はじめに
射出成形では、焼戻しされた金型キャビティに熱可塑性ポリマーの溶融物が体積単位で充填され、続いて結晶化時のポリマーの収縮を補うために保圧が行われ、その後冷却されて完成品が射出される。
この成形サイクルで最も長いのは冷却時間であり、溶融物と金型の温度とポリマーの排出が可能になるまでの時間で決まる。この時間を短縮する要求は、生産量を増やすための永遠のニーズである。
サイクルタイムを短縮する可能性は、溶融温度と金型温度を下げることで引き出すことができる。しかしこれは、溶融物の流動性や最終製品の結晶化度、ひいては機械的特性に悪影響を及ぼす可能性がある。
サイクル時間を短縮する可能性は、結晶化温度を上げることによって排出温度を上げることである。これは、核剤を添加することで達成できる。さらに、よく分散した核剤は細胞核の数を増やし、最終的なトコフェロールのサイズを小さくする。いわゆる清澄剤は、例えば透明なポリプロピレン製品のヘイズを減少させ、透明度を向上させる[1]。
熱可塑性プラスチックの結晶化挙動とその温度、添加剤の種類、添加剤濃度への依存性は、DSCを用いた等温結晶化実験で調べることができる。これらの実験により、適切な添加剤の配合や射出成形の最適化された加工パラメータを調べることができる。
これまで、ポリオレフィンの等温結晶化は、2つの理由から熱流束DSCでの測定が容易ではありませんでした。第一に、このプロセスは非常に速いため、結晶化の等温温度が十分に速く達成されないと、冷却中にポリマーがすでに結晶化してしまう。さらに、プログラムされた等温区間での短時間の温度アンダーショットは、結晶化の開始を意図せず誘発することになる。このように、速い冷却速度と、アンダーショットを伴わない目標温度での速い平衡化の組み合わせにより、通常、電力補償型DSCは、重いが堅牢な熱流束DSCよりも、この種の測定に適している。
LDPE(低密度ポリエチレン)の等温結晶化条件
LDPEは、非常に高い活性化エネルギーを伴う速い結晶化挙動を示し、結晶化温度が100℃前後と低いため、DSCによる等温結晶化実験を行うには最も困難な半結晶性熱可塑性プラスチックの一つである。
LDPEの等温結晶化を調べるために、DSC 214 Polyma 。熱質量が小さいArena® 加熱炉のおかげで、高速加熱・冷却が可能で、熱流配置の堅牢性と取り扱いの容易さを兼ね備えた最初のDSCである。急速冷却から等温への切り替えを最適化するために、適切な制御パラメータが使用された。
2.90mgの試料を20K/分で150℃まで加熱した。2分間の等温の後、LDPEを目標温度の103℃まで冷却した。結晶化に起因する発熱(発熱性)ピークが終了するまで、温度は等温に保たれた。
テスト結果
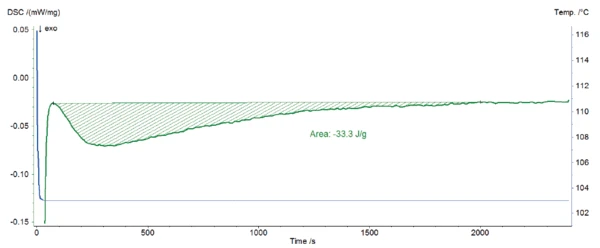
図1は、150℃から103℃への冷却と等温ステップの温度プロファイル(青)と、それに対応するDSCシグナル(緑)である。この図から、目標温度はアンダーショットすることなく速やかに達成され、完全な等温ステップの間も安定していることがわかります。等温段階で検出された発熱(発熱性)ピークは、LDPEの結晶化によるものです。これは、急速冷却から等温冷却への変化から生じるDSC効果とよく分離されており、ピークエンタルピーの正しい評価が可能です。
DSC曲線から結晶化キネティクスの決定へ
活性化エネルギーと、時間の関数としての結晶成長の順序を決定するために、1種類の核化のみが起こり、1つの結晶形態のみが成長すると仮定した実験的研究が行われた[2]。これは以下の式でモデル化できる[3]:
dα/dT = k(T)f(α)、
ただし
dα/dt: 反応速度 [s-1],
k(T): 温度Tにおける比速度定数, k(T) = Ze-E/RT
f(α): 変換関数。
変換関数として加速Avrami式を用いた:
f(α) = p(1-α) [-n(1-α](p-1)p
ここでnとpは部分反応次数項である。
特定の温度Tでの反応について、Avrami方程式は次のようにキャストできる:
In[-In(1-α)] = Pln[k(T)] + p In[t]
y = mx + b
y = ln[-ln(1-α)]、m = p、b = pln[k(T)]。
