20.07.2023 by Prof. Dr. Ing. Sascha Englich
Rheokinetika - A hőre keményedő formázó vegyületek folyamat-specifikus folyás-keményedési viselkedése
A reokinetika kifejezést a hőre keményedő anyagok reakciófüggő reológiai viselkedésének leírására használják, amely például a hőre keményedő formázóanyagok (fröccsöntés, transzferformázás) feldolgozásában nagy jelentőséggel bír.
Prof. Dr. Ing. Sascha Englich a berlini Steinbeis Egyetem műanyagmérnöki professzora és a Schwarz Plastic Technologies* műanyag anyag- és folyamattechnológiai szakértője. Az epoxigyanta fröccsöntés optimalizálása differenciál pásztázó kalorimetria és reológia segítségével című új blogsorozat részeként már bemutatott beszámolókat a következőkről: Thermoset fröccsöntés az E-Mobilitásban, Epoxigyanták - reaktív polimerek mint a fröccsöntésre alkalmas vegyületek alapja, és DSC-elemzés a hőre lágyuló keményfémeken. Blogsorozatunk negyedik része a reokinetikáról szól.
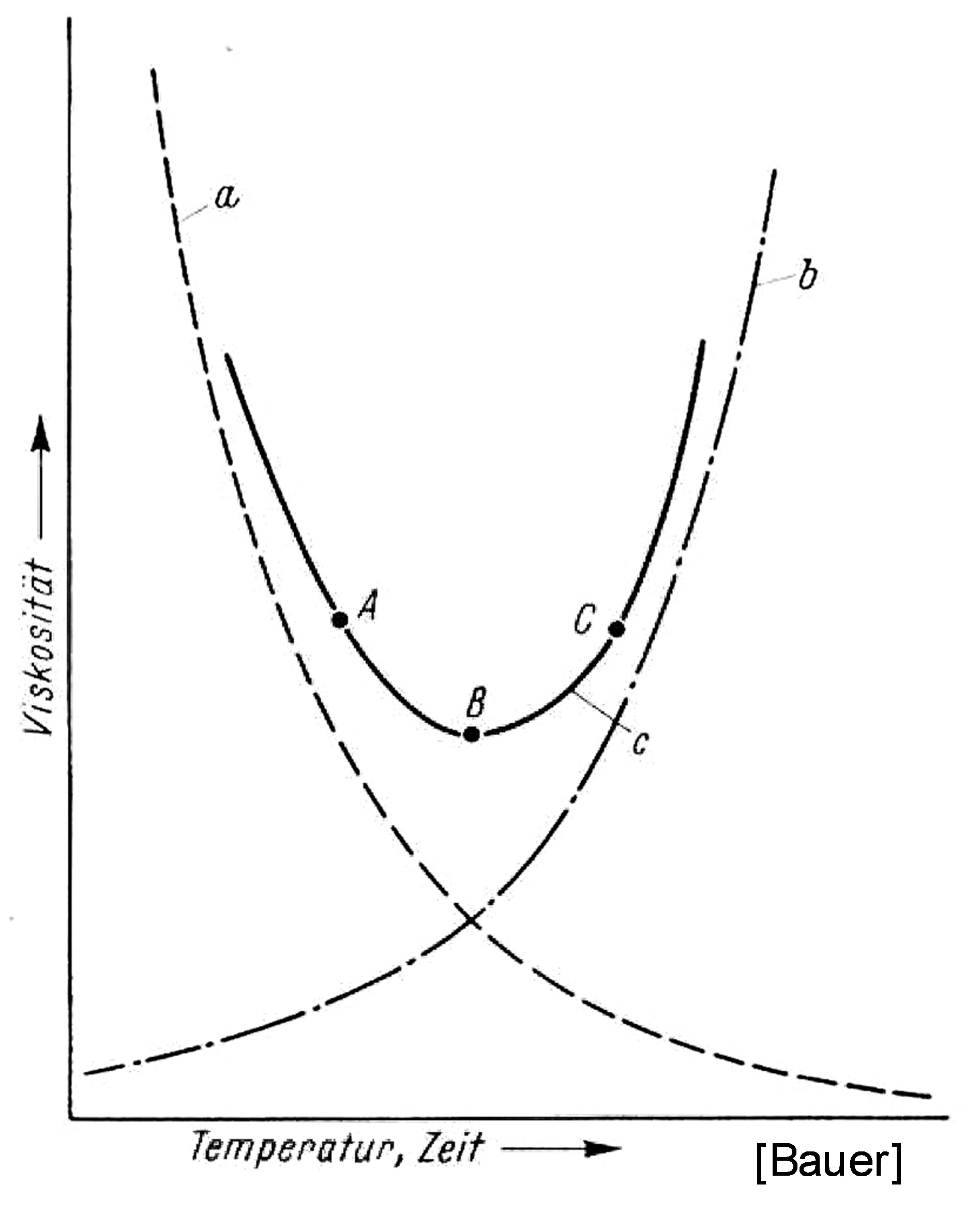
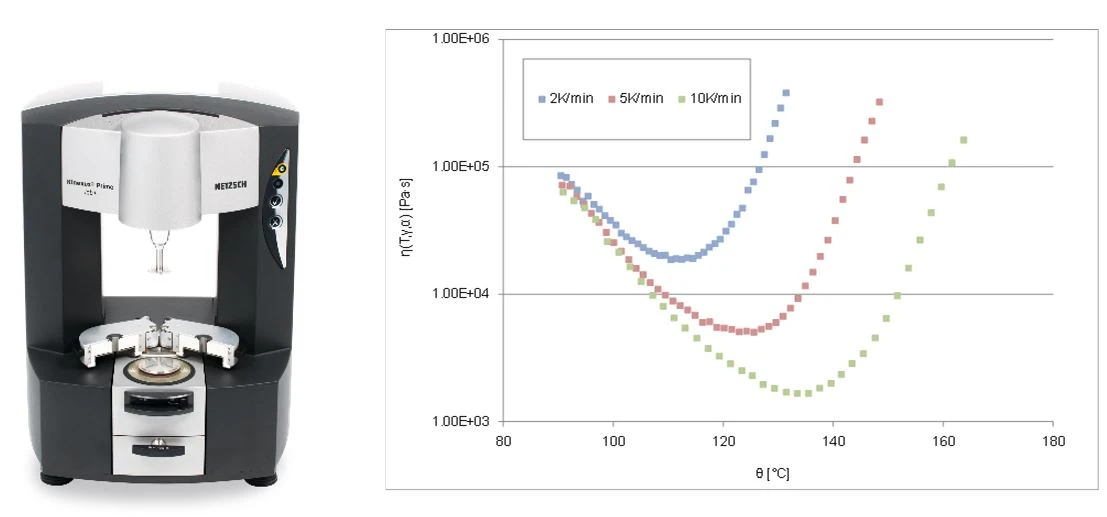
A reokinetika kifejezést a hőre keményedő anyagok reakciófüggő reológiai viselkedésének leírására használják, ami például a hőre keményedő formázóanyagok (fröccsöntés, transzferformázás) feldolgozásában nagy jelentőséggel bír. Classic A folyós-keményedési viselkedés egyszerűsített nyomon követése általában a viszkozitás/folyékonyság úgynevezett "U" görbéjén alapul, amely a hőmérsékletemelkedés miatti kezdeti viszkozitáscsökkenés és a fokozatos molekuláris térhálósodás miatti későbbi viszkozitásnövekedés közötti kapcsolatot hivatott ábrázolni (1. ábra).
