20.02.2023 by Prof. Dr. Ing. Sascha Englich
DSC analízis hőre keményedő anyagokon
DSC analízis hőre keményedő műgyantákon - a megfelelő mérési módszer alkalmazása a különböző gyantatípusoknál
Prof. Dr. Ing. Sascha Englich a berlini Steinbeis Egyetem műanyagmérnöki professzora és a Schwarz Plastic Technologies* műanyag anyag- és folyamattechnológiai szakértője. Az epoxigyanta fröccsöntés optimalizálásáról a differenciál pásztázó kalorimetria és a reológia segítségével szóló új blogsorozat részeként már bemutatta a "Hőre keményedő fröccsöntés az E-Mobilitásban", valamint az "Epoxigyanták - reaktív polimerek mint a fröccsöntésre alkalmas vegyületek alapja" című beszámolókat.
A mai cikkben többet megtudhat a keményedés optimalizálásáról a differenciál pásztázó kalorimetria, röviden DSC segítségével.
A hőre keményedő anyagok alapvető kémiai-fizikai működési elvét, azaz a viszonylag rövid láncú molekuláris vegyületek 3 dimenziós molekulahálózatot alkotó térhálósodását és ennek DSC-elemzéssel történő meghatározását már ismertettük az "Epoxigyanták - Reaktív polimerek mint a fröccsöntésre alkalmas vegyületek alapja" című blogcikkben. Ez elvileg minden más, iparilag releváns hőre keményedő anyagra is vonatkozik, mint pl:
- Fenolgyanták (PF)
- Telítetlen poliésztergyanták (UP)
- Vinilészter-gyanták (VE)
- Melamingyanták (MF)
- Karbamidgyanták (UF)
- Epoxigyanták (EP)
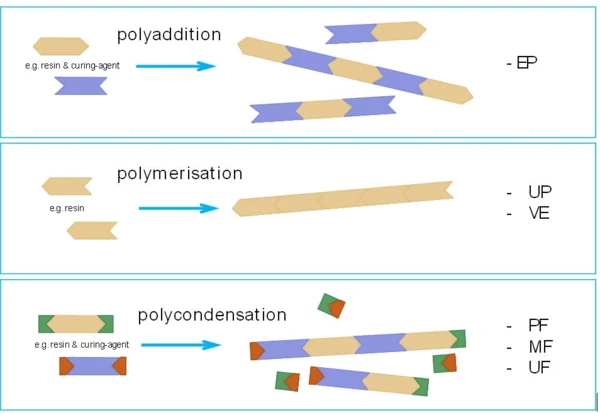
Részleteiben azonban az egyes hőre keményedő műgyantatípusok között különbségek vannak, amelyek mind a feldolgozásra, mind az elemzésre jelentős hatással vannak. Ennek egyik oka a hőre lágyuló műanyagok szintézisreakcióihoz hasonlóan az adott típusú térhálósítási reakció. Megkülönböztetünk poliaddíciót, polimerizációt és polikondenzációt.
Nem minden hőre lágyuló műanyag egyforma
Az 1. ábrán a különböző kémiai reakcióelvek egydimenziós "molekulaláncok" segítségével készült vázlattal láthatók. A legfontosabb és leglényegesebb különbség az, hogy a polikondenzációs reakciók a hőre keményedő formázó vegyületek tipikus feldolgozási hőmérsékletén mindig alacsony molekulájú, illékony melléktermékek leválásával járnak. Ezek a leválasztási termékek lehetnek például víz vagy ammónia, és mind a feldolgozás, mind az elemzés során szigorúan figyelembe kell venni. A polikondenzációs reakcióval térhálósodó hőre keményedő formagyanták közé tartoznak a fenolgyanták (PF) és az aminógyanták (UF, MF, MP).
A hőre keményedő formázóanyagok egy másik típusa szintén tartalmaz illékony komponenseket, ezek azonban nem a térhálósodási reakcióból származnak. Ezek az úgynevezett BMC és SMC anyagok(BulkMoldingCompound, SheetMoldingCompound). Ezek többnyire telítetlen poliészter (UP) vagy vinilészter (VE) alapú vegyületek, amelyeknek sztirolvegyületek hozzáadásával tésztaszerű állagot adnak. Ezek a sztirolvegyületek részben polimerizálódnak, de részben illékony komponensként el is vesznek.
