20.07.2023 by Prof. Dr. Ing. Sascha Englich
Реокинетика - специфично за процеса поведение на термореактивните формовъчни смеси при втвърдяване на потока
Терминът "реокинетика" се използва за описване на зависимото от реакцията реологично поведение на термореактивните материали, което е от голямо значение например при обработката на термореактивни формовъчни смеси (инжекционно формоване, трансферно формоване).
Проф. д-р инж. Саша Енглих е професор по инженерство на пластмасите в университета Щайнбайс в Берлин и експерт по материали и технологии за пластмаси в Schwarz Plastic Technologies*. Като част от новата серия блогове за оптимизиране на шприцването на епоксидни смоли чрез диференциална сканираща калориметрия и реология той вече представи доклади за: Епоксидни смоли - реактивни полимери като основа за съединения, които могат да се формоват чрез впръскване, и DSC анализ на термореактивни смоли. Четвъртата част от поредицата ни в блога е посветена на реокинетиката.
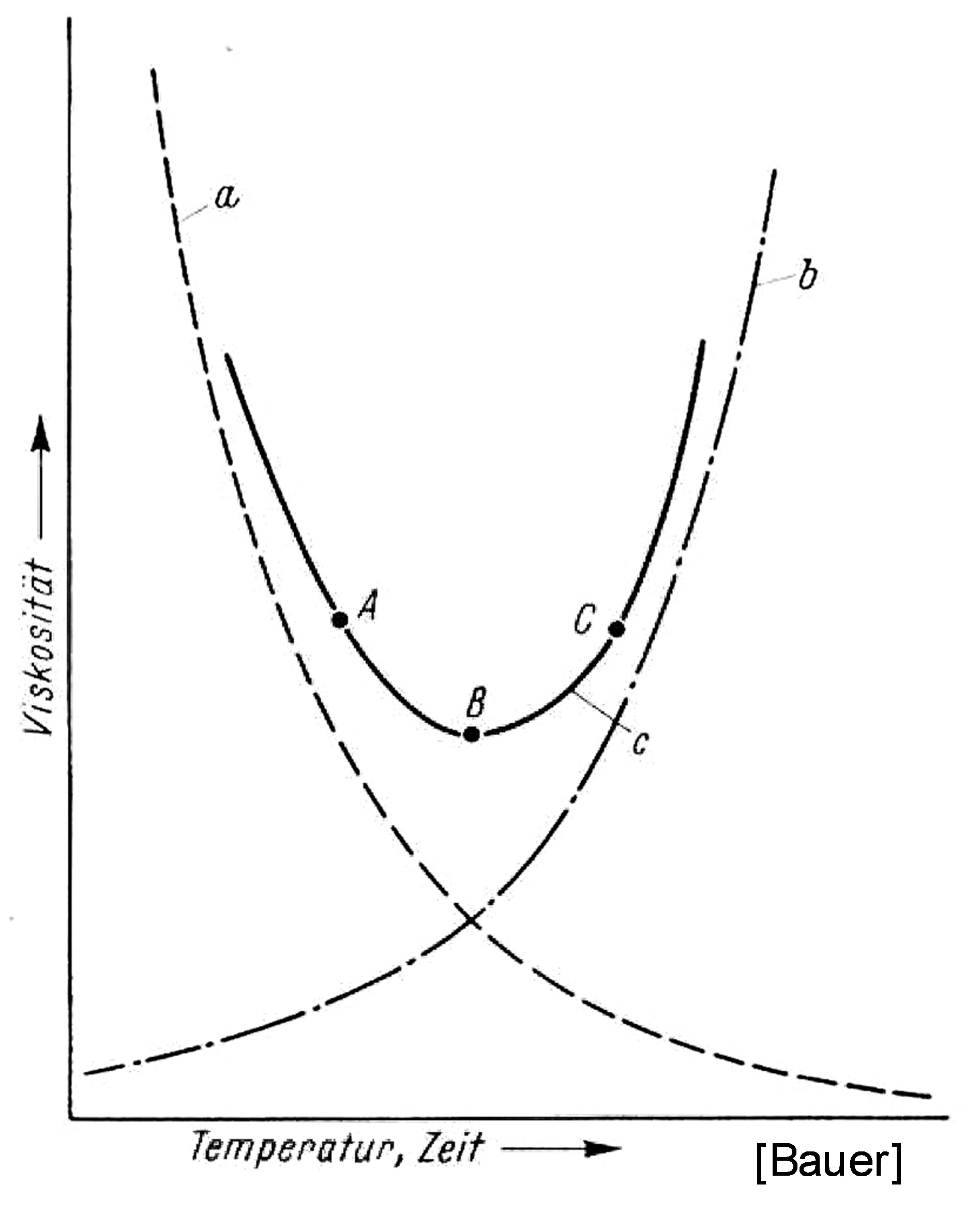
Терминът "реокинетика" се използва за описване на зависимото от реакциите реологично поведение на термореактивните материали, което е от голямо значение например при обработката на термореактивни формовъчни смеси (инжекционно формоване, трансферно формоване). Classic опростеното наблюдение на поведението при втвърдяване на потока обикновено се основава на така наречената "U" крива на вискозитета/течливостта, която има за цел да представи връзката между първоначалното намаляване на вискозитета поради повишаване на температурата и последващото увеличаване на вискозитета поради прогресивното молекулно омрежване (фигура 1).
За поведението при втвърдяване на потока на термореактивно формовъчно съединение
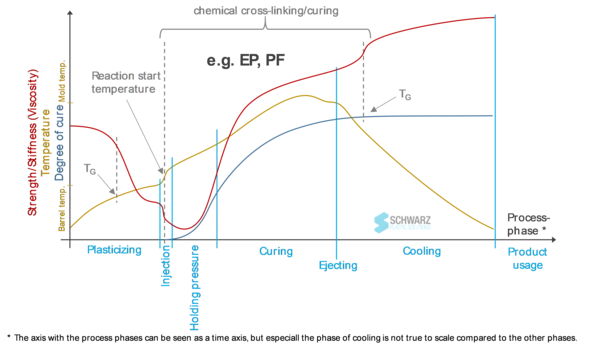
