Introduktion
Epoxyharpiks er et meget alsidigt og holdbart materiale, der er bredt anerkendt for sine enestående mekaniske, termiske og klæbende egenskaber. Siden det blev opdaget, er det blevet en hjørnesten i innovation på tværs af forskellige industrier på grund af dets evne til at modstå ekstreme miljøforhold, modstå kemiske skader og give strukturel styrke.
Kernen i mange epoxyharpiksformuleringer er 2,2-bis(4-(2,3-epoxypropyl)phenyl)propan, almindeligvis kendt som bisphenol A-diglycidylether (formel i figur 1, BADGE). BADGE er en nøglekomponent i produktionen af epoxyharpikser, som har fremragende klæbe- og korrosionsbeskyttende egenskaber.
Produktionen indebærer, at en epoxymonomer blandes med en hærder, som igangsætter en tværbindingsreaktion under kontrolleret temperatur, der omdanner den flydende harpiks til et fast 3D-netværk.
Under hærdningen sker der to vigtige overgange: gelering og forglasning. Gelering markerer den irreversible omdannelse af harpiksen til en viskoelastisk gel, der er forbundet med øget viskositet og stivhed, og som typisk forekommer ved en hærdningsgrad på mellem 55 % og 80 %. Forglasning sker, når resinen når glasovergangstemperaturen (Tg). På dette tidspunkt går harpiksen fra en gummiagtig til en glasagtig tilstand, hvilket giver en afmatning eller endda et fuldstændigt stop af hærdningshastigheden. Forglasning er reversibel, og hvis man hæver temperaturen, kan reaktionen genstartes. Ved disse overgange er det afgørende at sikre et korrekt resinflow før gelering og at optimere hærdebetingelserne for at opnå en høj grad af Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning.
Denne undersøgelse foreslår en metode til at skabe TTT-diagrammer (tid-temperatur-transformation) for epoxyharpikssystemer ved at analysere hærdningskinetik gennem ikke-isoterm Temperaturmoduleret DSCTemperaturmoduleret DSC (TM-DSC) bruges til at adskille flere termiske effekter, der forekommer i samme temperaturområde og overlapper hinanden i DSC-kurven.temperaturmoduleret DSC og reologiske målinger. Denne tilgang bruger en to-trins kinetisk model til at udvikle et TTT-diagram, der kortlægger timingen af gelering og forglasning under IsotermiskTest ved kontrolleret og konstant temperatur kaldes isotermiske.isotermisk Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning og dermed hjælper med at optimere hærdningsparametre og reducere energiomkostningerne.
Materialer: Epoxyharpiksens sammensætning og blandingsforhold
Målingerne blev udført på en kommerciel epoxyharpiks (Resoltech 1040T), der består af DGEBA (harpiks) og to diaminer, 4,4'-methylenbis(cyclohexy lamine) og 3-aminomethyl-3,5,5-trimethylcyclohexylamine (hærder).
En epoxyblanding med et forhold mellem harpiks og hærder på 1000:300 w/w blev undersøgt.
Instrumenter, metoder og arbejdsgange
- Afhængighed af glasovergangstemperaturen, Tg, af hærdningsgraden : Test af delvist hærdede prøver: Temperaturmoduleret DSCTemperaturmoduleret DSC (TM-DSC) bruges til at adskille flere termiske effekter, der forekommer i samme temperaturområde og overlapper hinanden i DSC-kurven.Temperaturmoduleret DSC (TM-DSC), analytisk afhængighed; Di Benedettos ligning: Kinetics Neo
- Kinetisk analyse og kinetisk model: Test ved forskellige opvarmningshastigheder: Differentiel scanningskalorimetri (DSC). Kinetisk modellering baseret på DSC-tests og Tg-afhængighed af hærdningsgraden: Kinetics Neo
- Bestemmelse af gelpunkt: Isotermiske tests (reologi)
- Konstruktion af tid-temperatur-transformation (TTT)-diagram: Kinetics Neo
Afhængighed af glasovergangstemperaturen, Tg, af hærdningsgraden
Glasovergangens afhængighed af hærdningsgraden blev undersøgt ved hjælp af temperaturmoduleret DSC (NETZSCH DSC 214 med autosampler).
