20.07.2023 by Prof. Dr. Ing. Sascha Englich
Rheokinetik - Den processpecifikke flowhærdende adfærd hos termohærdende støbemasser
Begrebet reokinetik bruges til at beskrive den reaktionsafhængige reologiske opførsel af termohærdende materialer, hvilket er af stor betydning i for eksempel behandlingen af termohærdende støbemasser (sprøjtestøbning, transferstøbning).
Prof. Dr. Ing. Sascha Englich er professor i plastteknik ved Steinbeis-universitetet i Berlin og ekspert i plastmaterialer og procesteknologi hos Schwarz Plastic Technologies*. Som en del af den nye blogserie om optimering af sprøjtestøbning af epoxyharpiks ved hjælp af differentiel scanningskalorimetri og reologi har han allerede præsenteret rapporter om: Sprøjtestøbning af hærdeplast i e-mobilitet, epoxyharpikser - reaktive polymerer som grundlag for sprøjtestøbbare forbindelser og DSC-analyse af hærdeplast. Den fjerde del af vores blogserie handler om rheokinetik.
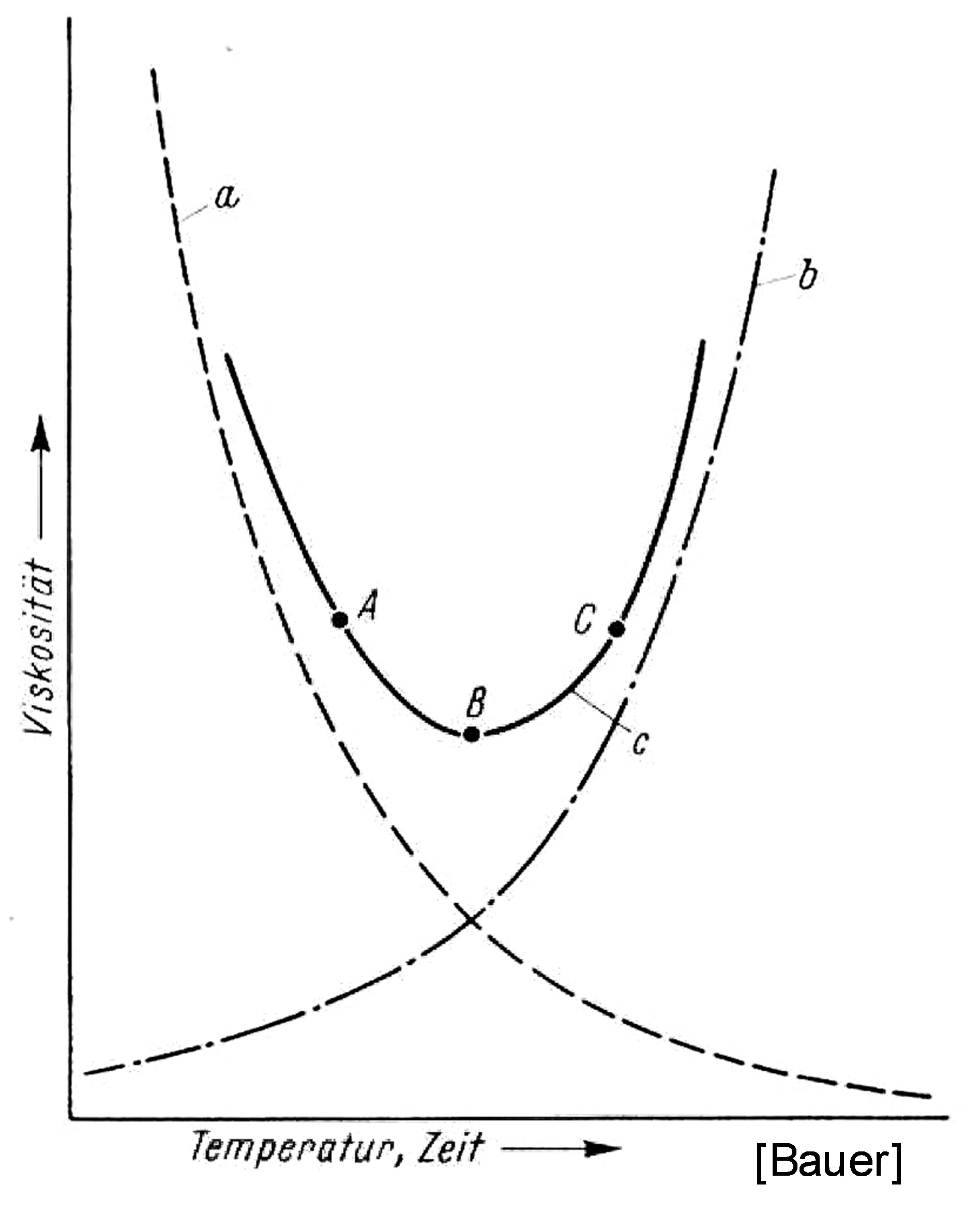
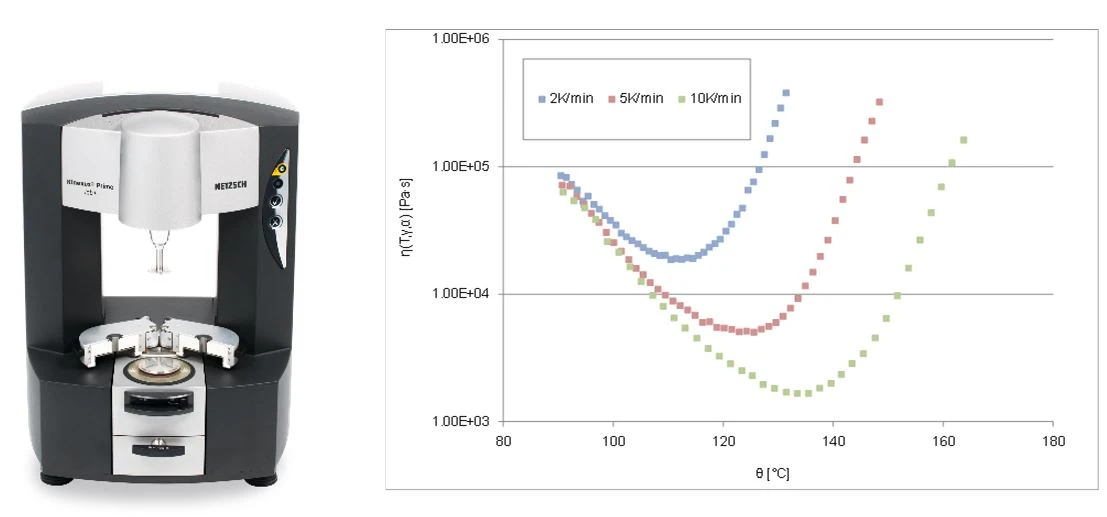
Udtrykket reokinetik bruges til at beskrive den reaktionsafhængige reologiske opførsel af termohærdende materialer, hvilket er af stor betydning i for eksempel behandlingen af termohærdende støbemasser (sprøjtestøbning, overførselsstøbning). Classic forenklet overvågning af flowhærdningsadfærden er normalt baseret på en såkaldt "U"-kurve for viskositet/flowability, som er beregnet til at repræsentere forholdet mellem det indledende fald i viskositet på grund af en temperaturstigning og den efterfølgende stigning i viskositet på grund af progressiv molekylær tværbinding (figur 1).
