20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC-analys på härdplaster
DSC-analys på härdplaster - tillämpning av lämplig mätmetod för olika hartstyper
Prof. Dr. Ing. Sascha Englich är professor i plastteknik vid Steinbeis University of Berlin och expert på plastmaterial och processteknik vid Schwarz Plastic Technologies*. Som en del av den nya bloggserien för optimering av formsprutning av epoxiharts med hjälp av differential scanning calorimetry och reologi har han redan presenterat rapporterna om "Thermosetting Injection Molding in E-Mobility" samt "Epoxy Resins - Reactive Polymers as a Basis for Injection-Moldingable Compounds".
I dagens artikel får du veta mer om härdningsoptimering med hjälp av differential scanning calorimetry, förkortat DSC.
Den grundläggande kemisk-fysikaliska funktionsprincipen för härdplaster, dvs. tvärbindningen av relativt kortkedjiga molekylära föreningar till ett 3-dimensionellt molekylärt nätverk, och bestämningen av denna med hjälp av DSC-analys beskrevs redan i bloggartikeln "Epoxihartser - reaktiva polymerer som bas för formsprutningsbara föreningar". I princip gäller detta även för alla andra industriellt relevanta härdplaster, t.ex:
- Fenoliska hartser (PF)
- Omättade polyesterhartser (UP)
- Vinylesterhartser (VE)
- Melaminhartser (MF)
- Ureahartser (UF)
- Epoxihartser (EP)
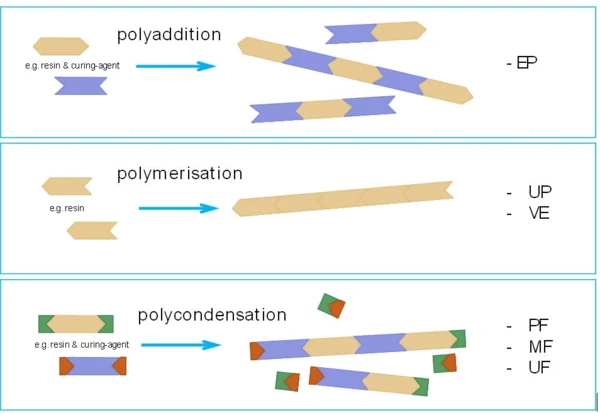
I detalj finns det dock skillnader mellan de enskilda typerna av härdplaster, som har ett betydande inflytande på både bearbetning och analys. En av orsakerna till detta är den respektive typen av tvärbindningsreaktion, analog med syntesreaktionerna för termoplaster. Man skiljer mellan polyaddition, polymerisation och polykondensation.
Alla härdplaster är inte likadana
I figur 1 visas de olika kemiska reaktionsprinciperna schematiskt med hjälp av endimensionella "molekylkedjor". Den viktigaste och mest relevanta skillnaden är att polykondensationsreaktioner alltid sker med separation av lågmolekylära, flyktiga biprodukter vid typiska bearbetningstemperaturer för härdplaster. Dessa separationsprodukter kan t.ex. vara vatten eller ammoniak och måste beaktas noga vid både bearbetning och analys. Härdplaster som tvärbinds genom en polykondensationsreaktion omfattar fenolhartser (PF) samt aminohartser (UF, MF, MP).
En annan typ av härdplaster har också flyktiga komponenter, men dessa uppstår inte vid tvärbindningsreaktionen. Det rör sig om så kallade BMC- och SMC-material(BulkMoldingCompound, SheetMoldingCompound). Dessa är oftast föreningar baserade på omättad polyester (UP) eller vinylester (VE), till vilka en degliknande konsistens ges genom tillsats av styrenföreningar. Dessa styrenföreningar är delvis polymeriserade, men går också delvis förlorade som en flyktig komponent.
