel scanningskalorimetri og reologi har han allerede præsenteret rapporterne om "Thermosetting Injection Molding in E-Mobility" samt "Epoxy Resins - Reactive Polymers as a Basis for Injection-Moldable Compounds".
I dagens artikel vil du lære mere om optimering af Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning ved hjælp af differential scanning calorimetry, forkortet DSC.
Det grundlæggende kemisk-fysiske funktionsprincip for termohærdende materialer, dvs. tværbindingen af relativt kortkædede molekylære forbindelser til et 3-dimensionelt molekylært netværk, og bestemmelsen af det samme ved hjælp af DSC-analyse blev allerede beskrevet i blogartiklen "Epoxyharpikser - reaktive polymerer som grundlag for sprøjtestøbbare forbindelser". I princippet gælder dette også for alle andre industrielt relevante termohærdende materialer, f.eks:
- Phenolharpikser (PF)
- Umættede polyesterharpikser (UP)
- Vinylesterharpikser (VE)
- Melaminharpikser (MF)
- Urea-harpikser (UF)
- Epoxyharpikser (EP)
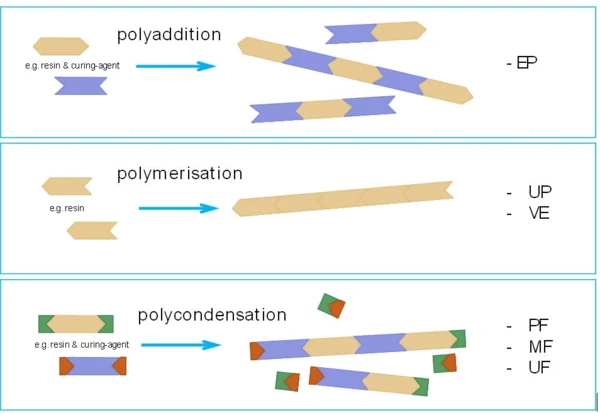
I detaljer er der dog forskelle mellem de enkelte typer af hærdeplast, som har stor indflydelse på både forarbejdning og analyse. En af grundene til dette er den respektive type tværbindingsreaktion, der er analog med syntesereaktionerne for termoplast. Der skelnes mellem polyaddition, polymerisation og polykondensation.
Ikke alle hærdeplasttyper er ens
I figur 1 er de forskellige kemiske reaktionsprincipper vist skematisk ved hjælp af endimensionelle "molekylære kæder". Den vigtigste og mest relevante forskel er, at polykondensationsreaktioner altid sker med udskillelse af lavmolekylære, flygtige biprodukter under typiske forarbejdningstemperaturer for termohærdende støbemasser. Disse separationsprodukter kan f.eks. være vand eller ammoniak og skal tages nøje i betragtning ved både forarbejdning og analyse. Termohærdere, der tværbindes ved en polykondensationsreaktion, omfatter phenolharpikser (PF) samt aminoharpikser (UF, MF, MP).
En anden type termohærdende støbemasse har også flygtige komponenter, men de stammer ikke fra tværbindingsreaktionen. Det drejer sig om såkaldte BMC- og SMC-materialer(BulkMoldingCompound, SheetMoldingCompound). Det er for det meste forbindelser baseret på umættet polyester (UP) eller vinylester (VE), som får en dejlignende konsistens ved at tilsætte styrenforbindelser. Disse styrenforbindelser polymeriseres delvist, men går også delvist tabt som en flygtig komponent.