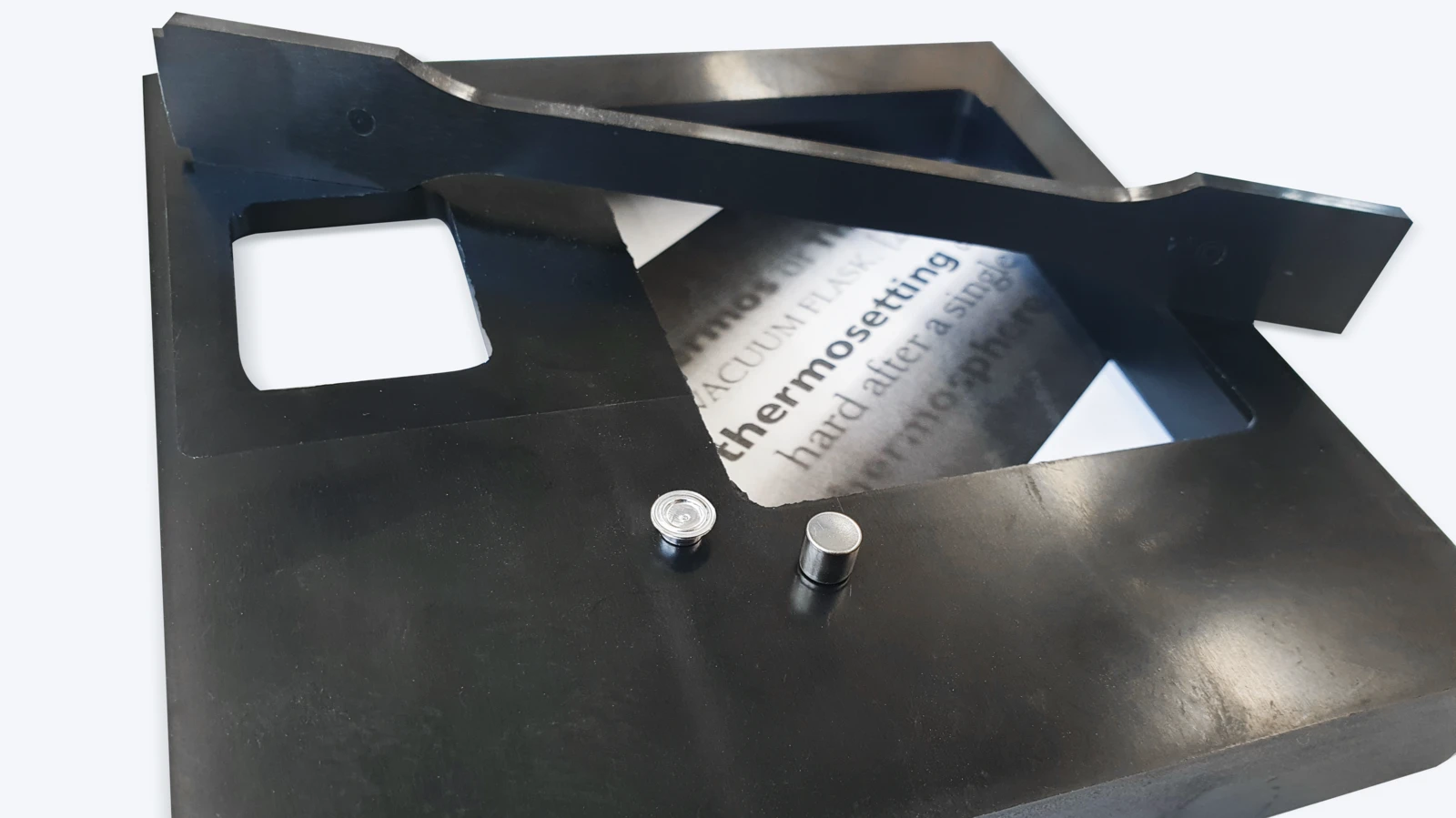
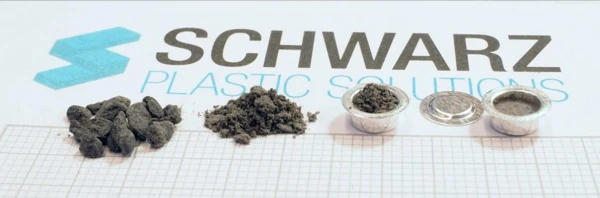
Mint jeleztük, az illékony komponenseket mind a feldolgozás, mind az elemzés során figyelembe kell venni. A DSC-elemzésnél az alacsony molekulájú, illékony komponensek egyrészt a mérés során bekövetkező fázisátalakulást jelentenek folyadékból gázneművé - párolgást -. Ez a hőáramlás jelében EndotermikusEgy mintaátalakulás vagy reakció endoterm, ha az átalakuláshoz hőre van szükség.endotermikus hatásként mérhető, és az egyidejűleg lejátszódó térhálósodási reakciót felülírná. Az exoterm reakciócsúcs egyértelmű jellemzése így nem lenne lehetséges. (Vgl. Fehler! Verweisquelle kann nicht gefunden werden.). Magán a mérési minőségen kívül a DSC-készülék mérőcellájába kerülő illékony komponensek súlyos szennyeződésekhez vezetnek. A 2. ábra három különböző DSC-tégelytípust mutat be, amelyeket a hőre keményedő formázó vegyületek jellemzésére használnak:

Melyik a megfelelő tégely?
