Einleitung
Epoxidharz ist ein äußerst vielseitiges und langlebiges Material, das für seine außergewöhnlichen mechanischen, thermischen und adhäsiven Eigenschaften bekannt ist. Seit seiner Entdeckung hat es sich aufgrund seiner Fähigkeit, extremen Umweltbedingungen standzuhalten, chemischen Schäden zu widerstehen und strukturelle Festigkeit zu bieten, zu einem Eckpfeiler der Innovation in verschiedenen Branchen entwickelt.
Im Mittelpunkt vieler Epoxidharzformulierungen steht 2,2-Bis(4-(2,3-epoxypropyl)phenyl)propan, allgemein bekannt als Bisphenol-A-diglycidylether (Formel in Abbildung 1, BADGE). BADGE dient als Schlüsselkomponente bei der Herstellung von Epoxidharzen, die sich durch hervorragende Klebe- und Korrosionsschutzeigenschaften auszeichnen.
Bei der Herstellung wird ein Epoxidmonomer mit einem Härter gemischt, wodurch eine Vernetzungsreaktion unter kontrollierter Temperatur ausgelöst wird, die das flüssige Harz in ein festes 3D-Netzwerk umwandelt.
Während der Aushärtung finden zwei wichtige Übergänge statt: Gelierung und Vitrifikation. Die Gelierung ist die irreversible Umwandlung des Harzes in ein viskoelastisches Gel, was mit einem Anstieg der Viskosität und Steifigkeit einhergeht und typischerweise bei einem Aushärtungsgrad zwischen 55% und 80% auftritt. Die Vitrifikationtritt ein, wenn das Harz die GlasübergangstemperaturDer Glasübergang gilt als eine der wichtigsten Eigenschaften amorpher und teilkristalliner Materialien, wie z.B. anorganische Gläser, amorphe Metalle, Polymere, Pharmazeutika und Lebensmittel, usw., und bezeichnet den Temperaturbereich, in dem sich die mechanischen Eigenschaften des Material von einem harten und spröden Zustand in einen weicheren, verformbaren oder gummiartigen Zustand ändern.Glasübergangstemperatur (Tg) erreicht. Zu diesem Zeitpunkt geht das Harz von einem gummiartigen in einen glasartigen Zustand über, was zu einer Verlangsamung oder sogar zu einem vollständigen Stillstand der Aushärtung führt. Die Vitrifikation ist reversibel, und die Reaktion kann durch Erhöhung der Temperatur wieder in Gang gesetzt werden. Um einen hohen AushärtegradMit Aushärtegrad wird der erreichte Umsatzgrad bei einer Vernetzungsreaktion (Aushärtung) beschrieben.Aushärtegrad zu erzielen, ist es daher wichtig, dieAushärtebedingungen zu optimieren.
In dieser Studie wird eine Methode zur Erstellung von Zeit-Temperatur-Umwandlungsdiagramm (engl.: Time- Temperature-Transformation (TTT) diagram) für Epoxidharzsysteme vorgeschlagen, bei der die Aushärtekinetik auf der Basis von nicht-isothermen temperaturmodulierten DSC- und rheologischen Messungen analysiert wird. Bei diesem Ansatz wird ein zweistufiges kinetisches Modell verwendet, um ein TTT-Diagramm zu entwickeln. Dieses Diagramm stellt auch den Zeitpunkt der Gelierung und Vitrifikation während der isothermen Aushärtung dar und trägt somit zur Optimierung der Aushärteparameter und zur Senkung der Energiekosten bei.
Materialen: Zusammensetzung und Mischungsverhältnisdes Epoxidharzes
Die Messungen wurden an einem handelsüblichen Epoxidharz (Resoltech 1040T) durchgeführt, das aus DGEBA (Harz) und zwei Diaminen, 4,4'-Methylenbis(cyclohexylamin) und 3-Aminomethyl-3,5,5-trimethylcyclohexylamin (Härter) besteht.
Es wurde eine Harzmischung mit einem Harz-/Härter-Verhältnis von 100:30 (Gewichtsprozent) untersucht.