Приложено към реален производствен процес, това химико-физично взаимодействие води до много по-сложен процес. На фигура 2 е представена схема на поведението при втвърдяване на потока на термореактивно формовъчно съединение (напр. епоксидна смола или фенолна смола) чрез цикъл на инжекционно формоване. Твърдостта на материала (съответстваща на вискозитета в разтопено състояние) показва характерни криви в отделните фази на процеса. По време на пластифицирането температурата на масата системно се повишава от нагревателя на варела и триенето (въртенето на шнека), докато се надхвърли диапазонът на стъклопреход на аморфната смола (фигура 2, жълта графика). Материалът вече е в разтопено състояние. В идеалния случай температурата е избрана/настроена така, че вискозитетът да е възможно най-нисък, като същевременно се избягва втвърдяването (вж. статията в блога "DSC анализ на термореактивни материали - прилагане на подходяща методика за измерване за различни видове смоли").
Състояния на процеса по време на шприцване
По време на фазата на впръскване, когато материалът преминава през дюзата на машината, триенето нагрява материала до подходяща температура на втвърдяване за кратко време. Поради това молекулното омрежване протича с ускорена скорост от този момент нататък (фигура 2, синя крива). В същото време това повишаване на температурата води до значително намаляване на вискозитета. Тази относително кратка фаза на процеса е важна за ефективността и качеството на процеса, тъй като определя запълването на формата(реология) в допълнение към времето за втвърдяване (динамика на реакцията). По време на фазата след налягането вискозитетът първоначално продължава да намалява поради повишаването на температурата (нагряване на формата, включващо екзотермична реакция на омрежване) и накрая се увеличава с напредването на омрежването, като материалът се връща в твърдо състояние (фаза на втвърдяване). Материалът/компонентът се изхвърля от формата в горещо, твърдо състояние. Прагът на специфичната за омрежването температура на встъкляване се достига за първи път по време на охлаждането.