A hidegen hegeszthető alumíniumtégelyeket/fedeleket jellemzően epoxi formázó vegyületekhez használják (melléktermékek nélküli addíciós reakció), ahol a fedelet általában még át is lyukasztják. Ez megakadályozza, hogy a vékony fedél a tégelyben lévő levegő tágulása miatt kidudorodjon, ami a térfogatnövekedés miatt EndotermikusEgy mintaátalakulás vagy reakció endoterm, ha az átalakuláshoz hőre van szükség.endotermikus hatást eredményezne.
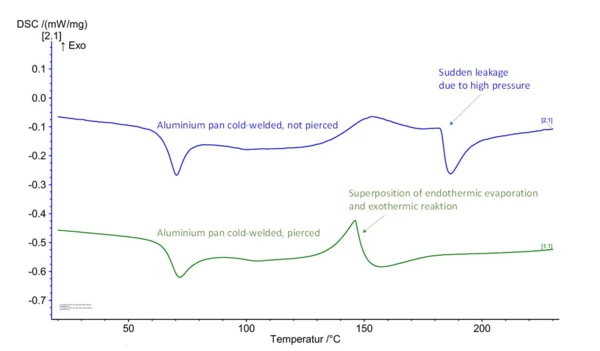
Az illékony komponenseket tartalmazó vagy a térhálósítási reakció során felszabaduló formázó vegyületek esetében - ezek közé tartoznak a fenolgyanták és aminógyanták (kondenzációs reakció melléktermékekkel), valamint a poliészter- és vinilészter alapú BMC és SMC anyagok - nem célszerű a hidegen hegesztett alumíniumtégelyek használata. A lyukasztás nélküli alumíniumtégelyben a kondenzációs termékek először nem tudnak kifejlődni, ami a belsejében állandó nyomásnövekedést eredményez, ami szintén megakadályozza a párolgást. A nyomás növekedésével a hidegen hegesztett tégely-fedél kapcsolat hirtelen szivárgása következik be. A lyukacsos alumíniumtégelyben a kondenzációs termékek szabadon elpárologhatnak és távozhatnak. Az EndotermikusEgy mintaátalakulás vagy reakció endoterm, ha az átalakuláshoz hőre van szükség.endotermikus párolgási entalpia így átfedésben van az ExotermikusEgy mintaátalakulás vagy reakció exoterm, ha hő keletkezik.exotermikus térhálósítási reakcióval. A reakciócsúcs értelmes értékelése egyik esetben sem lehetséges (3. ábra).
Ez az oka annak, hogy az ilyen típusú öntőmasszákhoz nyomásálló acéltégelyeket használnak. Általában elasztomer tömítéssel ellátott, szorosan összenyomott tégelyeket használnak. A 20 bar nyomástömörség elegendő a tipikus hőre keményedő formázó vegyületekhez, mivel az illékony komponenseket előállító formázó vegyület gyantatartalma általában alacsony. Csak az alacsony, 250 °C-os felső hőmérsékleti határ (az elasztomer tömítés termikus alkalmazási határa) vezethet az ExotermikusEgy mintaátalakulás vagy reakció exoterm, ha hő keletkezik.exotermikus térhálósodási csúcs elégtelen méréséhez 10-15 K/percnél nagyobb fűtési sebességnél. Ha például a reakciókinetika meghatározásához/modellezéséhez nagyobb fűtési sebességre van szükség, akkor a csavarozott acéltégelyek is alkalmazhatók.