Geräte, Methoden und Arbeitsablauf
- Abhängigkeit der Glasübergangstemperatur Tg vom Aushärtegrad: Untersuchungen an teilausgehärteten Proben: Temperaturmodulierte DSC (TM-DSC)
Analytische Abhängigkeit: Di Benedetto-Gleichung: Kinetics Neo - Kinetische Analyse und kinetisches Modell: Tests mit unterschiedlichen Aufheizraten: Dynamische Differenz-Kalorimetrie (DSC) Kinetische Modellierung auf Basis von DSC-Tests und Tg-Abhängigkeit vom Aushärtegrad: Kinetics Neo
- Bestimmung des Gelpunktes: Isotherme Tests (Rheologie)
- Erstellung eines Zeit-Temperatur-Umwandlungsdiagramms (TTT): Kinetics Neo
Abhängigkeit von der Glasübergangstemperatur Tg vom Aushärtegrad
Die Abhängigkeit der Glasübergangstemperatur vom Aushärtegrad wurde mittels temperaturmodulierten DSC (NETZSCH DSC 214 Polyma mit Autosampler) untersucht.
Fünf Proben wurden in Aluminiumtiegeln mit gelochtem Deckel vorbereitet und bei 20 °C für unterschiedliche Zeiten gehärtet, um verschiedene Aushärtegrade zu erhalten. Diese teilgehärteten Proben wurden anschließend mittels temperaturmodulierter DSC untersucht, um den Glasübergangseffekt von der Enthalpie-RelaxationWhen a constant strain is applied to a rubber compound, the force necessary to maintain that strain is not constant but decreases with time; this behavior is known as stress relaxation. The process responsible for stress relaxation can be physical or chemical, and under normal conditions, both will occur at the same time. Relaxation und der Restaushärtung zu trennen.
Die TM-DSC-Tests wurden von -60 °C bis 200 °C mit einer Aufheizrate von 3 K/min mit einer Modulationsperiode von 60 s und einer Temperaturamplitude von 0,8 K unter Stickstofffluss (40 ml/min) durchgeführt.
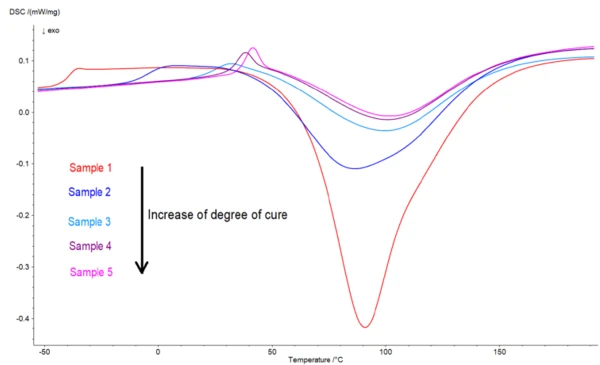
Die Gesamtwärmeströme (entspricht den Standard-DSC-Signal ohne Modulation) aus den temperaturmodulierten DSC-Tests ist in Abbildung 2 dargestellt. Die Ergebnisse zeigen die Restaushärtung für diese Proben. Mit zunehmendem Aushärtegrad verschiebt sich die Glasübergangsstufe zu höheren Temperaturen und überlappt sogar mit dem exothermen Effekt, der die Rest-Aushärtung repräsentiert; die Peakfläche des exothermen Effektes wird mit zunehmendem Aushärtegrad geringer.
Die Glasübergangstemperatur Tg aus dem reversiblen Wärmestrom und die Aushärteenthalpie aus dem irreversiblen Wärmestrom für jede Probe sind in Tabelle 1 zusammen mit der Aushärtezeit bei 20 °C und dem aus der Restenthalpie berechneten Aushärtegrad aufgeführt. Die völlig ungehärtete Probe 1 wurde während der ersten Aufheizung vollständig ausgehärtet mit einer Glasübergangstemperatur Tg0 [1]. Anschließend wurde sie ein zweites Mal aufgeheizt, um die Glasübergangstemperatur (Tg∞) für das vollständig ausgehärtete Material zu bestimmen (letzte Zeile in Tabelle 1).
