Introducere
În prezent, metoda de analiză termică dinamico-mecanică (DMTA) este foarte bine stabilită în laboratoarele de cercetare, dezvoltare și control al calității materialelor. Tehnica DMTA permite observarea proprietăților mecanice dependente de frecvență și de alungire (atât liniare, cât și neliniare) ale, de exemplu, compușilor de cauciuc umpluți și neumpluți. Instrumentul ales aici este Eplexor® 500 N de NETZSCH GABO Instruments.
Aplicație
Variațiile de temperatură în modul compresie, tensiune sau forfecare arată clar dependența de temperatură a proprietăților mecanice ale cauciucurilor și ale amestecurilor de cauciuc. În majoritatea cazurilor, probele sunt răcite până la o temperatură inițială sub Tg (temperatura de tranziție vitroasă) și apoi sunt încălzite până la temperatura finală folosind o rată de încălzire constantă scăzută (1 până la 3 K/min), pentru a obține o distribuție omogenă a temperaturii în cadrul probelor.
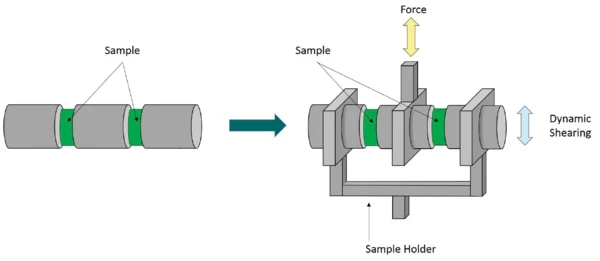
Următoarele investigații au fost efectuate în geometrie de forfecare: În dispozitivul dublu de forfecare (a se vedea figura 1), două probe cilindrice de cauciuc (grosime: 2 mm, diametru: 10 mm) sunt plasate și lipite între două suporturi metalice care sunt conectate ferm la suportul de probă de tip forfecare. Pot fi aplicate două moduri diferite de încărcare:
- Încărcare dinamică controlată de forță (aceasta înseamnă sub o forță constantă)
- Încărcare dinamică controlată prin deformare (adică sub o deformare constantă)
În primul caz, eșantionul este supus unei forțe dinamice fixe. La temperaturi sub Tg, deformarea probei este small datorită rigidității ridicate a cauciucurilor și amestecurilor de cauciuc în stare sticloasă. Odată cu creșterea temperaturii, proba se înmoaie și deformarea sa sub o forță constantă crește.
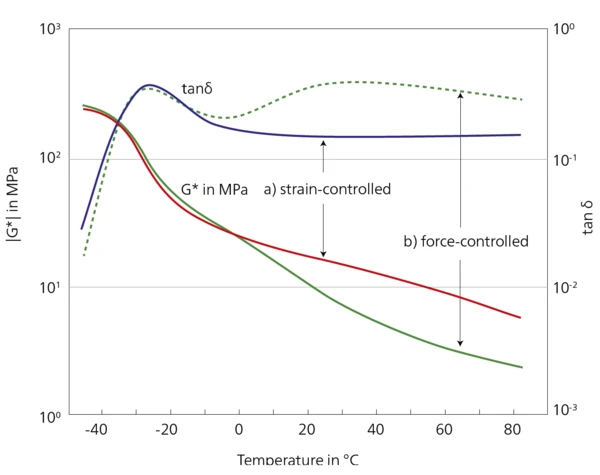
În al doilea caz, proba este supusă unei tensiuni constante pe întreaga gamă de măsurare. Aplicarea unei deformații constante necesită aplicarea unor niveluri ridicate de forță la temperaturi inferioare tranziției vitroase. Pe măsură ce temperatura crește, forța aplicată scade din cauza înmuierii probei. Figura 2 prezintă diferențele dintre rulările controlate de deformare și cele controlate de forță. Deformația impusă de 0,25 % raportată la grosimea probei corespunde unei deformări reale de aproximativ 5 μm. La această deformare relativ small, trebuie să se aplice aprox. 25 N la temperaturi scăzute. Acest test demonstrează clar că, chiar și pentru un test de forfecare fără preîncărcare, trebuie să existe o rezervă suficientă de forță. Evoluția curbei în modul controlat de forță diferă semnificativ de rezultatele modului controlat de deformare. Cele două moduri generează condiții fizice de testare diferite și induc un răspuns diferit al materialului. Deformația ridicată cauzată de modul cu forță constantă reflectă în mod distinct dependența amplitudinii de proprietățile mecanice ale probelor de cauciuc. În modul controlat de forță, tensiunile rezultate sunt mai mari decât în modul controlat de deformare de un factor de 10.
Rezultate
Pentru a investiga proprietățile mecanice dependente de deformare cu precizia și rezoluția necesare, sunt necesare analizoare cu o rezervă de forță suficientă, cum ar fi Eplexor® 500 N de la NETZSCH GABO Instruments. În plus, sistemele de control adecvate care generează și controlează deformarea cu o precizie ridicată în intervalul μm sunt de o mare importanță. În timp ce rezultatele măsurătorilor controlate prin forță arată o structură suplimentară deasupra Tg, măsurătorile controlate prin deformare sunt aproape lipsite de aceasta. Aici, este necesar să se țină seama de faptul că, la o forță constantă, deformarea poate deveni mai mare decât în cazul deformării constante. Sunt implicate alte mecanisme de deformare și efecte termice care complică interpretarea comportamentului materialului. Cazul deformației constante este mai clar definit, deoarece deformarea este menținută întotdeauna la aceeași amplitudine pe parcursul întregului experiment. Este evident că modul de măsurare cu deformare controlată este benefic pentru investigarea proprietăților cauciucurilor și a amestecurilor de cauciuc. Pentru a obține informații fiabile despre modulul de forfecare (și tanδ) deasupra tranziției vitroase, deformarea trebuie să fie constantă în timpul variațiilor de temperatură.