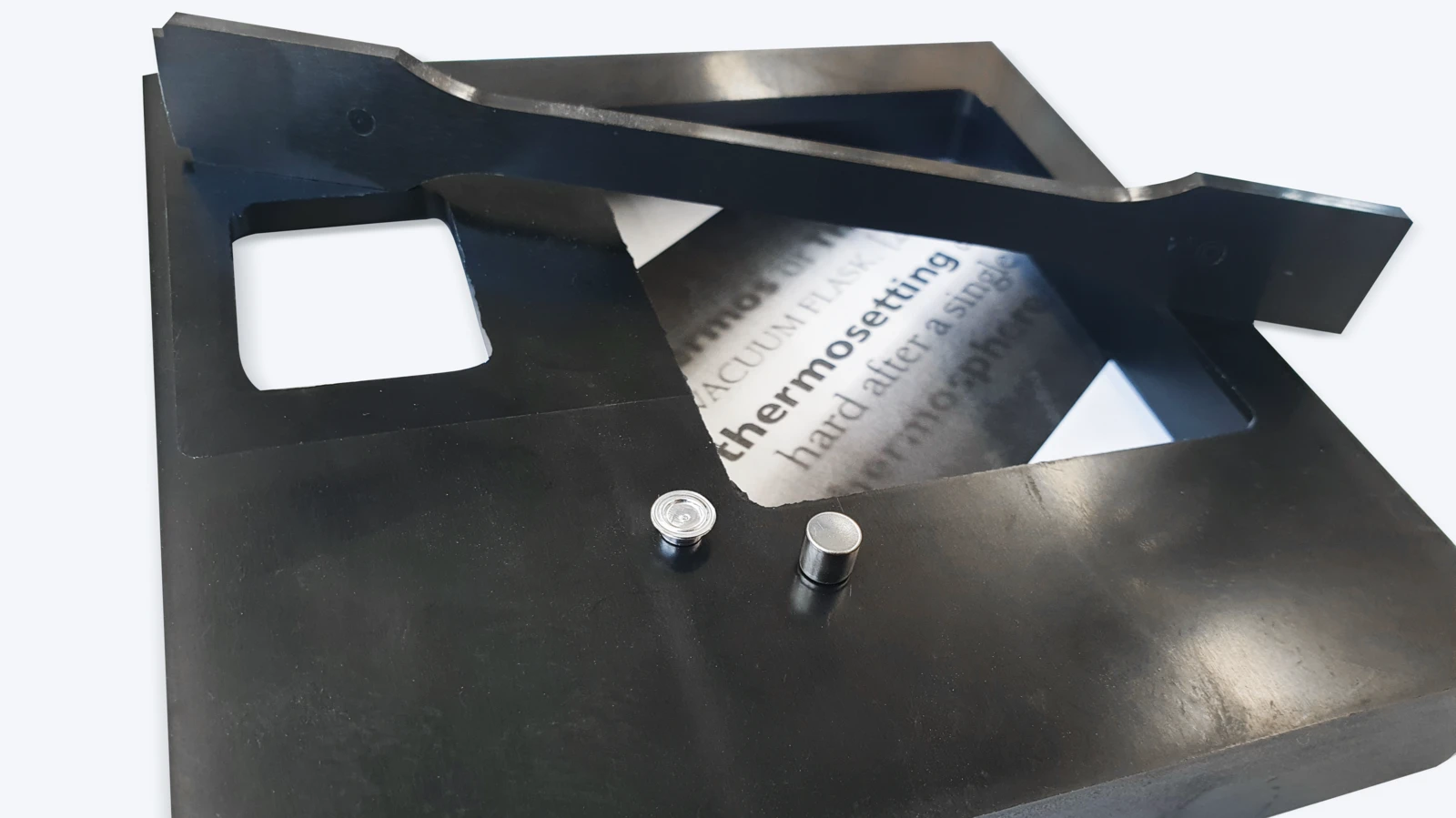
Som nævnt skal der tages hensyn til flygtige komponenter under både forarbejdning og analyse. Ved DSC-analyse betyder lavmolekylære, flygtige komponenter på den ene side faseomdannelse fra flydende til gasformig - FordampningFordampning af et grundstof eller en forbindelse er en faseovergang fra væskefase til damp. Der findes to typer fordampning: fordampning og kogning.fordampning - under målingen. Dette måles som en endotermisk effekt i varmestrømssignalet og vil overlejre den samtidigt forekommende tværbindingsreaktion. En klar karakterisering af den eksoterme reaktionstop ville derfor ikke være mulig. (Vgl . fejl! Verweisquelle konnte nicht gefunden werden.). Bortset fra selve målekvaliteten fører flygtige komponenter, der kommer ind i DSC-instrumentets målecelle, til alvorlige forureninger. Figur 2 viser tre forskellige DSC-digeltyper, der anvendes til karakterisering af termohærdende støbemasser:

Hvilken smeltedigel er den rigtige?