Fem prøver blev fremstillet i aluminiumdigler med et gennembrudt låg og derefter delvist hærdet ved 20 °C i forskellige tider for at få forskellige grader af Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning. Disse delvist hærdede prøver blev testet med temperaturmoduleret DSC for at adskille glasovergangseffekten fra entalpi-afslapningen og den resterende Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning.
TM-DSC-tests blev udført fra -60 °C til 200 °C ved en opvarmningshastighed på 3 K/min med en modulationsperiode på 60 s og en temperaturamplitude på 0,8 K under nitrogenflow (40 ml/min).
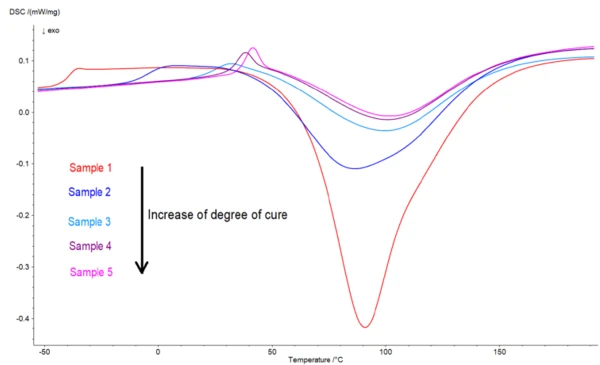
Den samlede varmestrøm fra de temperaturmodulerede DSC-tests er vist i figur 2. Resultaterne viser den resterende Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning for disse prøver. Glasovergangstemperaturen for den helt uhærdede prøve 1 har den laveste værdi. Jo højere den oprindelige hærdningsgrad er, jo lavere er entalpien i den eksoterme top for resthærdning. Så længe reaktionen skrider frem, stiger glasovergangstemperaturen, hvilket fører til, at den overlapper med den eksoterme hærdningstop for højere hærdningsgrader.
Glasovergangstemperaturen, Tg, fra den omvendte varmestrøm og hærdningsenthalpien fra den ikke omvendte varmestrøm for hver prøve er beskrevet i tabel 1 sammen med hærdningstiden som 20 °C og hærdningsgraden, beregnet ud fra den resterende entalpi. Den helt uhærdede prøve 1 blev fuldstændig hærdet under den første opvarmning, hvor den har en glasovergangstemperatur Tg0 [1]. Derefter blev den opvarmet endnu en gang for at bestemme glasovergangstemperaturen (Tg∞) for det fuldstændigt hærdede materiale (sidste linje i tabel 1).
Tabel 1: Resultater af de temperaturmodulerede DSC-målinger
| Prøve | Hærdningstid ved 20 °C [h] | Glasovergangstemperatur [°C] | Enthalpie ved hvilehærdning [Jg-1] | Grad af hærdning [%] |
| 1 | 0 | -36.8 | 471 | 0 |
| 2 | 4.75 | -1.1 | 287 | 39 |
| 3 | 9.51 | 27.7 | 187 | 60 |
| 4 | 14.27 | 37.9 | 154 | 67 |
| 5 | 19.03 | 41.3 | 145 | 69 |
| 1.,2. opvarmning | - | 126.1 | 0 | 100 |
Hærdningsgraden for prøverne 2 til 5 blev bestemt ved at sammenligne entalpien for hærdningstoppen med entalpien for den helt uhærdede prøve.
Baseret på de målte værdier, der er opsummeret i tabel 1, kan der laves et plot af glasovergangstemperaturen i forhold til hærdningsgraden ved at anvende DiBenedetto-ligningen (2).

Tg0: glasovergangstemperatur for den uhærdede harpiks
Tg∞: glasovergangstemperatur for den fuldt hærdede harpiks
α: hærdningsgrad
λ: tilpasningskonstant
Figur 3 viser glasovergangstemperaturerne som en funktion af hærdningsgraden indsamlet eksperimentelt samt DiBenedetto-tilpasningen i Kinetics Neo -softwaren.