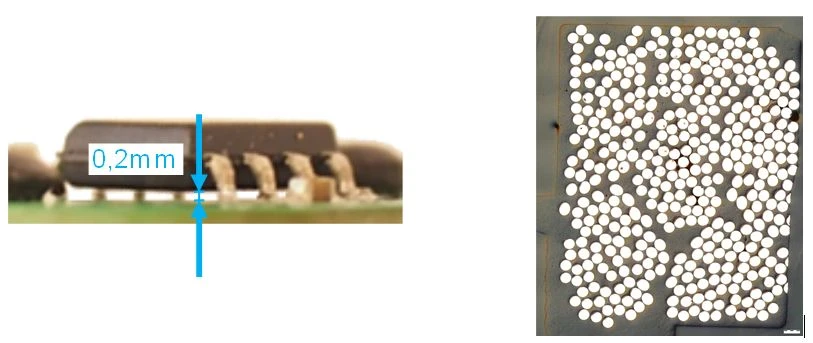
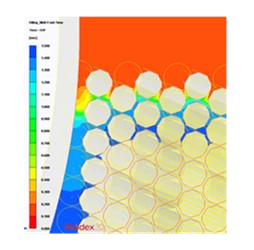
Познаването на специфичното за материала поведение при втвърдяване на потока е от основно значение за проектирането на компоненти и процеси. Например капсулирането на електронни компоненти изисква запълване на формите с понижено налягане, за да не се повредят чувствителните електронни части. В същото време често се налага да се запълват изцяло много тесни пролуки (фигура 4). Това изисква материали с особено нисък вискозитет по време на запълването на формата (най-вече специални съединения на епоксидни смоли) във връзка с подходящо проектиране на формата и процеса.
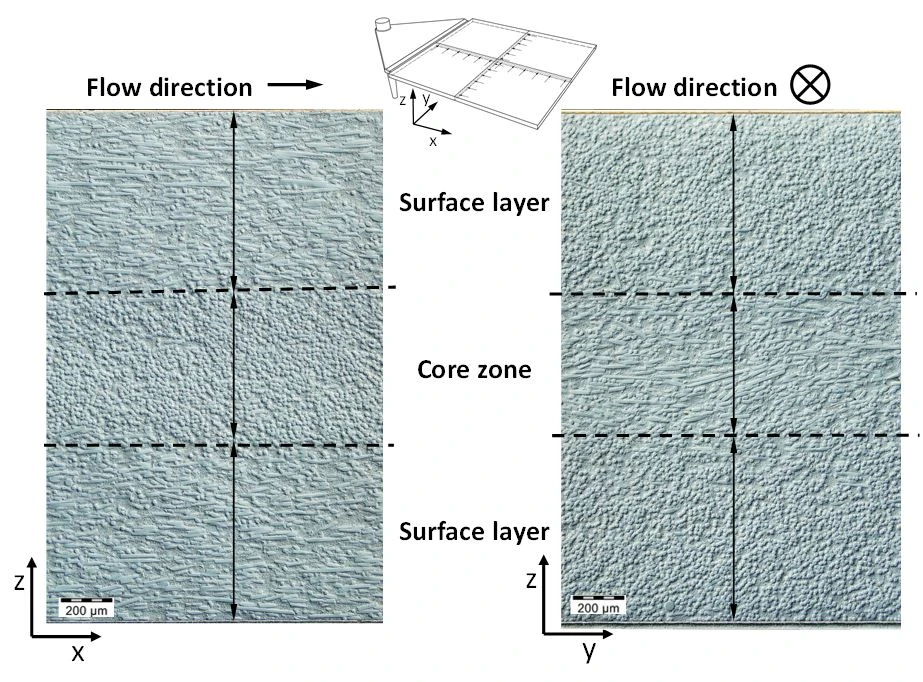
Друг важен момент, в който реокинетичните свойства играят важна роля, е формирането на структурата на пълнителя, например ориентацията на влакната. Образуват се две различни ориентации на слоевете (фигура 5). Съществуват два крайни слоя, в които влакната са ориентирани предимно успоредно на посоката на потока (зони на срязване), и един основен слой, в който влакната са ориентирани предимно перпендикулярно на посоката на потока (зона на странично разширение). Съответните пропорции на ориентираните над сечението слоеве оказват значително влияние върху механичните свойства при различни посоки на натоварване. Те се влияят от реокинетичното поведение на материала в допълнение към дизайна на формата и процеса.
