Johdanto
Epoksihartsi on erittäin monipuolinen ja kestävä materiaali, joka on laajalti tunnettu poikkeuksellisista mekaanisista, lämpö- ja liimaominaisuuksistaan. Sen keksimisestä lähtien siitä on tullut innovaation kulmakivi eri teollisuudenaloilla, koska se kestää äärimmäisiä ympäristöolosuhteita, kestää kemiallisia vaurioita ja tarjoaa rakenteellista lujuutta.
Monien epoksihartsivalmisteiden ytimessä on 2,2-bis(4-(2,3-epoksipropyyli)fenyyli)propaani, joka tunnetaan yleisesti bisfenoli A-diglysidyylieetterinä (kaava kuvassa 1, BADGE). BADGE on keskeinen komponentti epoksihartsien valmistuksessa, ja sillä on erinomaiset liima- ja korroosionesto-ominaisuudet.
Niiden valmistuksessa sekoitetaan epoksimonomeeri ja kovete, joka käynnistää ristisilloitusreaktion valvotussa lämpötilassa, jolloin nestemäinen hartsi muuttuu kiinteäksi 3D-verkostoksi.
Kovettumisen aikana tapahtuu kaksi keskeistä siirtymää: geelöityminen ja lasittuminen. Geeliytyminen merkitsee hartsin peruuttamatonta muuttumista viskoelastiseksi geeliksi, johon liittyy lisääntynyt viskositeetti ja jäykkyys, ja se tapahtuu tyypillisesti kovettumisasteen ollessa 55-80 %. Lasittuminen tapahtuu, kun hartsi saavuttaa lasittumislämpötilan (Tg). Tällöin hartsi siirtyy kumimaisesta tilasta lasimaiseksi, jolloin kovettumisnopeus hidastuu tai jopa pysähtyy kokonaan. Lasittuminen on palautuvaa, ja lämpötilan nostaminen voi käynnistää reaktion uudelleen. Näissä siirtymissä on ratkaisevan tärkeää varmistaa hartsin asianmukainen virtaus ennen hyytelöitymistä ja optimoida kovettumisolosuhteet, jotta saavutetaan korkea kovettumisaste.
Tässä tutkimuksessa ehdotetaan menetelmää, jolla luodaan aika-lämpötila-transformaatiokaaviot (TTT) epoksihartsijärjestelmille analysoimalla kovettumiskinetiikkaa ei-isotermisten lämpötilamoduloitujen DSC- ja reologisten mittausten avulla. Tässä lähestymistavassa käytetään kaksivaiheista kineettistä mallia TTT-diagrammin laatimiseksi, jolloin kartoitetaan geelöitymisen ja lasittumisen ajoitus isotermisen kovettumisen aikana ja autetaan näin optimoimaan kovettumisparametreja ja vähentämään energiakustannuksia.
Materiaalit: Epoksihartsin koostumus ja sekoitussuhde
Mittaukset suoritettiin kaupallisella epoksihartsilla (Resoltech 1040T), joka koostuu DGEBA:sta (hartsi) ja kahdesta diamiinista, 4,4'-metyleenibis(sykloheksyyliamiinista) ja 3-aminometyyli-3,5,5-trimetyylisykloheksyyliamiinista (kovete).
Tutkittiin epoksiseosta, jossa hartsin ja kovettimen suhde oli 1000:300 paino-osaa.
Välineet, menetelmät ja työnkulku
- Lasittumislämpötilan Tg riippuvuus kovettumisasteesta: testit osittain kovettuneille näytteille: Lämpötilamoduloitu DSCLämpötilamoduloitua DSC:tä (TM-DSC) käytetään erottamaan useita lämpövaikutuksia, jotka esiintyvät samalla lämpötila-alueella ja ovat päällekkäisiä DSC-käyrässä.Lämpötilamoduloitu DSC (TM-DSC), analyyttinen riippuvuus; Di Benedetton yhtälö: Kinetics Neo.
- Kineettinen analyysi ja kineettinen malli: Testit eri lämmitysnopeuksilla: Differentiaalinen pyyhkäisykalorimetria (DSC). DSC-testeihin perustuva kineettinen mallinnus ja Tg:n riippuvuus kovettumisasteesta: Kinetics Neo.
- Geelipisteen määrittäminen: isotermiset testit (reologia).