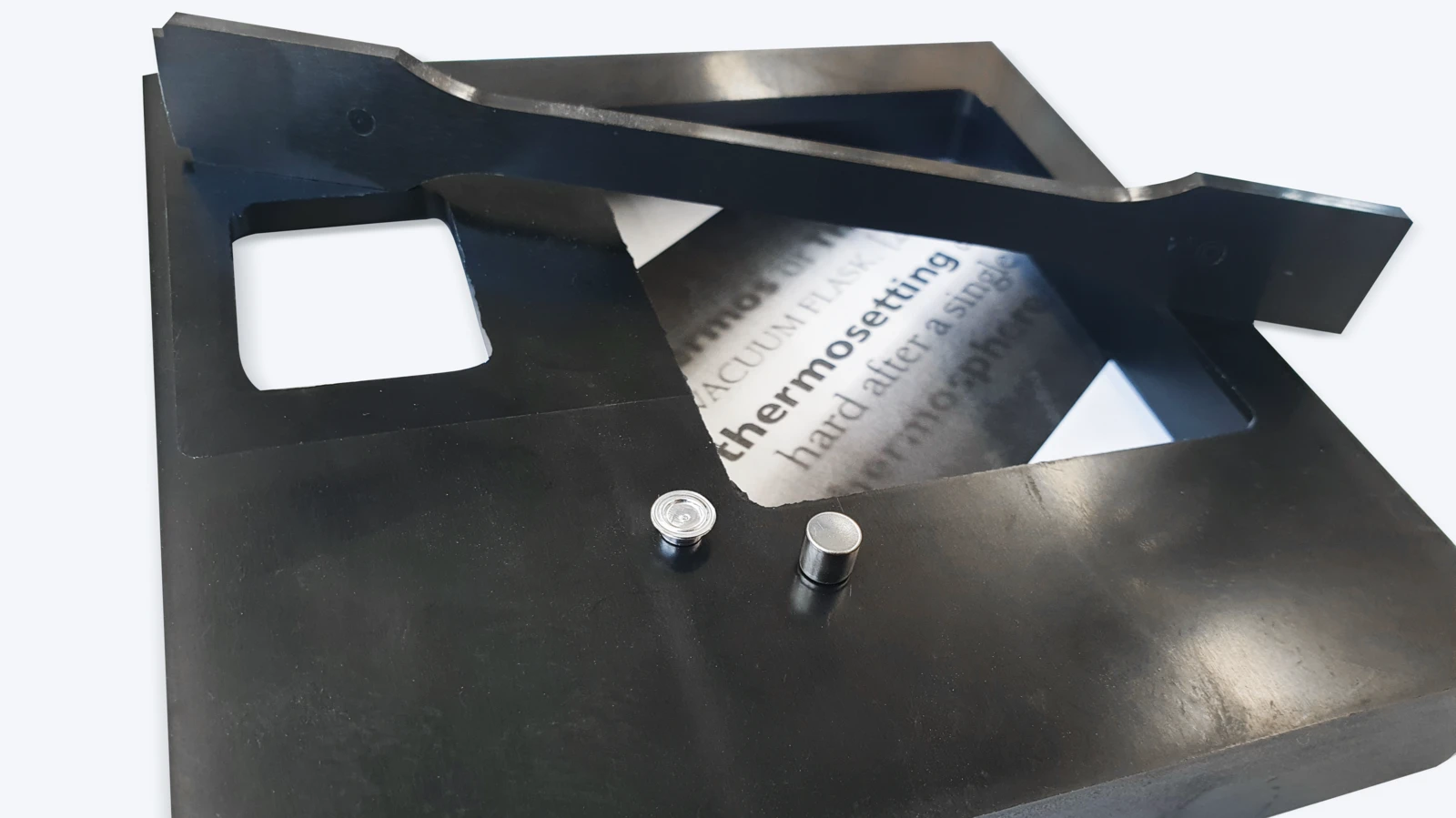
Som nämnts måste hänsyn tas till flyktiga komponenter både vid bearbetning och analys. För DSC-analys innebär lågmolekylära, flyktiga komponenter å ena sidan fasomvandling från flytande till gasformig - avdunstning - under mätningen. Detta mäts som en endotermisk effekt i värmeflödessignalen och skulle överlagra den samtidigt förekommande tvärbindningsreaktionen. En tydlig karakterisering av den exotermiska reaktionstoppen skulle därför inte vara möjlig. (Vgl. Fehler! Verweisquelle konnte nicht gefunden werden.). Bortsett från själva mätkvaliteten leder flyktiga komponenter som kommer in i DSC-instrumentets mätcell till allvarliga föroreningar. Figur 2 visar tre olika typer av DSC-deglar som används för karakterisering av härdplaster för gjutning:

Vilken smältdegel är den rätta?