Om en termohærdende støbemassas flowhærdende adfærd
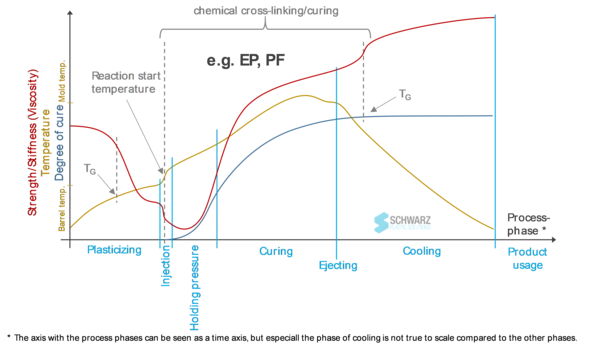
Anvendt på en rigtig fremstillingsproces fører denne kemisk-fysiske interaktion til en meget mere kompleks proces. Figur 2 viser en skematisk oversigt over flowhærdningen af en termohærdende støbemasse (f.eks. epoxyharpiks eller fenolharpiks) ved hjælp af en sprøjtestøbningscyklus. Materialets stivhed (svarende til viskositeten i smeltet tilstand) viser karakteristiske kurver i de enkelte procesfaser. Under plastificeringen øges massetemperaturen systematisk af cylindervarmeren og friktionen (skruens rotation), indtil glasovergangsområdet for den amorfe harpiks overskrides (figur 2, gul graf). Materialet er nu i smeltet tilstand. Ideelt set vælges/justeres temperaturen til en viskositet, der er så lav som muligt, samtidig med at Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning undgås (jf. blogartiklen "DSC-analyse af termohærdere - anvendelse af den rette målemetode til forskellige harpikstyper").
Procestilstande under sprøjtestøbning
I indsprøjtningsfasen, når materialet flyder gennem maskinens dyse, opvarmes materialet ved friktion til en relevant hærdningstemperatur på kort tid. Derfor sker den molekylære tværbinding med en accelereret hastighed fra dette punkt og fremefter (figur 2, blå kurve). Samtidig fører denne temperaturstigning til en betydelig reduktion af viskositeten. Denne relativt korte procesfase er vigtig for proceseffektivitet og kvalitet, da den definerer formfyldning(reologi) ud over hærdningstiden (reaktionsdynamik). I eftertryksfasen fortsætter viskositeten først med at falde på grund af temperaturstigningen (opvarmning af formen, herunder en EksotermEn prøveovergang eller en reaktion er eksoterm, hvis der udvikles varme.eksoterm tværbindingsreaktion), og til sidst stiger den, efterhånden som tværbindingen skrider frem, og materialet vender tilbage til fast tilstand (hærdningsfasen). Materialet/komponenten skubbes ud af formen i en varm, fast tilstand. Tærsklen for den tværbindingsspecifikke glasovergangstemperatur nås først under afkøling.

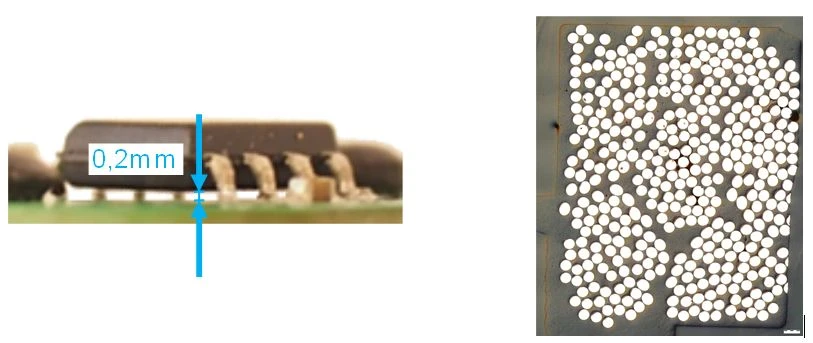
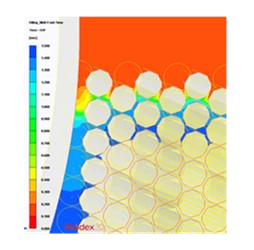
Indsigt i den materialespecifikke flowhærdende adfærd er af grundlæggende betydning for komponent- og procesdesign. For eksempel kræver indkapsling af elektroniske komponenter trykreduceret formfyldning for ikke at beskadige følsomme elektroniske dele. Samtidig skal meget smalle mellemrum ofte fyldes helt ud (figur 4). Dette kræver materialer med særlig lav viskositet under formfyldning (for det meste specielle epoxyharpiksforbindelser) i forbindelse med det passende form- og procesdesign.