Denne tilpasning blev opnået med følgende parametre:
Tg0 = -35,8 °C
Tg∞ = 125,7 °C
λ = 0,40

Kinetisk analyse og kinetisk model
Et andet sæt tests brugte varierende opvarmningshastigheder (0,1 til 10 K/min) til at studere reaktionskinetik. Til dette formål blev nye blandinger fremstillet, vejet og straks målt (prøve 6 til 11).
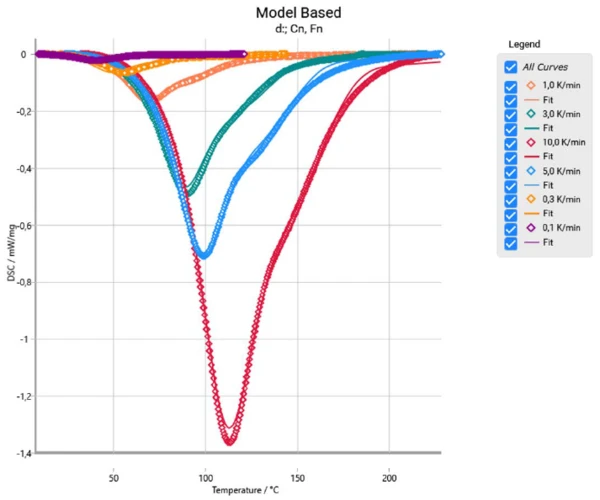
Figur 4 viser de målte eksperimentelle data (punkter) sammen med kurverne (fuldt optrukne) beregnet med de kinetiske parametre optimeret i NETZSCH Kinetics Neo software, baseret på seks DSC-målinger ved forskellige opvarmningshastigheder på 0,1 til 10 K min-1. En model med to på hinanden følgende trin blev valgt til at karakterisere reaktionskinetikken, fordi skulderen, der blev fundet i den eksoterme hærdningstop sammen med toppens minimum, indikerede en 2-trins reaktion.
Denne model omfattede en autokatalysereaktion for det første trin (forenklet Kamal-Sourour-ligning) og en n 'te ordens reaktion for det andet trin. Derudover blev diffusionskontrol over glasovergangstemperaturen (se DiBenedetto-resultater fra TM-DSC-tests) overvejet for det andet trin. Der blev udført en ikke-lineær regression for at optimere de kinetiske parametre (præeksponentielle faktorer, aktiveringsenergi og reaktionsorden); se tabel 2.
Tabel 2: Resultater af kinetiske parametre
| Parameter | 1. trin | 2. trin |
| Aktiveringsenergi (kJ/mol) | 51.1 | 54.8 |
| Log (PreExp) (1/s) | 4.3 | 4.7 |
| ReactOrder n | 1.7 | 1 |
| Bidrag | 0.7 | 0.3 |
Bestemmelse af gelpunkt
Reologiske tests til bestemmelse af gelpunkt blev udført ved hjælp af et NETZSCH Kinexus Prime-reometer: Til det formål blev der udført isotermiske tests fra 40 °C til 60 °C med 0,1 % StammeForvrængning beskriver en deformation af et materiale, som belastes mekanisk af en ydre kraft eller spænding. Gummiblandinger har krybeegenskaber, hvis de udsættes for en statisk belastning.belastning ved 1 Hz.