Kallsvetsbara aluminiumdeglar/lock används vanligtvis för epoxiformningsmedel (additionsreaktion utan biprodukter), varvid locket vanligtvis är extra genomborrat. Detta förhindrar att det tunna locket buktar ut på grund av luftexpansionen i degeln, vilket skulle leda till en endotermisk effekt på grund av volymökningen.
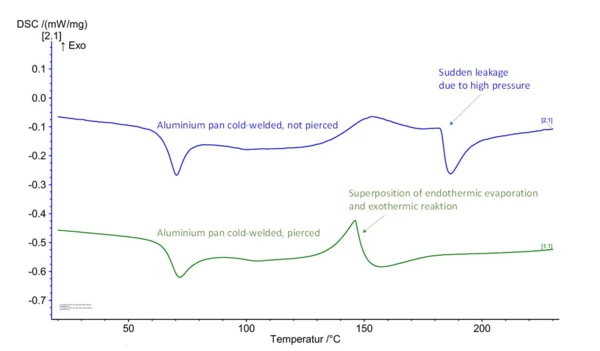
När det gäller gjutmassor som innehåller flyktiga komponenter eller som avger sådana under tvärbindningsreaktionen, t.ex. fenolhartser och aminohartser (kondensationsreaktion med biprodukter) samt BMC- och SMC-material på polyester- och vinylesterbasis, är det inte lämpligt att använda kallsvetsade aluminiumdeglar. I en obruten aluminiumdegel kan kondensationsprodukterna inte utvecklas till en början, vilket resulterar i en stadig tryckökning på insidan som också förhindrar avdunstning. Med ökande tryck uppstår plötsligt läckage i den kallsvetsade degel-lockanslutningen. I en genomborrad aluminiumdegel kan kondensationsprodukterna fritt avdunsta och fly. Den endotermiska avdunstningsentalpin överlappar således den exotermiska tvärbindningsreaktionen. Någon meningsfull utvärdering av reaktionstoppen är inte möjlig i något av fallen (fig. 3).
Detta är anledningen till att trycktäta ståldeglar används för dessa typer av gjutmassor. De tätt pressade deglarna med elastomertätning används i allmänhet. Trycktätheten på 20 bar är tillräcklig för de typiska termohärdande gjutmassorna, eftersom hartsinnehållet i gjutmassan som producerar de flyktiga komponenterna vanligtvis är lågt. Endast den låga övre temperaturgränsen på 250°C (termisk applikationsgräns för elastomertätningen) kan leda till otillräcklig mätning av den exotermiska tvärbindningstoppen vid uppvärmningshastigheter högre än 10 till 15 K/min. Om det t.ex. krävs högre uppvärmningshastigheter för bestämning/modellering av reaktionskinetiken, kan de skruvade ståldeglarna också användas.
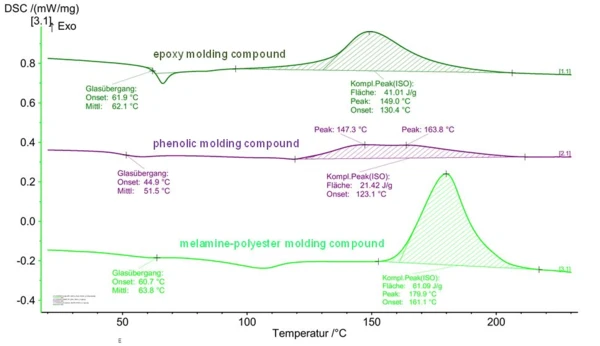
Figur 4 visar ett exempel på DSC-kurvor för olika typer av härdbara gjutmassor. De olika "toppformerna" för tvärbindningsentalpin syns tydligt. Baserat på topputvärderingen kan det huvudsakliga beteendet för bearbetning/Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning således härledas. Start- och topptemperaturer ger information om reaktionsdynamiken och, om så krävs, katalysatorers eller inhibitorers inverkan på härdningens start (temperatur) och härdningshastigheten.