- Aika-lämpötila-muutosdiagrammin (TTT) rakentaminen: Kinetics Neo
Lasittumislämpötilan, Tg, riippuvuus kovettumisasteesta
Lasisiirtymän riippuvuutta kovettumisasteesta tutkittiin lämpötilamoduloidulla DSC:llä (NETZSCH DSC 214 with Autosampler).
Viisi näytettä valmistettiin alumiinisissa upokkaissa, joissa oli lävistetty kansi, ja sitten ne kovetettiin osittain 20 °C:ssa eri aikoina eri kovettumisasteiden saamiseksi. Nämä osittain kovettuneet näytteet testattiin lämpötilamoduloidulla DSC:llä lasisiirtymän vaikutuksen erottamiseksi entalpian relaksaatiosta ja jäljellä olevasta kovettumisesta.
TM-DSC-testit suoritettiin -60 °C:sta 200 °C:seen lämmitysnopeudella 3 K/min 60 s:n modulointijaksolla ja 0,8 K:n lämpötila-amplitudilla typpivirralla (40 ml/min).
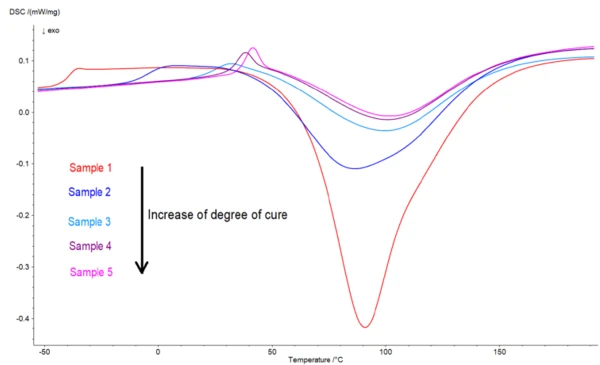
Lämpötilamoduloitujen DSC-kokeiden kokonaislämpövirta on esitetty kuvassa 2. Tulokset osoittavat näiden näytteiden jäännöskovettumisen. Täysin kovettumattoman näytteen 1 lasittumislämpötila on alhaisin. Mitä korkeampi alkuperäinen kovettumisaste on, sitä pienempi on jäännöskovettumisen eksotermisen piikin entalpia. Kun reaktio etenee, lasittumislämpötila nousee, jolloin se on päällekkäinen eksotermisen kovettumishuipun kanssa korkeammilla kovettumisasteilla.
Kunkin näytteen lasittumislämpötila Tg käänteisestä lämpövirrasta ja kovettumisentalpia ei-käänteisestä lämpövirrasta on esitetty yksityiskohtaisesti taulukossa 1, samoin kuin kovettumisaika 20 °C:n lämpötilassa ja kovettumisaste, joka on laskettu jäännösentalpiasta. Täysin kovettumaton näyte 1 kovettui täysin ensimmäisen lämmityksen aikana, jolloin sen lasittumislämpötila Tg0 [1]. Sen jälkeen sitä lämmitettiin toisen kerran, jotta saatiin määritettyä täysin kovettuneen materiaalin lasittumislämpötila (Tg∞) (taulukon 1 viimeinen rivi).
Taulukko 1: Lämpötilamoduloitujen DSC-mittausten tulokset
| Näyte | Kovettumisaika 20 °C:ssa [h] | Lasittumislämpötila [°C] | Lepokovettumisen entalpia [Jg-1] | Kovettumisaste [%] |
| 1 | 0 | -36.8 | 471 | 0 |
| 2 | 4.75 | -1.1 | 287 | 39 |
| 3 | 9.51 | 27.7 | 187 | 60 |
| 4 | 14.27 | 37.9 | 154 | 67 |
| 5 | 19.03 | 41.3 | 145 | 69 |
| 1.,2. lämmitys | - | 126.1 | 0 | 100 |
Näytteiden 2-5 kovettumisaste määritettiin vertaamalla kovettumishuipun entalpiaa täysin kovettumattoman näytteen entalpiaan.
Taulukossa 1 yhteenvetona esitettyjen mitattujen arvojen perusteella voidaan laatia DiBenedetton yhtälön (2) avulla kuvaaja lasittumislämpötilan ja kovettumisasteen välille.

Tg0: kovettumattoman hartsin lasittumislämpötila
Tg∞: täysin kovettuneen hartsin lasittumislämpötila
α: kovettumisaste
λ: sovitusvakio
Kuvassa 3 esitetään lasittumislämpötilat kovettumisasteen funktiona, jotka on saatu kokeellisesti, sekä DiBenedetto-sovitus Kinetics Neo -ohjelmiston avulla.