A hőre keményedő öntőanyag folyás-keményedési viselkedéséről
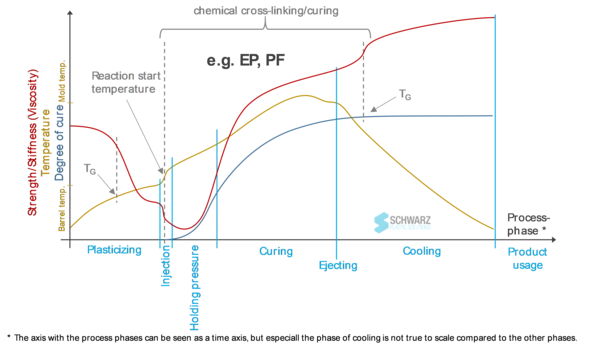
Egy valós gyártási folyamatra alkalmazva ez a kémiai-fizikai kölcsönhatás sokkal összetettebb folyamathoz vezet. A 2. ábra egy hőre keményedő formázóanyag (pl. epoxigyanta vagy fenolgyanta) áramlás-keményedési viselkedésének vázlatos ábráját mutatja be egy fröccsöntési ciklus segítségével. Az anyag merevsége (amely az olvadt állapotban lévő viszkozitásnak felel meg) jellegzetes görbéket mutat az egyes folyamatfázisokban. A lágyítás során a tömeghőmérsékletet a hordófűtés és a súrlódás (csigaforgatás) szisztematikusan növeli, amíg az amorf gyanta üvegesedési tartományát meg nem haladja (2. ábra, sárga grafikon). Az anyag ekkor már olvadt állapotban van. Ideális esetben a hőmérsékletet a lehető legalacsonyabb viszkozitásra választjuk/beállítjuk, miközben elkerüljük a kikeményedést is (vö. a "DSC-analízis hőre keményedő műgyantákon - a megfelelő mérési módszer alkalmazása a különböző gyantafajtákhoz" című blogcikket).
Folyamatállapotok a fröccsöntés során
A befecskendezési fázisban, ahogy az anyag átfolyik a gép fúvókáján, a súrlódás rövid idő alatt a lehető legjobban felmelegíti az anyagot a megfelelő kikeményedési hőmérsékletre. Ezért a molekuláris térhálósodás ettől a ponttól kezdve gyorsított ütemben történik (2. ábra, kék görbe). Ugyanakkor ez a hőmérséklet-emelkedés a viszkozitás jelentős csökkenéséhez vezet. Ez a viszonylag rövid folyamatfázis fontos a folyamat hatékonysága és minősége szempontjából, mivel a kikeményedési idő (reakciódinamika) mellett a szerszámkitöltést(reológia) is meghatározza. A nyomást követő fázisban a viszkozitás a hőmérséklet-emelkedés miatt kezdetben tovább csökken (szerszámmelegítés, beleértve az exoterm térhálósodási reakciót), végül a térhálósodás előrehaladtával növekszik, és az anyag visszatér a szilárd állapotba (keményedési fázis). Az anyag/komponens forró, szilárd állapotban kerül ki a szerszámból. A térhálósodás-specifikus üvegesedési átmeneti hőmérséklet küszöbértékét először a hűtés során érik el.

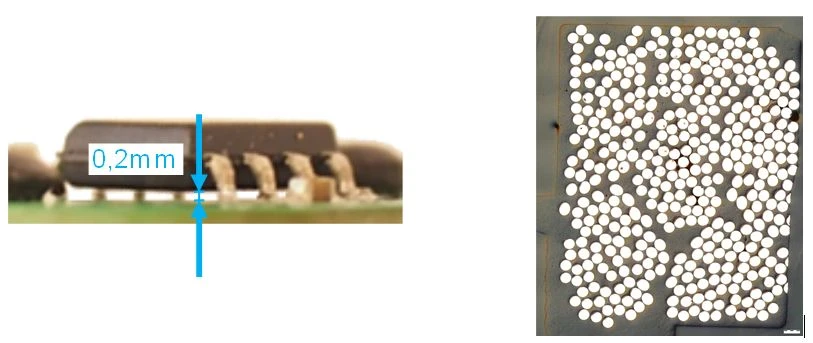
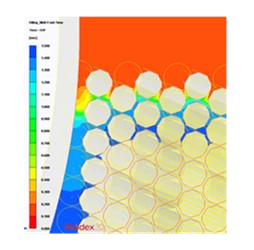
Az anyagspecifikus áramlás-keményedési viselkedés megismerése alapvető fontosságú az alkatrész- és folyamattervezés szempontjából. Például az elektronikus alkatrészek tokozásához nyomáscsökkentett szerszámtöltésre van szükség, hogy az érzékeny elektronikus alkatrészek ne károsodjanak. Ugyanakkor a nagyon keskeny hézagokat gyakran teljesen ki kell tölteni (4. ábra). Ehhez a megfelelő szerszám- és folyamattervezéssel együtt különösen alacsony viszkozitású anyagokra van szükség a szerszámkitöltés során (többnyire speciális epoxigyanta-keverékek).