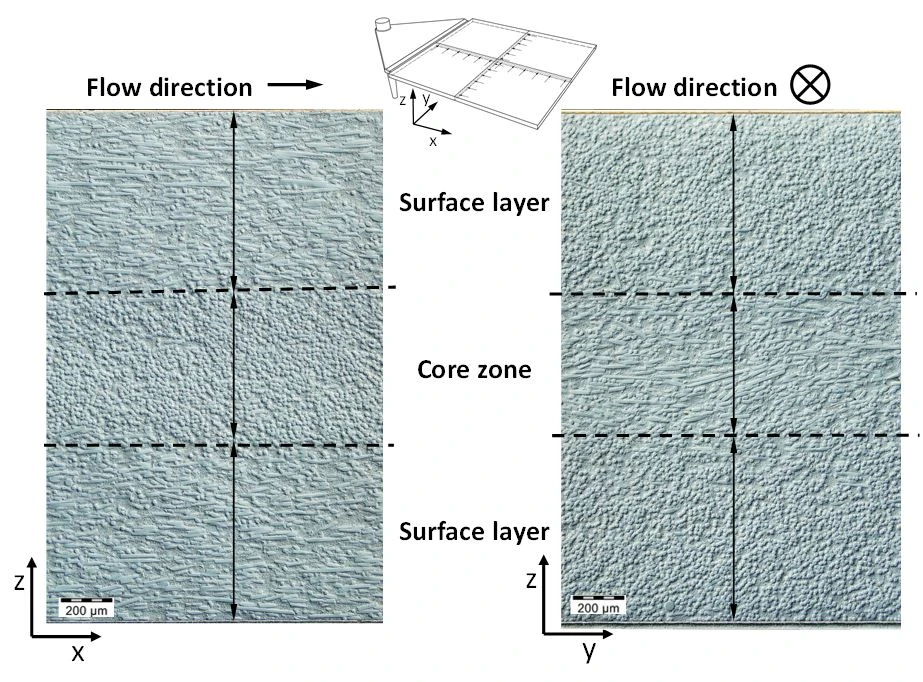
Et andet vigtigt punkt, hvor de rheokinetiske egenskaber spiller en vigtig rolle, er dannelsen af fillerstrukturen, f.eks. fiberorienteringen. Der dannes to forskellige orienteringer af lag (figur 5). Der er to kantlag, hvor fibrene hovedsageligt er orienteret parallelt med strømningsretningen (forskydningszoner), og et kernelag, hvor fibrene hovedsageligt er orienteret vinkelret på strømningsretningen (lateral forlængelseszone). De tilsvarende proportioner af de orienterede lag over tværsnittet har stor indflydelse på de mekaniske egenskaber i forskellige belastningsretninger. Disse påvirkes af den rheokinetiske materialeadfærd ud over form- og procesdesignet.
Metoder til simulering af processer
Begge de ovennævnte anvendelsesscenarier viser, hvor vigtigt det er at have indsigt i den reokinetiske opførsel af termohærdende støbemasser for at kunne foretage et optimalt materialevalg, form- og procesdesign. Brugen af processimuleringsmetoder (figur 6) er også vigtig for at undgå eksperimentelle trial-and-error-tests. Derfor skal den rheokinetiske materialeadfærd bestemmes ved en kombination af DSC og rheometri og gøres tilgængelig via matematiske modeller i processimuleringssoftware som et "beregningsgrundlag".
En mulighed i en reologisk måling er brugen af rotation/oscillation, den særlige funktion, som vil blive præsenteret i detaljer under analyse af termohærdende støbeforbindelser i den næste artikel.
En mulighed i en reologisk måling er brugen af rotation/oscillation, den særlige funktion, som vil blive præsenteret i detaljer under analyse af termohærdende støbemasser i den næste artikel. Følg med!
*Schwarz Plastic Technologies er en konsulentvirksomhed for specifikke udfordringer i plastindustrien med fokus på ingeniørarbejde, procesteknologi og plastspecifik markedsføring.