20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC анализ на термореактивни материали
DSC анализ на термореактивни материали - прилагане на подходяща методика за измерване за различни видове смоли
Проф. д-р инж. Саша Енглих е професор по инженерство на пластмасите в университета Щайнбайс в Берлин и експерт по материали и технологии за пластмаси в Schwarz Plastic Technologies*. Като част от новата серия от блогове за оптимизиране на шприцването на епоксидни смоли чрез диференциална сканираща калориметрия и реология той вече представи докладите "Термореактивно шприцване в електронната мобилност", както и "Епоксидни смоли - реактивни полимери като основа за шприцващи се съединения".
В днешната статия ще научите повече за оптимизацията на втвърдяването с помощта на диференциална сканираща калориметрия, накратко DSC.
Основният химико-физичен принцип на функциониране на термореактивните материали, т.е. омрежването на молекулни съединения с относително къси вериги за образуване на триизмерна молекулна мрежа, и определянето му чрез DSC анализ вече бяха описани в статията в блога "Епоксидни смоли - реактивни полимери като основа за съединения, които могат да се формоват чрез впръскване". По принцип това важи и за всички други индустриално значими термореактивни материали, като например:
- Фенолни смоли (PF)
- Ненаситени полиестерни смоли (UP)
- Винилестерни смоли (VE)
- Меламинови смоли (MF)
- Карбамидни смоли (UF)
- Епоксидни смоли (EP)
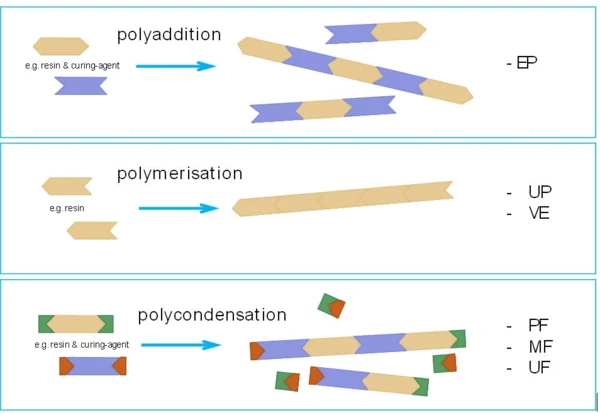
В детайли обаче съществуват разлики между отделните видове термореактивни смоли, които оказват значително влияние както върху обработката, така и върху анализа. Една от причините за това е съответният тип реакция на омрежване, аналогична на реакциите на синтез на термопластичните материали. Разграничават се полиадиция, полимеризация и поликондензация.
Не всички термореактивни материали са еднакви
На фигура 1 различните принципи на химичните реакции са показани със схема, използваща едномерни "молекулни вериги". Най-важната и съществена разлика е, че реакциите на поликондензация винаги протичат с отделяне на нискомолекулни, летливи странични продукти при типичните температури на обработка за термореактивните формовъчни смеси. Тези продукти на отделяне могат да бъдат например вода или амоняк und трябва да се вземат стриктно предвид както при обработката, така и при анализа. Термореактивните материали, които се омрежват чрез реакция на поликондензация, включват фенолни смоли (PF), както и аминосмоли (UF, MF, MP).
Друг вид термореактивни формовъчни смеси също имат летливи компоненти; те обаче не са резултат от реакцията на омрежване. Това са така наречените BMC и SMC материали(BulkMoldingCompound, SheetMoldingCompound). Това са предимно съединения на основата на ненаситен полиестер (UP) или винилов естер (VE), на които се придава консистенция, подобна на тесто, чрез добавяне на стиролови съединения. Тези стиролови съединения частично се полимеризират, но също така частично се губят като летлив компонент.
