スターティングポジション
非常に多くのセラミック材料(モノリシックセラミック)は、たとえ低い機械的荷重の影響でも壊れます。セラミックの強度(複素弾性率および減衰tanδ)を測定するための一般的な試験形状は、3点曲げとして知られています。
この場合、例えば30 mm x 5 mm x 1 mmの寸法のストリップ試験片が、通常、例えば20 mmの側面間隔を持つU字型支持体上に置かれ、押し棒によって中心部に機械的な「荷重」または「曲げ」が加えられます。
モノリシック・マトリックスに繊維を埋め込むと、いわゆるセラミック・マトリックス複合材料(CMC)になります。負荷がかかると、セラミック・マトリックスは複合材料の製造中に初期クラックを形成する。しかし、これらのクラックは荷重を支える繊維によって橋渡しされるため、材料は破損せず、より損傷に強い。
繊維/マトリックス複合材が特に強くない場合、最終的な破断が起こる前に、繊維破断伸度(通常<3%)までの著しく高い伸度を複合材で実現することができる。金属やポリマーの破断伸びに比べると、繊維セラミックスのそれはまだsmall のままである。
モノリシック・セラミックスやファイバー・セラミックスの動的機械解析では、small の変形を記録し、高温まで評価しなければならないことを意味する。
同時に、3点曲げ試験は、試験形状の結果として発生する引張、圧縮、せん断成分により、物理的にきれいな荷重状態を表すものではありません。したがって、3点曲げ試験は常に妥協の産物です。より適切な引張試験は、壊れやすい脆いセラミック材料に適したクランプの可能性がないために失敗します。したがって、選択される方法は依然として3点曲げ試験です。
試料ホルダーと試料の間には、理想的には分析の合計時間中変化しない安定した摩擦結合が絶対に必要です。例えば、試料の形状が平面平行から外れていたり、2つのサポートが部分的にしか試料に接触していない場合、摩擦接続は不十分です。
また、試料と固定曲げ支持体の熱膨張係数(線膨張係数線熱膨張係数(CLTE)は、温度の関数としての材料の長さの変化を表す。CTE)が異なると、支持体と試料間の摩擦により、試料の長手方向に望ましくない機械的応力が発生します。これらの応力は、加えられた機械的応力に重畳されるため、測定結果が改ざんされます。
さらに、機械的な負荷がなくても発生する内部の熱応力は、加熱炉内の温度勾配(例:石英ウェハー)によって敏感な試料の機械的な破壊を引き起こす可能性があります。これらの干渉効果をすべて低減することが目的です。
実験的ソリューション
前述の妨害効果を打ち消すために、建設的な手段が用いられる。
試料領域の温度の均一化
温度均一化の対策として、2つの異なる溶液が使用されている。
ファイバーセラミック加熱炉インセット(図1)
これは繊維強化酸化物セラミックで、試料室と加熱炉を分離し、温度勾配を減少させる。さらに、このインサートは、内部で低酸素または必要に応じて他のガス雰囲気を実現する能力を提供する。
追加コンポーネントとして、熱保護シールド(図2)を加熱炉インサートと組み合わせて、または個別に使用することができます。熱保護シールド(図2)は曲げサポートの上に設置することで、内部の熱勾配を低減し、試料近傍の熱勾配を低減します。
