20.07.2023 by Prof. Dr. Ing. Sascha Englich
Reokinetiikka - Lämpökovettuvien muottiyhdisteiden prosessikohtainen virtaus-kovettumiskäyttäytyminen
Termiä reokinetiikka käytetään kuvaamaan lämpökovettuvien materiaalien reaktiosta riippuvaa reologista käyttäytymistä, jolla on suuri merkitys esimerkiksi lämpökovettuvien valumassojen käsittelyssä (ruiskuvalu, siirtovalu).
Prof. Dr. Ing. Sascha Englich on Berliinin Steinbeis-yliopiston muovitekniikan professori ja Schwarz Plastic Technologiesin* muovimateriaalien ja prosessitekniikan asiantuntija. Osana uutta blogisarjaa, joka koskee epoksihartsin ruiskuvalun optimointia differentiaalisen pyyhkäisykalorimetrian ja reologian avulla, hän on jo esittänyt raportteja seuraavista aiheista: Thermoset Injection Molding in E-Mobility, Epoxy Resins - Reactive Polymers as a Base for Injection-Moldable Compounds ja DSC Analysis on Thermosets. Blogisarjamme neljäs osa käsittelee reokinetiikkaa.
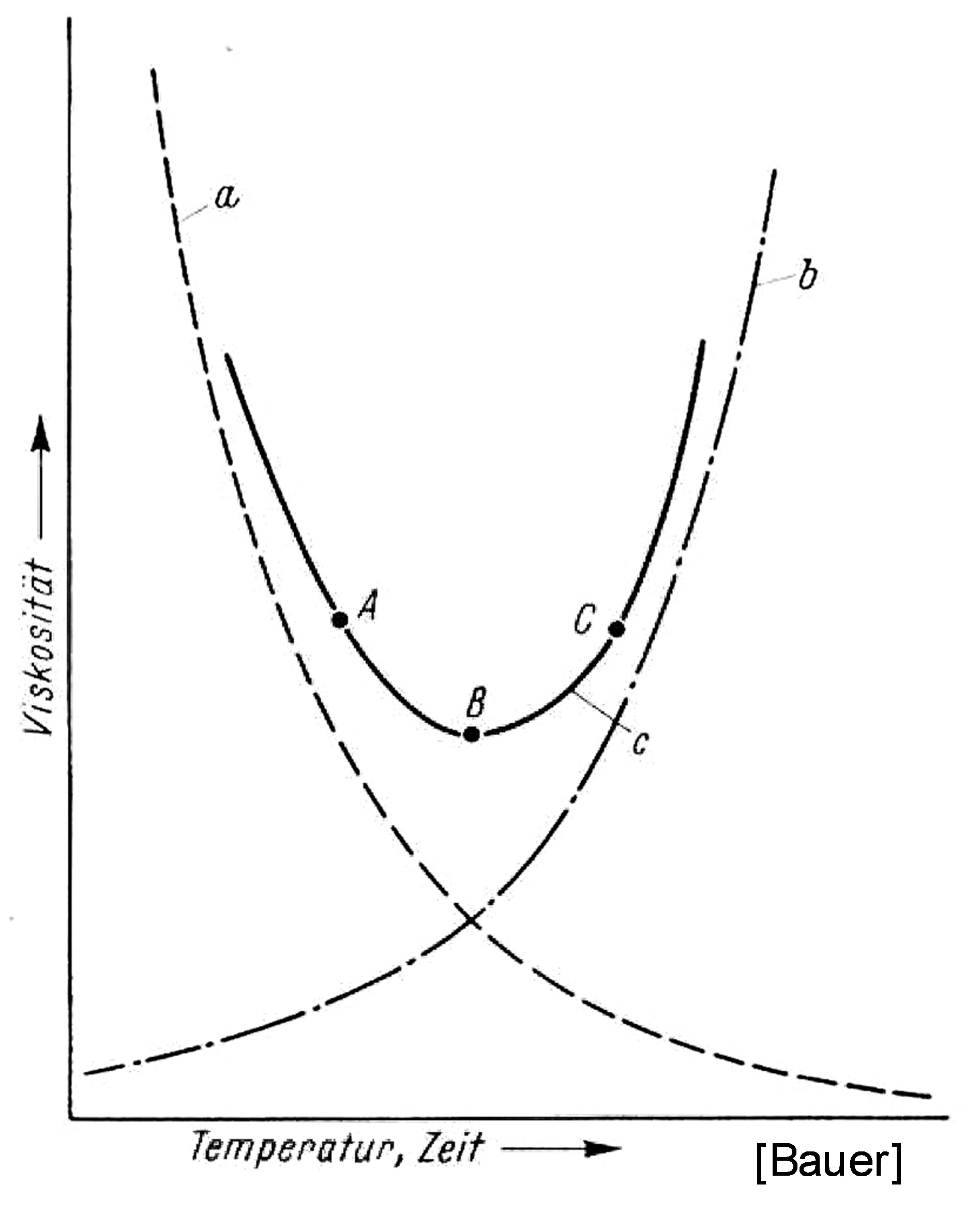
Termiä reokinetiikka käytetään kuvaamaan lämpökovettuvien materiaalien reaktiosta riippuvaa reologista käyttäytymistä, jolla on suuri merkitys esimerkiksi lämpökovettuvien muottiyhdisteiden käsittelyssä (ruiskuvalu, siirtovalu). Classic Virtauskovettumiskäyttäytymisen yksinkertaistettu seuranta perustuu yleensä niin sanottuun viskositeetti/virtauskestävyys- U-käyrään, jonka tarkoituksena on kuvata lämpötilan noususta johtuvan viskositeetin alun perin alenevan lämpötilan alenemisen ja sen jälkeen tapahtuvan molekyylien asteittaisen ristisilloittumisen aiheuttaman viskositeetin nousun suhdetta toisiinsa nähden (kuva 1).
Tietoa lämpökovettuvan muottiyhdisteen virtauskovettumiskäyttäytymisestä
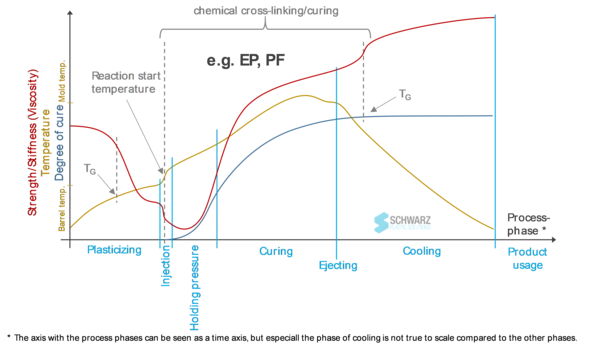