Sovitus saatiin seuraavilla parametreilla:
Tg0 = -35,8 °C
Tg∞ = 125,7 °C
λ = 0,40

Kineettinen analyysi ja kineettinen malli
Toisessa testisarjassa käytettiin vaihtelevia lämmitysnopeuksia (0,1-10 K/min) reaktiokinetiikan tutkimiseksi. Tätä varten valmistettiin uusia seoksia, jotka punnittiin ja mitattiin välittömästi (näytteet 6-11).
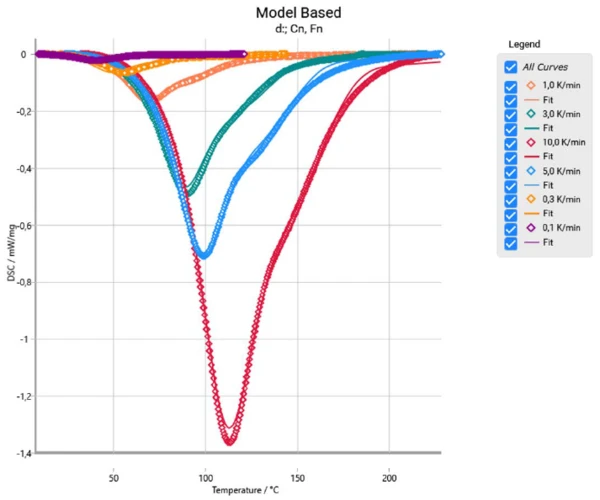
Kuvassa 4 esitetään mitatut kokeelliset tiedot (pisteet) sekä käyrät (yhtenäinen), jotka on laskettu NETZSCH Kinetics Neo -ohjelmistolla optimoiduilla kinetiikkaparametreilla kuuden DSC-mittauksen perusteella eri lämmitysnopeuksilla (0,1-10 K min-1). Reaktiokinetiikan kuvaamiseksi valittiin malli, jossa on kaksi peräkkäistä vaihetta, koska eksotermisessä kovettumishuipussa havaittu olkapää ja piikin minimi viittasivat kaksivaiheiseen reaktioon.
Tämä malli sisälsi autokatalyysireaktion ensimmäistä vaihetta varten (yksinkertaistettu Kamal-Sourourin yhtälö) ja n :nnen kertaluvun reaktion toista vaihetta varten. Lisäksi toisen vaiheen osalta otettiin huomioon diffuusion hallinta lasittumislämpötilan yläpuolella (ks. DiBenedetton tulokset TM-DSC-testeistä). Kinetiikan parametrien (esieksponentiaalikertoimet, aktivoitumisenergia ja reaktiojärjestys) optimoimiseksi tehtiin epälineaarinen regressio; ks. taulukko 2.
Taulukko 2: Kineettisten parametrien tulokset
| Parametri | 1. vaihe | 2. vaihe |
| Aktivoitumisenergia (kJ/mol) | 51.1 | 54.8 |
| Log (PreExp) (1/s) | 4.3 | 4.7 |
| ReactOrder n | 1.7 | 1 |
| Contribution | 0.7 | 0.3 |
Geelipisteen määrittäminen
Geelipisteen määrittämiseksi tehtiin reologiset testit NETZSCH Kinexus Prime -reometrillä: Isotermiset testit suoritettiin 40 °C:sta 60 °C:seen 0,1 %:n venytyksellä 1 Hz:n taajuudella.
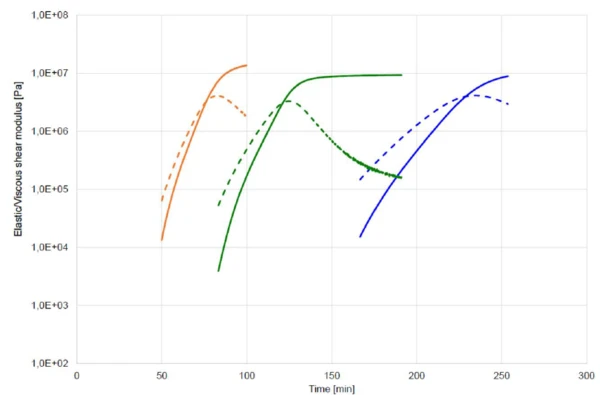
Kuvassa 5 esitetään kimmo- (G') ja viskoosiliukumoduulien (G'') käyrät kolmessa isotermisessä mittauksessa 40 °C:ssa, 50 °C:ssa ja 60 °C:ssa. Niissä näkyy G´:n ja G´:n ylitys, joka osoittaa geelipisteen, jonka yläpuolella materiaali ei enää kykene virtaamaan käytetyllä taajuudella. Mitä korkeampi lämpötila on, sitä nopeampi reaktio on ja sitä vähemmän aikaa kuluu geelipisteeseen.