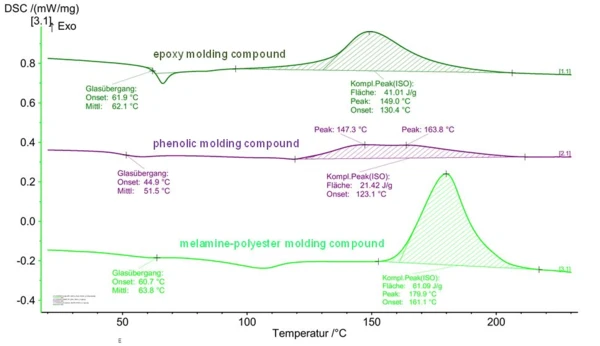
A 4. ábra a különböző típusú hőre keményedő öntőanyagokra vonatkozó DSC-görbék példáját mutatja. Jól láthatóak a térhálósodási entalpia különböző "csúcsformái". A csúcsértékelés alapján így levezethető a feldolgozás/keményedés fő viselkedése. A kezdeti és a csúcshőmérsékletek információt szolgáltatnak a reakció dinamikájáról, és szükség esetén a katalizátorok vagy inhibitorok hatásáról a keményedés kezdetére (hőmérsékletére) és a keményedési sebességre.
A fenolgyanta-formázó vegyület 4. ábrán látható csúcsértékeit felhasználva az is látható, hogy a mérhető hőhatások (reakcióentalpia) részben nagyon alacsonyak. Ennek oka a hőre keményedő formázó vegyületek töltöttségi szintje, amely részben nagyon magas. A fenolos gyanta példájában "csak" 20%-os gyantatartalmú anyagról volt szó. Ezt a tényt a mintaelőkészítés során nagyobb mintamennyiségek alkalmazásával kell figyelembe venni.
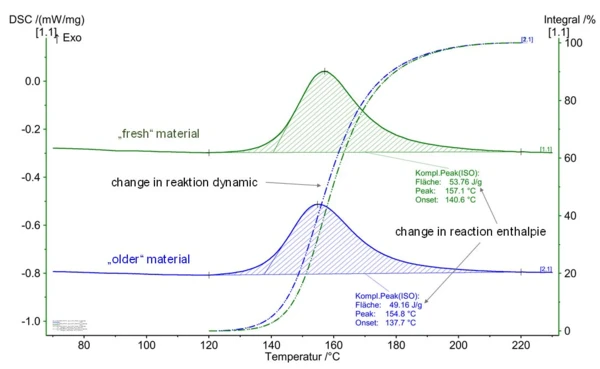
A reakcióentalpia alapján következtetéseket lehet levonni a hőre keményedő formázó vegyületek tárolási állapotára vonatkozóan is. A "tárolási állapot" ugyanúgy meghatározható, mint az építőelemek térhálósodási állapota, ahogyan azt az "Epoxigyanták - Reaktív polimerek, mint a fröccsöntésre alkalmas vegyületek alapja" című blogcikkben leírtuk. Az 5. ábra egy "friss" és egy "tárolt" epoxi formázóanyag összehasonlító mérését mutatja be. Mind a reakciódinamika, mind a reakcióentalpia tekintetében jól láthatóak a változások.
Optimális mintaelőkészítés és mérési módszertan
A hőre keményedő formázóanyagokra jellemző összes sajátosságot figyelembe véve a következő kritériumok bizonyultak megfelelőnek mind a mintaelőkészítés, mind a mérési módszertan tekintetében (6. ábra):
- A szemcsék finom porrá történő előkészítése, lehetőleg hőbevitel nélkül (pl. habarcsozás)
- Ha lehetséges, a teljes tégelytérfogat felhasználása a minta számára: a sok reaktív tömeg növeli a jelerősséget
- A minta tömörítése a tégelyben a szonda által: jó érintkezés a tégely aljával; kevés levegő mint hőszigetelő a mintában
- Átszúrt alumíniumtégelyek használata epoxigyantákhoz
- Szorosan lezárt acéltégelyek használata olyan anyagokhoz, mint a fenolgyanták, aminógyanták, telítetlen poliésztergyanták és vinilésztergyanták
- 20 K/perc fűtési sebesség alumíniumtégelyeknél és 10 K/perc acéltégelyeknél
- A második fűtés (teljesen megkeményített minta a tégelyben) bevezetése az alapvonal korrekciójához megkönnyíti a csúcsértékek kiértékelését
A következő cikkben Prof. Dr. Ing. Sascha Englich a folyamat kinetikai szimulációjáról számol be. Maradjanak velünk!
*A Schwarz Plastic Technologies tanácsadó cég a műanyagipar speciális kihívásaihoz nyújt tanácsadást, a mérnöki tevékenységre, a folyamattechnikára és a műanyag-specifikus marketingre összpontosítva.