この方程式を解くには、異なる等温での測定が必要である。そこで、101.5℃、102.5℃、103.5℃の等温を用いて、図1に示した前回の測定を繰り返した。
4回の等温結晶化試験の結果を図2に示す。
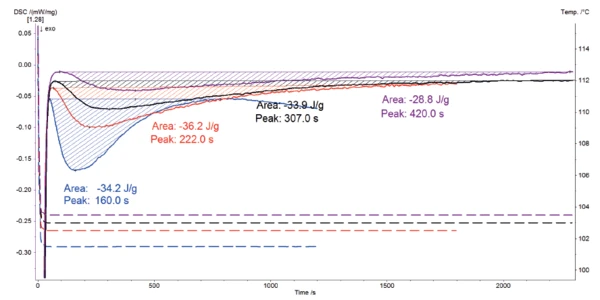
4つのDSC曲線のそれぞれに検出された発熱(発熱性)ピークは、LDPEの結晶化によるものである。等温温度は結晶化挙動に大きな影響を与える。結晶化温度および結晶化エンタルピーは、103.5℃での測定では28.8 J/g、101.5℃での測定では42.2 J/gと、試験温度が下がるにつれて増加する。温度は結晶化速度にも影響し、温度が低いほど反応は速くなる。これは、各ピークが最小になるまでの時間によって明確に示される。すべての結果を表1に報告する。
これらの4つの曲線は、ASTM E2070-13(パート17)に記載されているAvrami反応の促進に関する試験方法Cに従って、速度論的分析を実施するために使用された。そのために、ピークエンタルピーを各DSC曲線で決定した。次に、完全なピーク面積の約10%から90%の間で、等距離の10個の時間が得られるように時間間隔を選択した。これらの各時間値について、結晶化ピークの部分面積を用いて、以下のように残存率1-αを求めた:
1-α =ΔHr/ΔHc
ここで、ΔHrは残存エンタルピーであり、ΔHcは全ピークエンタルピーである。
表1:LDPEの4つの異なる温度における等温結晶化の結果
等温温度 [°C] | 結晶化エンタルピー [J/g) | ピーク最小時間 [2] |
|---|---|---|
| 103.5 | -28.8 | 420 |
| 103.0 | -33.9 | 307 |
| 102.5 | -36.2 | 222 |
| 101.5 | -42.2 | 160 |
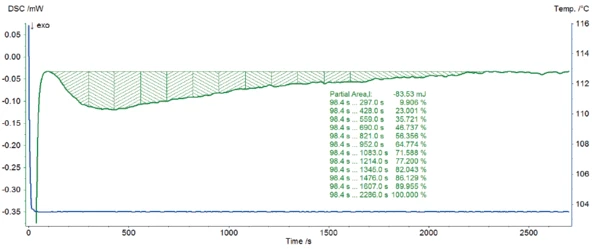
103.5℃での測定に基づくProteus® ソフトウェアでの計算例を図3に示す。
測定された曲線から得られたln[時間]の関数としてのln[-ln(1-α)]のグラフを図4に示す。ここで、傾きmは反応次数pであり、切片bはpln[k(T)]である。傾きと切片の両方を用いてln[k(T)]を決定した。
![103.5℃におけるLDPEのIn[-In(1-α)]対In[時間]の曲線を示すグラフ。](https://analyzing-testing.netzsch.com/_Resources/Persistent/2/3/a/7/23a7438f668249eed709e370f60161c0a87b5f39/NETZSCH_AN_61_Abb_4-600x348.webp)
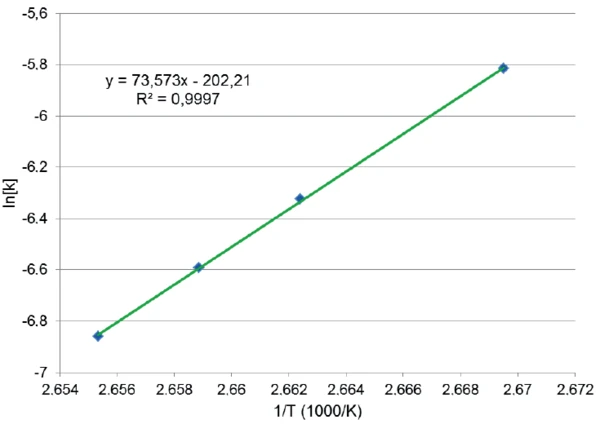
ln[k(T)]は、1/Tの関数としての曲線ln[k(T)]を描くことができるように、各等温について同様に決定した(図5)。これらの4点と線形フィットの相関は非常に優れている。ここでも、フィットはy = mx + bの形の直線であり、ここでm = -E/R、b = ln(Z)(E:活性化エネルギー、R = 8.314510 J/(K-mol)、Z:前指数)である。
その傾きのおかげで、結晶化のすべての動力学パラメータとその標準偏差[4]を決定することができた:
E = -612 ± 6 kJ/mol
ln(Z) = -202 ± 23
p = 1.7 ± 0.7
結論
LDPEの結晶化の動力学パラメータは、異なる温度での等温結晶化試験により決定された。このような調査は、半結晶性熱可塑性プラスチックの結晶化挙動に対する核剤としての添加剤の影響を調べるのに有用である。さらに、理想的な金型温度は、特に壁が薄い成形品の場合に決定することができます。LDPEは非常に速く結晶化するため、このような結果は、速い冷却速度と等温セグメントの開始時のDSC信号の速い平衡化を組み合わせたDSC装置を使用することによってのみ達成できる。DSC 214 Polyma は、このような高速冷却速度を達成し、高速応答時間を提供できる最初の熱流束DSCである。