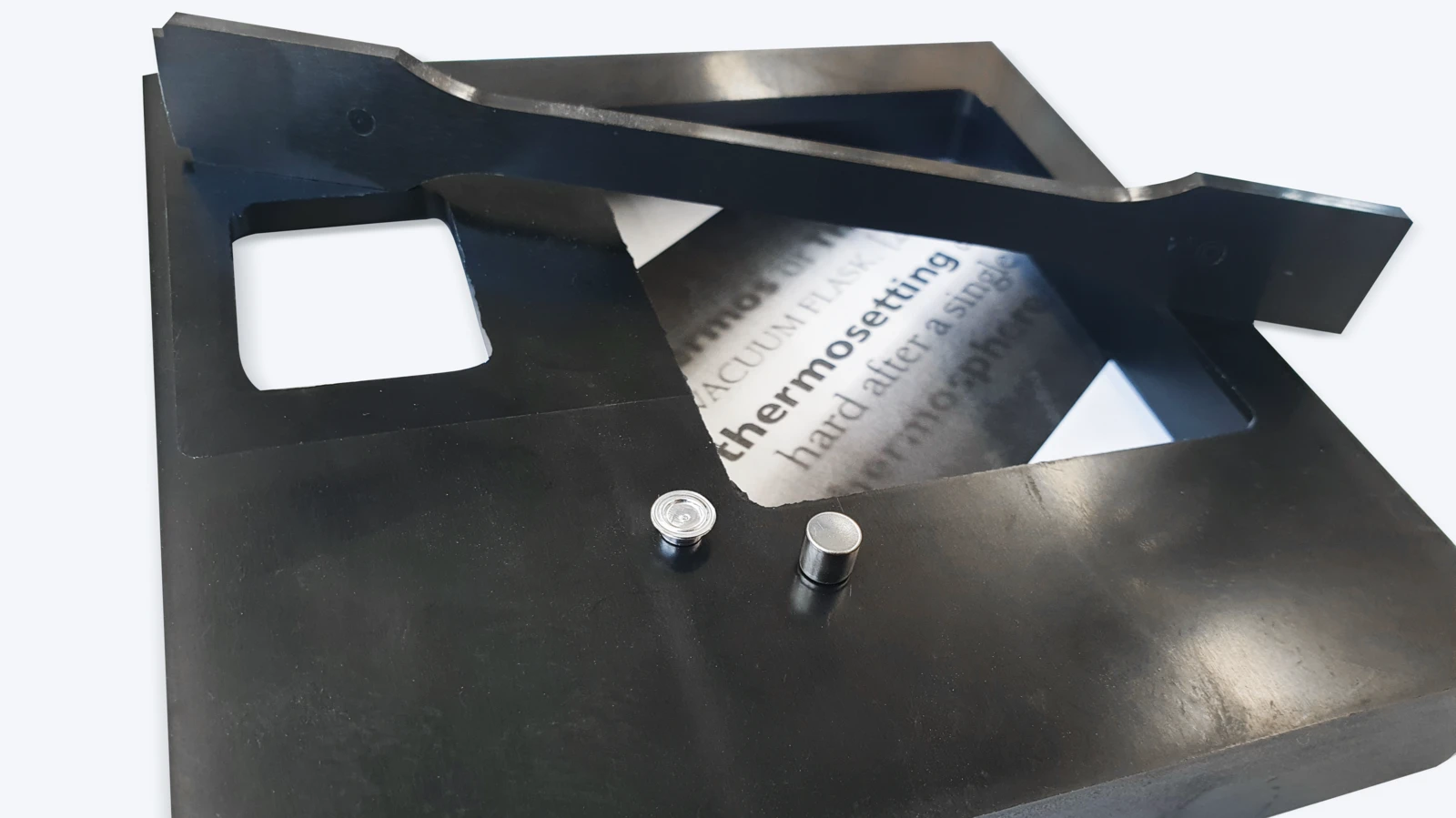
Както беше посочено, летливите компоненти трябва да се вземат предвид както при обработката, така и при анализа. За DSC анализа нискомолекулните летливи компоненти означават, от една страна, фазова трансформация от течно в газообразно състояние - изпаряване - по време на измерването. Това се измерва като ендотермичен ефект в сигнала на топлинния поток и би се наложило над едновременно протичащата реакция на омрежване. По този начин не би било възможно ясното характеризиране на пика на екзотермичната реакция. (Vgl. Fehler! Verweisquelle konnte nicht gefunden werden.). Освен качеството на самото измерване, летливите компоненти, които попадат в измервателната клетка на DSC инструмента, водят до сериозни замърсявания. На фигура 2 са показани три различни типа DSC тигели, използвани за охарактеризиране на термореактивни формовъчни съединения:

Кой тигел е правилният?