シンプルな銅製タイプは最高950°Cまで使用できます。950°C.それ以上の温度では、ジルコニウム製を使用する必要があります。どちらのバージョンも、酸化によって徐々に消耗するため、消耗部品、いわゆる「犠牲」材料となる。
熱膨張係数の不規則な差の影響は、ローラーベアリング(サファイア)付きベンディングサポートによって取り除くことができます。研磨されたサファイアの曲げサポート(図3)は、関連する全温度範囲にわたって相転移を起こしません。単結晶化されているため、反応可能なスポットが比較的少なく、化学的に不活性である。このような理由から、サファイアは曲げサポートとして最適なのです!同じくサファイア製の研磨ローラーは、試料と支持体の間の熱変形の差を回転運動に変換することで、異なる熱膨張を補正します。これによるスパンの変化は、原理的にはわずかなものです。ローラーと試料の間に化学物質の不適合が発生しても、損傷は簡単に修復できます。ローラーは摩耗部品として設計されているため、簡単かつ迅速に交換できます。ローラーの材質は、Si3N4やSSiCなど、さまざまなものが用意されています。
機械式カップリングの最適化のために、ジンバル式に取り付けられたサポート(図3、中央上)を採用することができる。このプッシュロッドは、主に試料の平面平行度の不足を補正する役割を果たす。しかし、ジンバル支持体を常にそれぞれの面に合わせることで、試料に熱によるねじれが生じた場合にも有効である。



測定結果
これらの構成的改良を適用して行った温度掃引は以下の通りである。
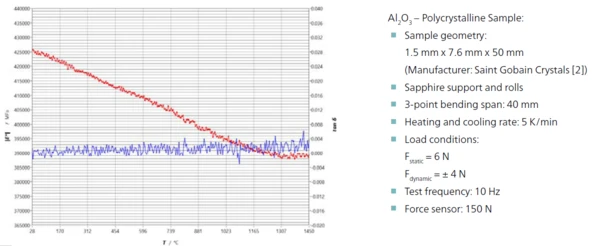
a) 多結晶Al2O3試料(図4)、
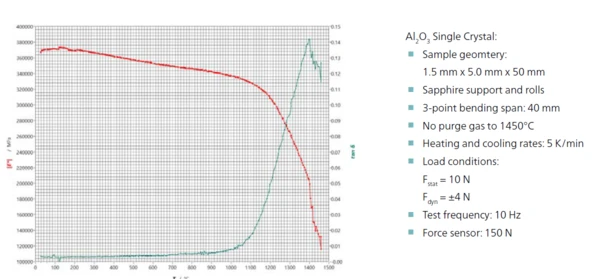
b) 同じくAl2O3単結晶のサファイア試料(図5)、
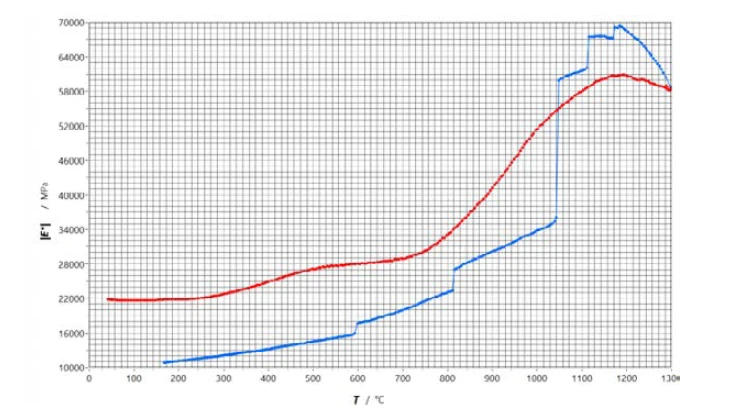
c) C/CSiC複合材(図6)。
からは以下の結果が得られた:
a) 多結晶Al2O3
調査した2つのAl2O3材料は、基本的に構造が異なる。多結晶Al2O3試料は純度99.7%のα-Al2O3からなり、焼結されている。個々の結晶を取り囲むガラス相を有している。約1100℃以上の温度で、この結晶子間ガラス相は軟化し始め[2]、これは温度掃引(図4)のクリープ過程として表され、ヤング率の急激な低下によって特徴付けられる。
b) サファイア(単結晶)
サファイア単結晶の場合、構造関係は全く異なる。単結晶では、もちろん粒界もガラス相も存在しない。したがって、クリープの影響もないが、損傷に対する耐性もはるかに低い。E*|の連続的な低下とクリープ効果の兆候の欠如は、多結晶試料と比較して低い減衰値と同様に予想されることである(図5)。
c) C/SiC繊維セラミック
クイーンズランド大学が製造したC/SiC複合材は、HT DMAにおける繊維セラミックの使用例を示している。これは、アルゴン雰囲気下で熱分解プロセス(1600℃)にかけられたプレセラミック前駆体を用いてポリマー浸透プロセス(PIP)により製造された複合材である。この20層複合材料は、0°/90°交互配列の層ごとの一方向繊維配列で、繊維体積率は約50%である[1]。