Med hjälp av topparna för fenolhartsformmassan i figur 4 kan man också se att de mätbara termiska effekterna (reaktionsentalpi) delvis är mycket låga. Orsaken till detta är fyllnadsgraden hos härdplastformmassor, som delvis är mycket hög. I exemplet med detta fenolharts var det ett material med en hartshalt på "bara" 20%. Detta faktum bör beaktas under provberedningen genom att använda högre provmängder.
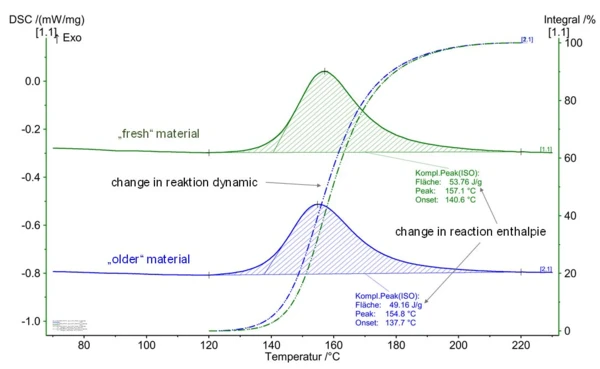
Reaktionsentalpin kan också användas för att dra slutsatser om lagringstillståndet för härdplaster. "Lagringstillståndet" kan också bestämmas på samma sätt som tvärbindningstillståndet hos byggnadsdelar, vilket beskrivs i bloggartikeln "Epoxihartser - reaktiva polymerer som bas för formsprutningsbara föreningar". I figur 5 visas den jämförande mätningen på en "färsk" och en "lagrad" epoxiformassa. Förändringar med avseende på både reaktionsdynamik och reaktionsentalpi kan tydligt ses.
Optimal provberedning och mätmetodik
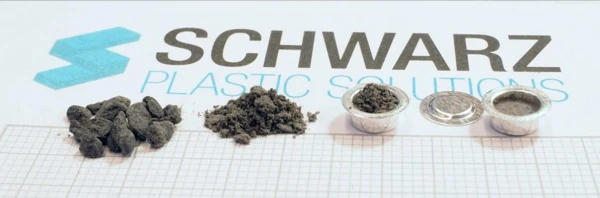
Med hänsyn till alla särdrag som är typiska för härdplaster har följande kriterier för både provberedning och mätmetodik visat sig vara lämpliga (figur 6):
- Förberedelse av granulerna till ett fint pulver, om möjligt utan värmetillförsel (t.ex. mortling)
- Utnyttjande, om möjligt, av hela degelvolymen för provet: mycket reaktiv massa ökar signalstyrkan
- Komprimering av provet i degeln med hjälp av sonden: god kontakt med degelns botten; lite luft som värmeisolator i provet
- Användning av genomborrade aluminiumdeglar för epoxihartser
- Användning av tätt förslutna ståldeglar för ämnen som fenolhartser, aminohartser, omättade polyesterhartser och vinylesterhartser
- Uppvärmningshastigheter på 20 K/min för aluminiumdeglar och 10 K/min för ståldeglar
- Implementering av en andra uppvärmning (helt härdat prov i degeln) för baslinjekorrigering underlättar topputvärderingen
I nästa artikel kommer Prof. Dr. Ing. Sascha Englich att rapportera om kinetisk simulering av processen. Håll ögonen öppna!
*Schwarz Plastic Technologies är ett konsultföretag för specifika utmaningar inom plastindustrin med fokus på ingenjörskonst, processteknik och plastspecifik marknadsföring.