Todelliseen valmistusprosessiin sovellettuna tämä kemiallis-fysikaalinen vuorovaikutus johtaa paljon monimutkaisempaan prosessiin. Kuvassa 2 esitetään kaavamaisesti lämpökovettuvan valumassan (esim. epoksihartsi tai fenolihartsi) virtauskovettumiskäyttäytyminen ruiskuvalusyklin avulla. Materiaalin jäykkyys (joka vastaa viskositeettia sulassa tilassa) osoittaa ominaiskäyrät yksittäisissä prosessivaiheissa. Pehmittämisen aikana massan lämpötilaa nostetaan järjestelmällisesti piipunlämmittimellä ja kitkalla (ruuvin pyörimisellä), kunnes amorfisen hartsin lasisiirtymäalue ylittyy (kuva 2, keltainen kuvaaja). Materiaali on nyt sulassa tilassa. Ihannetapauksessa lämpötila valitaan/säädetään niin, että viskositeetti on mahdollisimman alhainen ja samalla vältetään Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen (ks. blogiartikkeli "DSC-analyysi kestomuoveilla - sopivan mittausmenetelmän soveltaminen eri hartsityypeille").
Prosessitilat ruiskuvalun aikana
Ruiskutusvaiheen aikana, kun materiaali virtaa koneen suuttimen läpi, kitka lämmittää materiaalin mahdollisimman lähelle kovettumislämpötilaa lyhyessä ajassa. Tämän vuoksi molekyylien ristisilloittuminen tapahtuu nopeutetusti tästä eteenpäin (kuva 2, sininen käyrä). Samalla tämä lämpötilan nousu johtaa viskositeetin merkittävään alenemiseen. Tämä suhteellisen lyhyt prosessivaihe on tärkeä prosessin tehokkuuden ja laadun kannalta, koska se määrittää muotin täytön(reologia) kovettumisajan (reaktion dynamiikka) lisäksi. Paineen jälkeisen vaiheen aikana viskositeetti aluksi jatkaa alenemistaan lämpötilan nousun vuoksi (muotin lämpeneminen, johon sisältyy EksoterminenNäytteen siirtyminen tai reaktio on eksoterminen, jos siinä syntyy lämpöä.eksoterminen silloitusreaktio), ja lopulta kasvaa silloituksen edetessä, jolloin materiaali palaa kiinteään tilaan (kovettumisvaihe). Materiaali/komponentti poistuu muotista kuumana, kiinteässä tilassa. Ristisilloituskohtaisen lasittumislämpötilan kynnysarvo saavutetaan ensin jäähdytyksen aikana.