動的・機械的調査は、周囲雰囲気条件下で、室温から約1300℃までの(加熱)温度掃引と、それに続く1300℃から室温までの直接の温度掃引で行われた。加熱および冷却速度は10K/分であった。測定データ取得のため、まず55 Nの静的な力を加えて試料(12.8 mm x 4.5 mm x 50 mm、スパン44.5 mm)を加振し、試験周波数3 Hzで45 Nの動的な重畳力を加えた。測定結果を図6に示す。
SiCのような非強化セラミックスでは、温度とともにヤング率が低下するのに対し[3]、C/SiC繊維セラミックスでは、ヤング率が上昇していることがわかる。DLRシュトゥットガルト[4]によるC/SiCファイバーセラミックスのRFDA測定(共振周波数減衰解析)でも、同様の結果が得られています。DLRの結果も、温度上昇に伴ってヤング率が増加することを示しています。通常、温度による弾性率の増加は予想されないため、少々意外です。
しかし、ファイバー・セラミックスでは、加熱によるC/SiC複合材料のヤング率の上昇を、微細構造上の原因によって説明することができる。とりわけ、熱分解は、マトリックス部分の質量損失のため、室温で内部応力下にある材料にすでに亀裂を生じさせる。温度が上昇すると、クラックは再び閉じ、すなわち、マトリックスの膨張が大きくなるため、力の流れがマトリックスを経由して直接発生することが多くなる。
試料と曲げホルダーの接触部に起源を持ち、ローラーやジンバル・ベアリングによって除去できる変形アーチファクトのイメージは、ファイバー・セラミックスの材料にまで拡大されなければなりません。C/SiCのようなファイバーセラミックスは、製造工程上クラックが発生しやすい。このクラックは、温度が低いほど幅が広くなり、温度が高くなるほど幅が狭くなるため、熱膨張による固有変形が小さくなると考えられる。さらなる調査が計画されている。
マトリックスの熱膨張は、通常、繊維含有量の熱膨張よりも大きく、その結果、幅の異なる試料固有のクラックは、温度の上昇に伴って最初は小さくなり、やがて閉じることもある。
温度が上昇するにつれて変形の過大評価は減少するため、ヤング率は上昇する。従って、亀裂が入った材料の真の温度依存性挙動は、ヤング率に反映される!大気中では、亀裂表面の酸化も繊維を損傷させる。このような結果は、主に冷却中に弾性率が繰り返し低下することによって、長期間の暴露後に明らかになります。以前の酸化によってすでに拡大した亀裂は、冷却中にさらに拡大する。酸化損傷によって繊維セグメントに亀裂が生じると、ヤング率コースのジャンプとして見ることができる。
概要
動的機械解析(DMA)は、アプリケーションに適した条件下で、ヤング率|E*|および減衰tanδのような弾性特性を、提示された設計変更により、信頼性が高く、比較的短時間で決定することができます。温度は1500℃まで可能で、試料室内の雰囲気(周辺条件、不活性ガス、低酸素環境など)の選択も可能です。これは、C/SiCのようなファイバーセラミックスにも適用されます。こうして設計者は、応用条件下でのファイバーセラミック(構造)部品の設計のために、1500℃までの温度依存性の機械的データを得ることができます。また、試料室の作業雰囲気を変えることで、酸化による損傷速度を目標どおりに変化させることも可能です。