Студенозаваряемите алуминиеви тигли/капаци обикновено се използват за епоксидни формовъчни съединения (реакция на добавяне без странични продукти), като капакът обикновено се пробива допълнително. Това предотвратява издуването на тънкия капак поради разширяването на въздуха в тигела, което би довело до ендотермичен ефект поради увеличаването на обема.
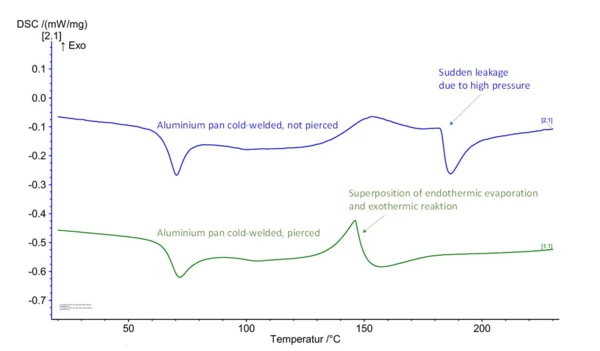
В случай на формовъчни смеси, които съдържат летливи компоненти или ги отделят по време на реакцията на омрежване - те включват фенолни смоли и аминосмоли (реакция на кондензация със странични продукти), както и BMC и SMC материали на основата на полиестер и винилов естер - използването на студено заварени алуминиеви тигли не е целесъобразно. В незаварен алуминиев тигел продуктите на кондензация не могат да се развиват първоначално, което води до постоянно повишаване на налягането от вътрешната страна, което също предотвратява изпарението. При увеличаване на налягането се получава внезапно изтичане на студено заварената връзка между тигела и капака. В пробития алуминиев тигел продуктите на кондензацията могат свободно да се изпаряват и да изтичат. По този начин ендотермичната изпарителна енталпия се припокрива с екзотермичната реакция на омрежване. И в двата случая не е възможна значима оценка на реакционния пик (фиг. 3).
Това е причината за тези видове формовъчни смеси да се използват стоманени тигли, които са херметични под налягане. Обикновено се използват плътно притиснати тигели с еластомерно уплътнение. Херметичността под налягане от 20 bar е достатъчна за типичните термореактивни формовъчни смеси, тъй като съдържанието на смола в формовъчната смес, която произвежда летливите компоненти, обикновено е ниско. Само ниската горна температурна граница от 250 °C (термична граница на приложение на еластомерното уплътнение) може да доведе до недостатъчно измерване на пика на екзотермичното омрежване при скорости на нагряване, по-високи от 10 до 15 K/min. Ако например за определяне/моделиране на реакционната кинетика са необходими по-високи скорости на нагряване, могат да се използват и тигели от завинтвана стомана.
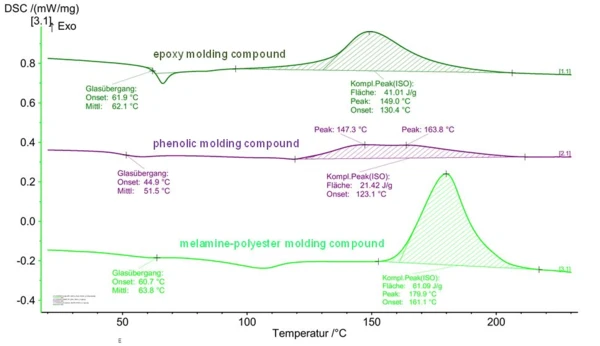
На фигура 4 са показани примерни DSC криви за различни видове термореактивни формовъчни смеси. Ясно се виждат различните "пикови форми" за енталпията на омрежване. Въз основа на оценката на пиковете по този начин може да се изведе основното поведение на обработката/твърдеенето. Температурите на началото и пика дават информация за динамиката на реакцията и, ако е необходимо, за влиянието на катализаторите или инхибиторите върху началото на втвърдяването (температурата) и скоростта на втвърдяване.