Методи за симулация на обработка
И двата гореспоменати сценария на приложение показват колко е важно да се познава реокинетичното поведение на термореактивните формовъчни смеси, за да се извърши оптимален избор на материал, проектиране на матрица и процес. Използването на методите за симулация на обработката (фигура 6) също е важно, за да се избегнат експерименталните тестове "проба-грешка". Ето защо реокинетичното поведение на материала трябва да се определи чрез комбинация от DSC и реометрия и да се предостави чрез математически модели в софтуера за симулация на обработката като "изчислителна база".
Една от опциите при реологичното измерване е използването на ротация/осцилация - особеност, която ще бъде представена подробно при анализа на термореактивни формовъчни смеси в следващата статия.
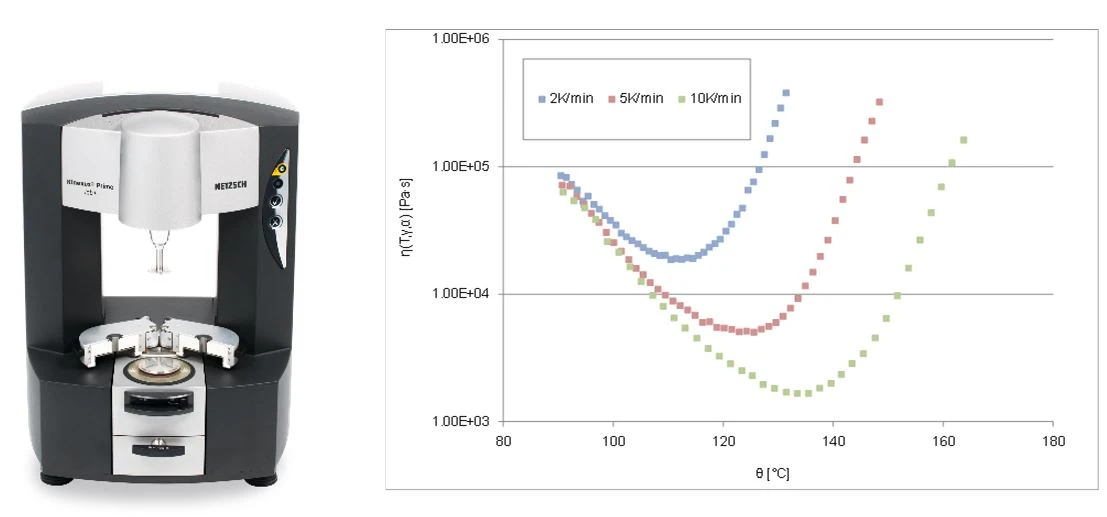
Една от възможностите за реологично измерване е използването на ротация/осморка, специалната функция, която ще бъде представена подробно по време на анализа на термореактивни формовъчни смеси в следващата статия. Останете на линия!
*Schwarz Plastic Technologies е консултантска компания за специфични предизвикателства в пластмасовата индустрия с фокус върху инженеринга, технологичните процеси и специфичния за пластмасите маркетинг.