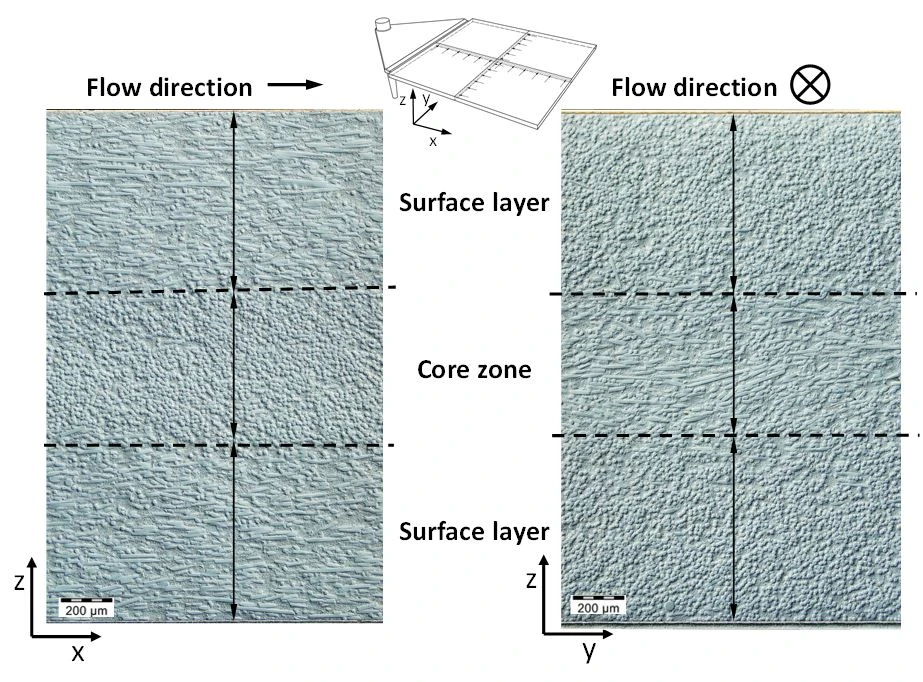
Egy másik fontos pont, amelyben a reokinetikai tulajdonságok fontos szerepet játszanak, a töltőanyag szerkezetének kialakulása, például a szálak orientációja. A rétegek két különböző orientációja alakul ki (5. ábra). Két peremréteg, amelyben a szálak főként az áramlási iránnyal párhuzamosan orientálódnak (nyírási zónák), és egy magréteg, amelyben a szálak főként az áramlási irányra merőlegesen orientálódnak (oldalirányú kiterjedési zóna). A keresztmetszet fölötti orientált rétegek megfelelő arányai jelentősen befolyásolják a mechanikai tulajdonságokat a különböző terhelési irányokban. Ezeket az öntőforma és az eljárás kialakítása mellett a reokinetikai anyagviselkedés is befolyásolja.
Feldolgozási szimulációs módszerek
Mindkét fent említett alkalmazási forgatókönyv azt mutatja, hogy az optimális anyagválasztás, valamint a szerszám- és folyamattervezés érdekében fontos a hőre keményedő öntőanyagok reokinetikai viselkedésének megismerése. A feldolgozási szimulációs módszerek alkalmazása (6. ábra) a kísérleti próba-hiba vizsgálatok elkerülése érdekében is fontos. Ezért a reokinetikai anyagviselkedést a DSC és a reometria kombinációjával kell meghatározni, és matematikai modelleken keresztül a feldolgozási szimulációs szoftverekben "számítási alapként" elérhetővé kell tenni.
A reológiai mérés egyik lehetősége a rotáció/oszcilláció alkalmazása, az a különlegesség, amelyet a következő cikkben részletesen bemutatunk a hőre keményedő formázó vegyületek elemzése során.
A reológiai mérés egyik lehetősége a rotáció/oszcilláció alkalmazása, az a különlegesség, amelyet a következő cikkben részletesen bemutatunk a hőre keményedő formázó vegyületek elemzése során. Maradjon velünk!
*Schwarz Plastic Technologies a műanyagipar speciális kihívásaira szakosodott tanácsadó cég, amely a mérnöki tevékenységre, a folyamattechnikára és a műanyag-specifikus marketingre összpontosít.