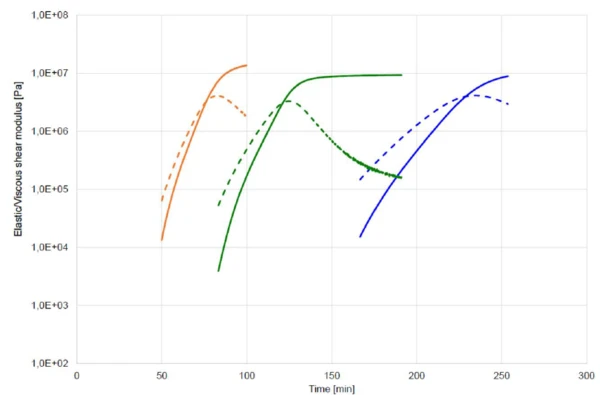
Figur 5 viser kurverne for de elastiske (G') og viskøse (G'') forskydningsmoduler under de tre isotermiske målinger ved 40 °C, 50 °C og 60 °C. De viser en overgang mellem G´ og G´, hvilket indikerer gelpunktet, hvorover materialet ikke længere kan flyde ved den anvendte frekvens. Jo højere temperaturen er, jo hurtigere er reaktionen, og jo kortere er den tid, der går op til gelpunktet.
Tabel 3 viser en oversigt over resultaterne. Den opnåede hærdningsgrad ved hver temperatur blev bestemt ved hjælp af gelpunktstiden fra konverteringskurven som en funktion af temperatur eller tid forudsagt af kinetikanalysen.
Tabel 3: Gelpunktstid opnået for de forskellige isotermiske tests
Temperatur [°C] | Gelpunktstid [min] | Grad af hærdning [%] |
| 40 | 224.8 | 63 |
| 50 | 117.3 | 53 |
| 60 | 72.1 | 66 |
Konstruktion af tid-temperatur-transformation (TTT)-diagram
Softwaren NETZSCH Kinetics Neo blev brugt til kinetisk analyse og simulering af TTT-diagrammer.
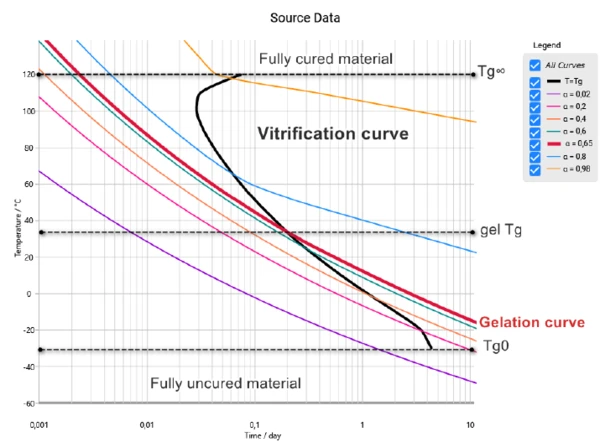
TTT-diagrammet i figur 6 illustrerer materialets hærdningstilstand under isotermiske forhold. Under -36,8 °C forbliver monomererne glasagtige med en meget langsom hærdningshastighed, der når op på 1 % hærdning efter mindst 12 timer. Mellem -36,8 °C (Tg0) og 126,1 °C (Tg∞) varierer hærdningsadfærden med temperaturen. Hvis temperaturen forbliver under Tg( gel) (krydsning af gelerings- og forglasningskurverne), sker der forglasning før gelering. Over Tg(gel) når materialet gelpunktet, før diffusion bremser reaktionen.
Konklusion
Brugen af Kinetics Neo software til beregning af TTT-diagrammer (Time-Temperature-Transformation) giver en mere avanceret og forudsigelig tilgang til analyse af hærdningsadfærden. Ved at udnytte kinetikanalyse identificerer den nøjagtigt forglasnings- og geleringspunkter, hvilket muliggør præcis kontrol over materialehærdning og mere effektiv procesoptimering.
Fordele ved kinetisk analyse
Reducerede omkostninger og spild: Optimeret hærdningstid sænker energiforbruget og materialespildet, hvilket reducerer omkostningerne og forbedrer bæredygtigheden.
Nøjagtig forudsigelse af hærdning: Giver præcis modellering af epoxyharpiksens hærdningsproces og hjælper med at forudsige gelering og forglasning under forskellige temperaturforhold.
Reduceret forsøgstid: Ved at bruge NETZSCH DSC, reologiske målinger og Kinetics Neo -softwaren eliminerer denne tilgang behovet for langtidstest ved at undgå trial-and-error-eksperimenter og samtidig fremskynde materialeudviklingen.