Taulukossa 3 esitetään yhteenveto tuloksista. Kussakin lämpötilassa saavutettu kovettumisaste määritettiin käyttämällä muuntokäyrästä saatavaa geelipisteaikaa lämpötilan tai ajan funktiona, joka ennustettiin kinetiikka-analyysin avulla.
Taulukko 3: Eri isotermisissä testeissä saadut geelipisteajat
Lämpötila [°C] | Geelipisteaika [min] | Kovettumisaste [%] |
| 40 | 224.8 | 63 |
| 50 | 117.3 | 53 |
| 60 | 72.1 | 66 |
Aika-lämpötila-transformaatiokaavion (TTT) rakentaminen
Kinetiikan analysointiin ja TTT-kaavion simulointiin käytettiin NETZSCH Kinetics Neo -ohjelmistoa.
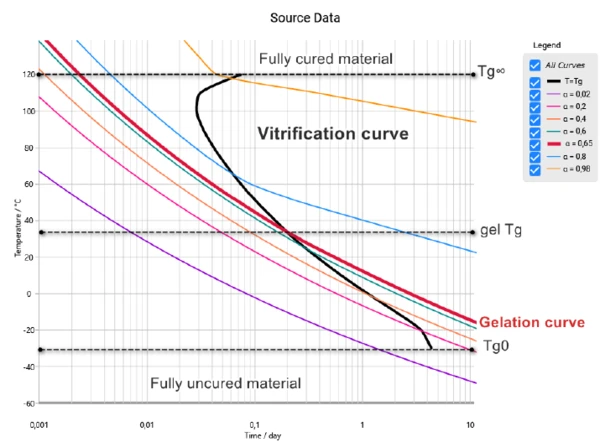
Kuvassa 6 esitetty TTT-diagrammi kuvaa materiaalin kovettumistilaa isotermisissä olosuhteissa. Alle -36,8 °C:n lämpötilassa monomeerit pysyvät lasimaisina ja kovettumisnopeus on hyvin hidas, ja 1 prosentin Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen saavutetaan vähintään 12 tunnissa. Kovettumiskäyttäytyminen -36,8 °C:n (Tg0) ja 126,1 °C:n (Tg∞) välillä vaihtelee lämpötilan mukaan. Jos lämpötila pysyy Tg(gel):n alapuolella (geloitumis- ja vitrifikaatiokäyrien leikkauspiste), vitrifikaatio tapahtuu ennen geloitumista. Tg(gel):n yläpuolella materiaali saavuttaa geelipisteen ennen kuin diffuusio hidastaa reaktiota.
Päätelmä
Kinetics Neo -ohjelmiston käyttö aika-lämpötila-muutosdiagrammien (TTT) laskemiseen tarjoaa kehittyneemmän ja ennakoivan lähestymistavan kovettumiskäyttäytymisen analysointiin. Hyödyntämällä kinetiikka-analyysia se tunnistaa tarkasti lasittumis- ja hyytymispisteet, mikä mahdollistaa materiaalin kovettumisen tarkan hallinnan ja tehokkaamman prosessin optimoinnin.
Kineettisen analyysin edut
Kustannusten ja jätteiden vähentäminen: Optimoitu kovettumisaika vähentää energiankulutusta ja materiaalihävikkiä, mikä vähentää kustannuksia ja parantaa kestävyyttä.
Tarkka kovettumisen ennuste: Tarjoaa tarkan mallinnuksen epoksihartsin kovettumisprosessista, mikä auttaa ennustamaan geeliytymistä ja lasittumista eri lämpötilaolosuhteissa.
Kokeisiin kuluvan ajan lyhentäminen: Käyttämällä NETZSCH DSC:tä, reologisia mittauksia ja Kinetics Neo -ohjelmistoa tämä lähestymistapa poistaa pitkäaikaisten testien tarpeen välttämällä koe-ja-virhe-kokeita ja nopeuttaa samalla materiaalin kehittämistä.