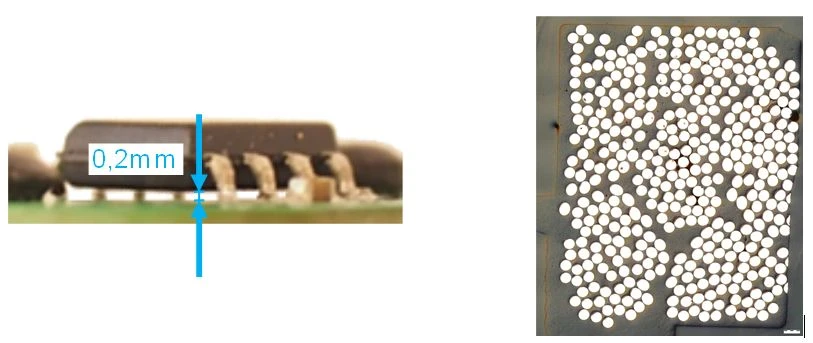
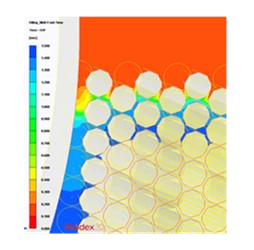
Materiaalikohtaisen virtauskovettumiskäyttäytymisen ymmärtäminen on erittäin tärkeää komponenttien ja prosessien suunnittelun kannalta. Esimerkiksi elektroniikkakomponenttien kapseloinnissa tarvitaan paineenalennettua muotin täyttöä, jotta herkät elektroniset osat eivät vaurioidu. Samaan aikaan hyvin kapeat aukot on usein täytettävä kokonaan (kuva 4). Tämä edellyttää materiaaleja, joiden viskositeetti on erityisen alhainen muotin täytön aikana (useimmiten erityisiä epoksihartsiseoksia), sekä asianmukaista muotin ja prosessin suunnittelua.
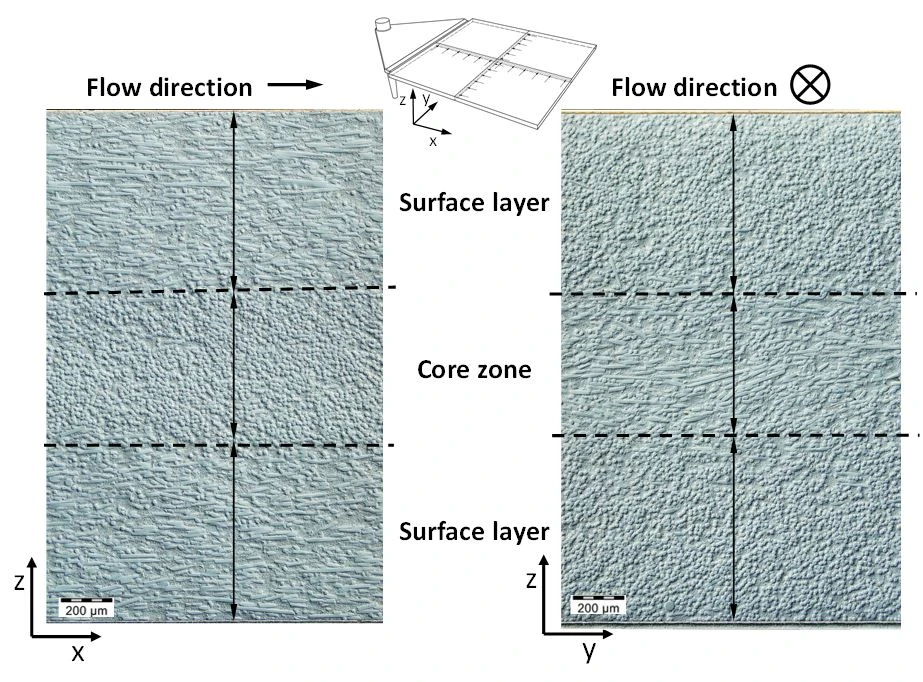
Toinen tärkeä seikka, jossa reokineettisillä ominaisuuksilla on tärkeä rooli, on täyteaineen rakenteen muodostuminen, esimerkiksi kuitujen suuntautuminen. Kerroksiin muodostuu kaksi erilaista suuntausta (kuva 5). On kaksi reunakerrosta, joissa kuidut ovat pääosin suuntautuneet virtaussuunnan suuntaisesti (leikkausvyöhykkeet), ja yksi ydinkerros, jossa kuidut ovat pääosin suuntautuneet kohtisuoraan virtaussuuntaan nähden (lateraalinen laajenemisvyöhyke). Poikkileikkauksen yläpuolella olevien suuntautuneiden kerrosten vastaavat osuudet vaikuttavat merkittävästi mekaanisiin ominaisuuksiin eri kuormitussuunnissa. Niihin vaikuttavat muotin ja prosessin suunnittelun lisäksi materiaalin reokineettinen käyttäytyminen.