Като се използват пиковете на формовъчното съединение от фенолна смола на фигура 4, може да се види също, че измеримите термични ефекти (реакционна енталпия) са отчасти много ниски. Причината за това са нивата на запълване на термореактивните формовъчни съединения, които отчасти са много високи. В примера с тази фенолна смола това е материал със съдържание на смола "само" 20%. Този факт трябва да се вземе предвид при подготовката на пробите, като се използват по-големи количества проби.
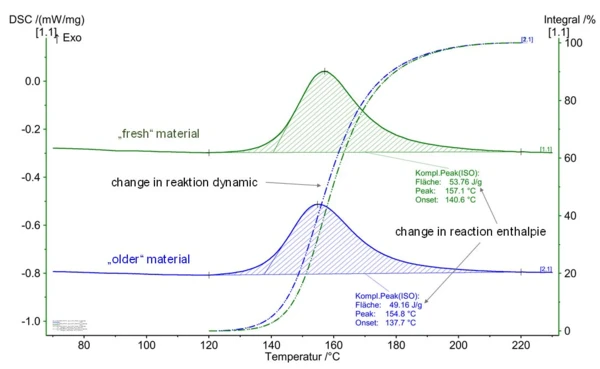
Реакционната енталпия може да се използва и за да се направят заключения относно състоянието на съхранение на термореактивните формовъчни съединения. "Състоянието на съхранение" може да се определи по същия начин, както и състоянието на омрежване на строителните детайли, както е описано в статията в блога "Епоксидни смоли - реактивни полимери като основа за съединения за леене под налягане". На фигура 5 е представено сравнителното измерване на "прясна" спрямо "съхранявана" епоксидна смес за формоване. Ясно се виждат промените както по отношение на динамиката на реакцията, така и на реакционната енталпия.
Оптимална подготовка на пробите и методика за измерване
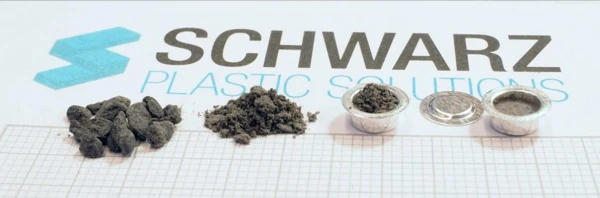
Като се вземат предвид всички особености, характерни за термореактивните формовъчни смеси, следните критерии за подготовка на пробите и за методиката на измерване се оказаха подходящи (фигура 6):
- Приготвяне на гранулите до фин прах, по възможност без термично въздействие (напр. замазване)
- Използване, ако е възможно, на целия обем на тигела за пробата: голямото количество реактивна маса увеличава силата на сигнала
- Уплътняване на пробата в тигела от сондата: добър контакт с дъното на тигела; малко въздух като топлинен изолатор в пробата
- Използване на пробити алуминиеви тигли за епоксидни смоли
- Използване на плътно затворени стоманени тигли за вещества като фенолни смоли, аминосмоли, ненаситени полиестерни смоли и винилестерни смоли
- Скорост на нагряване 20 K/min за алуминиеви тигли и 10 K/min за стоманени тигли
- Изпълнението на второ нагряване (изцяло втвърдена проба в тигела) за корекция на базовата линия улеснява оценката на пиковете
В следващата статия проф. д-р инж. Саша Енглиш ще представи кинетична симулация на процеса. Останете на линия!
*Schwarz Plastic Technologies е консултантска компания за специфични предизвикателства в пластмасовата индустрия с фокус върху инженеринга, технологията на процесите и специфичния за пластмасите маркетинг.