Koldsvejsbare aluminiumdigler/låg anvendes typisk til epoxystøbemasser (additionsreaktion uden biprodukter), hvor låget normalt er yderligere gennembrudt. Det forhindrer, at det tynde låg buler ud på grund af ekspansion af luft i diglen, hvilket ville resultere i en endotermisk effekt på grund af det øgede volumen.
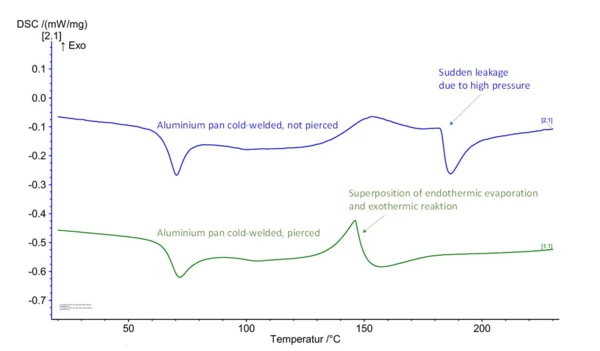
I tilfælde af støbemasser, der indeholder flygtige komponenter eller frigiver dem under tværbindingsreaktionen - disse inkluderer phenolharpikser og aminoharpikser (kondensationsreaktion med biprodukter) samt BMC- og SMC-materialer på polyester- og vinylesterbasis - er brugen af koldsvejsede aluminiumdigler ikke hensigtsmæssig. I en upiercet aluminiumdigel kan kondensationsprodukterne først ikke udvikle sig, hvilket resulterer i en konstant trykstigning på indersiden, som også forhindrer FordampningFordampning af et grundstof eller en forbindelse er en faseovergang fra væskefase til damp. Der findes to typer fordampning: fordampning og kogning.fordampning. Med stigende tryk opstår der pludselig lækage i den koldsvejsede digel-låg-forbindelse. I en gennemboret aluminiumdigel kan kondensationsprodukterne frit fordampe og slippe ud. Den endotermiske fordampningsenthalpi overlapper således den eksotermiske tværbindingsreaktion. En meningsfuld evaluering af en reaktionstop er ikke mulig i nogen af tilfældene (fig. 3).
Det er grunden til, at man bruger tryktætte ståldigler til den slags støbemasser. De tætpressede digler med elastomerforsegling bruges generelt. Tryktætheden på 20 bar er tilstrækkelig til de typiske termohærdende støbemasser, da harpiksindholdet i støbemassen, der producerer de flygtige komponenter, normalt er lavt. Kun den lave øvre temperaturgrænse på 250 °C (elastomertætningens termiske anvendelsesgrænse) kan føre til utilstrækkelig måling af den eksotermiske tværbindingstop ved opvarmningshastigheder på mere end 10 til 15 K/min. Hvis der f.eks. kræves højere opvarmningshastigheder til bestemmelse/modellering af reaktionskinetikken, kan de skruede ståldigler også anvendes.
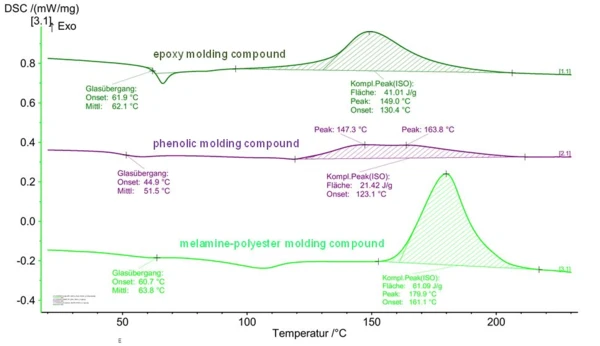
Figur 4 viser et eksempel på DSC-kurver for forskellige typer af termohærdende støbemasser. De forskellige "topformer" for tværbindingsentalpien kan tydeligt ses. Baseret på spidsevalueringen kan man således udlede den primære opførsel ved forarbejdning/Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning. Begyndelses- og spidstemperaturer giver oplysninger om reaktionsdynamikken og, hvis det er nødvendigt, katalysatorers eller inhibitorers indflydelse på hærdningens begyndelse (temperatur) og hærdningshastigheden.