Prosessoinnin simulointimenetelmät
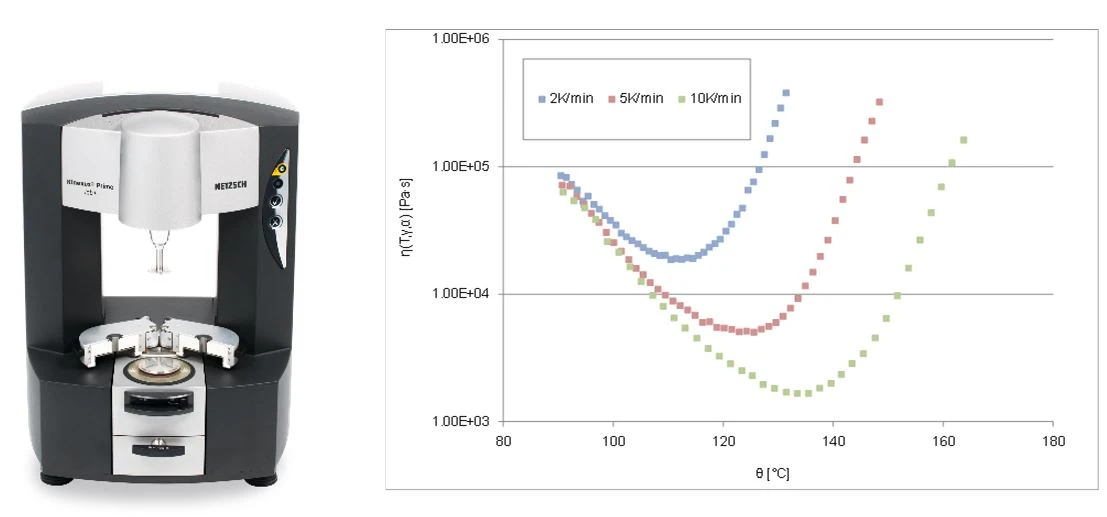
Molemmat edellä mainitut sovellustapaukset osoittavat, että on tärkeää tuntea lämpökovettuvien valumassojen reokineettinen käyttäytyminen, jotta voidaan tehdä optimaalinen materiaalivalinta, muotin ja prosessin suunnittelu. Käsittelyn simulointimenetelmien käyttö (kuva 6) on myös tärkeää, jotta vältytään kokeellisilta virhekokeiluilta. Siksi materiaalin reokineettinen käyttäytyminen on määritettävä DSC:n ja reometrian yhdistelmällä, ja se on saatava käyttöön matemaattisten mallien avulla prosessointisimulointiohjelmistoissa "laskentaperusteena".
Yksi vaihtoehto reologisessa mittauksessa on rotaation/oskillaation käyttö, erikoisominaisuus, joka esitellään yksityiskohtaisesti lämpökovettuvien valumassojen analysoinnin yhteydessä seuraavassa artikkelissa.
Yksi vaihtoehto reologisessa mittauksessa on rotaation/oskillaation käyttö, erikoisominaisuus, joka esitellään yksityiskohtaisesti lämpökovettuvien valumassojen analysoinnissa seuraavassa artikkelissa. Pysy kuulolla!
*Schwarz Plastic Technologies on konsultointiyritys muoviteollisuuden erityishaasteisiin keskittyen suunnitteluun, prosessitekniikkaan ja muovikohtaiseen markkinointiin.