Introduction
Le lactose est un sucre présent dans le lait des mammifères. Il peut être obtenu sous forme amorphe ou cristalline. L'α-lactose cristallise sous forme de monohydrate tandis que le ß-lactose ne contient pas d'eau cristalline ; c'est pourquoi il est souvent décrit comme du lactose anhydre. Une forme particulière de lactose est obtenue par séchage par atomisation d'une solution d'α-lactose monohydraté finement broyé. Au cours de ce processus, du lactose amorphe se forme en plus du lactose cristallin. Le produit obtenu est une matrice de verre de lactose dans laquelle sont incorporés des cristaux de lactose monohydraté avec une distribution de taille étroite. La présence de la structure amorphe facilite les processus de compression et améliore les propriétés de compaction [1, 2, 3].
Lactose, humidité et mottage
L'affinité des produits à base de lactose pour l'air humide dépend de leur modification. Les produits α-lactose monohydratés purs sont très stables à l'air humide. En revanche, le lactose amorphe est très hygroscopique : À un certain degré d'humidité, le lactose amorphe se transforme en α-lactose monohydraté cristallin et présente des changements dans ses propriétés de compression [2].
Le mottage (apparition de grumeaux de différentes tailles dans la poudre de lactose) est un problème courant qui peut survenir lors de la production, du stockage ou du transport des poudres. Si une poudre est agglomérée, les temps de traitement s'allongent et la qualité du produit diminue. L'agglomération résulte de la formation de ponts solides entre les particules sous l'effet de l'humidité, des fluctuations de température, de la pression et de la migration des particules small [4, 5]. La capacité de mottage dépend également de la distribution de la taille des particules. Par exemple, les cristaux de lactose small dont la taille des particules est inférieure à 300 μm peuvent se gélifier facilement dès que la teneur en eau est supérieure à 3 % [4].
Dans ce qui suit, l'influence de l'humidité sur le comportement de stockage du lactose FlowLac® 90 de MEGGLE est étudiée au moyen de l'ATG. FlowLac® 90 est un α-lactose monohydraté séché par atomisation contenant 8 à 12 % de lactose amorphe.
Conditions de mesure
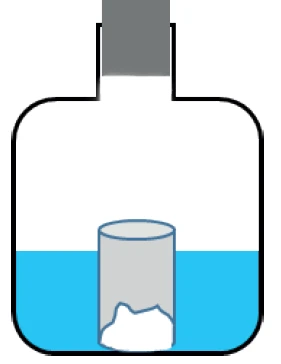
Pour le traitement de l'humidité, l'échantillon a été stocké dans un récipient ouvert placé dans un récipient fermé rempli d'eau (pas de contact direct de l'échantillon avec l'eau) pendant deux semaines (figure 2).
Les mesures ont été effectuées avec le TG 209 F1 Libra® sous une atmosphère d'azote dynamique (40 ml/min). Deux échantillons de lactose ont été préparés dans des creusets en aluminium fermés : l'un tel qu'il a été reçu (6,43 mg) et l'autre après une période de stockage de deux semaines dans une atmosphère humide (7,62 mg). Le couvercle de chaque coupelle a été automatiquement percé à partir de l'instrument juste avant la mesure. Les échantillons ont été chauffés de la température ambiante à 600°C à une vitesse de 10 K/min.
Résultats des tests
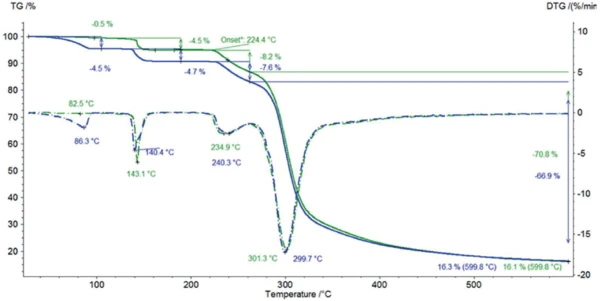
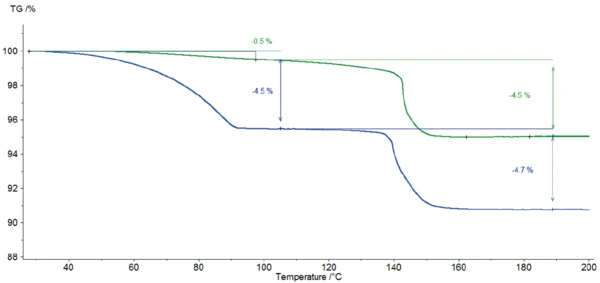
La figure 3 illustre les changements de masse dans les deux échantillons au cours du chauffage à 600°C. La figure 4 montre un zoom de la plage de température allant de la température ambiante à 200°C. Les deux courbes TGA diffèrent de manière significative dans la première étape de perte de masse résultant de la libération de l'eau de surface : Le stockage de l'humidité pendant deux semaines entraîne une augmentation de l'eau adsorbée de 0,5 % à 4,5 % (courbes bleues). Aucune différence significative n'est détectée dans la deuxième étape de perte de masse de 4,5 % et 4,7 %, respectivement. Cette étape est due à la libération de l'eau cristalline présente dans l'α-lactose monohydraté. Elle est suivie par la Réaction de décompositionUne réaction de décomposition est une réaction thermiquement induite d'un composé chimique formant des produits solides et/ou gazeux. décomposition à 224°C (début extrapolé de la courbe TGA) qui a lieu en deux étapes, indépendamment du traitement de l'humidité. De plus amples informations sur le processus de Réaction de décompositionUne réaction de décomposition est une réaction thermiquement induite d'un composé chimique formant des produits solides et/ou gazeux. décomposition sont données dans [7].
Conclusion
La thermogravimétrie permet de déterminer l'eau de surface et l'eau de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation en une seule analyse. Les méthodes classiques de détermination de l'eau, telles que Karl Fischer, la distillation au toluène et les méthodes conventionnelles au four, nécessitent plus de temps d'analyse dans certains cas et fournissent moins de résultats qu'une seule mesure TGA [8]. Un stockage de deux semaines dans une atmosphère humide à température ambiante entraîne une forte augmentation de l'eau de surface dans l'α-lactose monohydraté séché par pulvérisation. Dans ce cas, la méthode TGA sert d'outil de contrôle de la qualité en surveillant la quantité d'eau de surface dans le produit afin d'éviter que la poudre ne s'agglomère pendant le stockage, le transport et le traitement du lactose.