Ved hjælp af toppene for phenolharpiks-støbemassen i figur 4 kan man også se, at de målbare termiske effekter (reaktionsentalpi) til dels er meget lave. Årsagen til dette er fyldningsniveauerne for termohærdende støbemasser, som til dels er meget høje. I eksemplet med denne phenolharpiks var det et materiale med et harpiksindhold på "kun" 20 %. Dette faktum bør overvejes under prøveforberedelsen ved at bruge større prøvemængder.
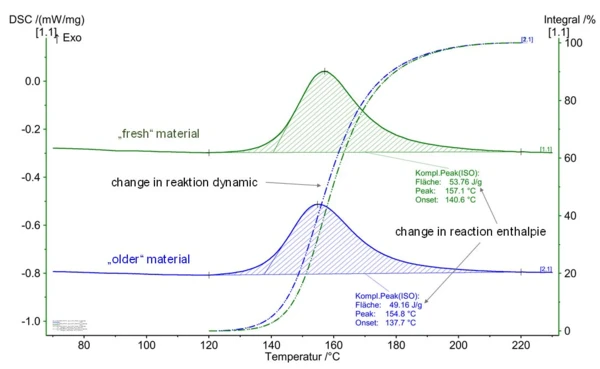
Reaktionsenthalpien kan også bruges til at drage konklusioner om opbevaringstilstanden for termohærdende støbemasser. "Opbevaringstilstanden" kan også bestemmes på samme måde som tværbindingstilstanden for bygningsdele, som beskrevet i blogartiklen "Epoxyharpikser - reaktive polymerer som grundlag for sprøjtestøbbare forbindelser". Figur 5 viser den sammenlignende måling af en "frisk" og en "lagret" epoxy-støbemasse. Ændringer med hensyn til både reaktionsdynamik og reaktionsentalpi kan tydeligt ses.
Optimal prøveforberedelse og målemetode
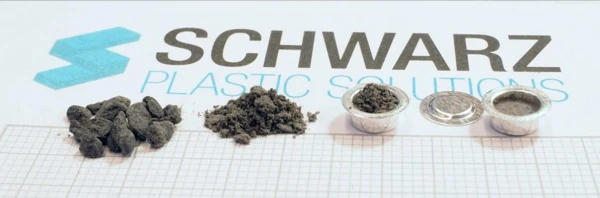
Under hensyntagen til alle de særlige forhold, der er typiske for termohærdende støbemasser, har følgende kriterier for både prøveforberedelse og målemetode vist sig at være hensigtsmæssige (figur 6):
- Forberedelse af granulatet til et fint pulver, om muligt uden termisk input (f.eks. mortering)
- Udnyttelse af hele diglens volumen til prøven, hvis det er muligt: Meget reaktiv masse øger signalstyrken
- Komprimering af prøven i diglen ved hjælp af sonden: god kontakt med digelbunden; lidt luft som termisk isolator i prøven
- Brug af gennemborede aluminiumdigler til epoxyharpikser
- Brug af tæt forseglede ståldigler til stoffer som fenolharpikser, aminoharpikser, umættede polyesterharpikser og vinylesterharpikser
- Opvarmningshastigheder på 20 K/min for aluminiumdigler og 10 K/min for ståldigler
- Implementering af en anden opvarmning (helt hærdet prøve i diglen) til baseline-korrektion letter peak-evaluering
I den næste artikel vil Prof. Dr. Ing. Sascha Englich rapportere om kinetisk simulering af processen. Hold dig opdateret!
*Schwarz Plastic Technologies er en konsulentvirksomhed for specifikke udfordringer i plastindustrien med fokus på ingeniørarbejde, procesteknologi og plastspecifik markedsføring.