Tabelle 1: Ergebnisse der temperaturmodulierten DSC-Messungen
| Probe | Aus- härtezeit bei 20 °C [h] | Glasüber-gangstemperatur [ °C] | Enthalpie der Restaushärtung [Jg-1] | Aushärte-grad [%] |
| 1 | 0 | -36,8 | 471 | 0 |
| 2 | 4,75 | -1,1 | 287 | 39 |
| 3 | 9,51 | 27,7 | 187 | 60 |
| 4 | 14,27 | 37,9 | 154 | 67 |
| 5 | 19,03 | 41,3 | 145 | 69 |
1., 2. Auf- heizung | - | 126,1 | 0 | 100 |
Der Aushärtegrad der Proben 2 bis 5 wurde durch Vergleich der Enthalpie des Aushärtepeaks mit der Enthalpie der vollständig ausgehärteten Probe bestimmt.
Auf Grundlage der in Tabelle 1 zusammengefassten Messwerte kann mit Hilfe der DiBenedetto-Gleichung (2) ein Diagramm der Glasübergangstemperatur in Abhängigkeit vom Aushärtegrad erstellt werden.

Tg0: Glasübergangstemperatur des ungehärteten Harzes
Tg∞: Glasübergangstemperatur des vollständig ausgehärteten Harzes
α: Aushärtegrad
λ: Anpassungskonstante
Abbildung 3 zeigt die Glasübergangstemperaturen in Abhängigkeit des experimentell bestimmten Aushärtegrades sowie die DiBenedetto-Anpassung in der Software Kinetics Neo.
Diese Anpassung wurde mit folgenden Parameter erzielt:
Tg0 = -35,8°C
Tg∞ = 125,7°C
λ = 0,40

Kinetische Analyse und Kinetikmodell
Bei einer zweiten Testreihe wurden unterschiedliche Heizraten (0,1 bis 10 K/min) verwendet, um die Reaktionskinetik zu untersuchen. Zu diesem Zweck wurden neue Mischungen vorbereitet, eingewogen und sofort gemessen (Proben 6 bis 11).
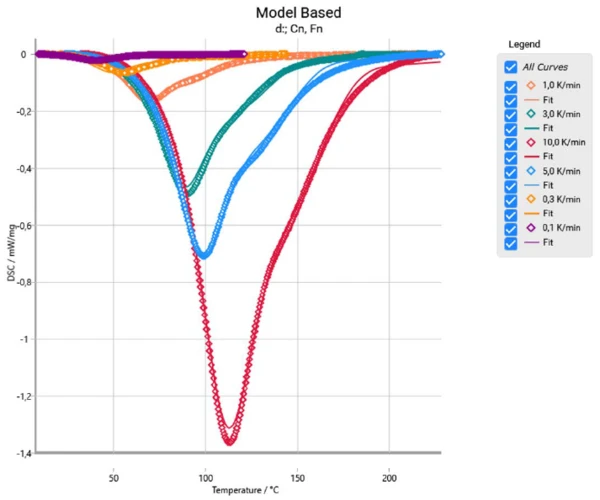
Abbildung 4 zeigt einen Vergleich der experimentellen Daten (Punkte) mit den Kurven (durchgezogen), die mit den in der NETZSCH Kinetics Neo-Software optimierten Kinetikparametern auf Basis der vorher genannten sechs DSC-Messungen berechnet wurden. Zur Charakterisierung der Reaktionskinetik wurde ein Modell mit zwei aufeinanderfolgenden Stufen gewählt, da die im exothermen Aushärtepeak beobachtete Schulter zusammen mit dem Peak-Minimum auf eine zweistufige Reaktion hindeutet.
Dieses Modell beinhaltet eine autokatalytische Reaktion für die erste Stufe (vereinfachte Kamal-Souror-Gleichung) sowie eine Reaktion n-ter Ordnung für die zweite Stufe. Zusätzlich wurde eine Diffusionskontrolle für den Temperaturbereich oberhalb der Glasübergangstemperatur (siehe DiBenedetto-Ergebnisse aus TM-DSC-Versuchen) für die zweite Stufe berücksichtigt. Zur Optimierung der kinetischen Parameter (Präexponentialfaktoren, Aktivierungsenergien und Reaktionsordnungen) wurde eine nichtlineare Regression durchgeführt, siehe Tabelle 2.
Tabelle 2: Ergebnisse der Kinetikparameter
| Parameter | 1st step | 2nd step |
| Aktivierungsenergie (kJ/mol) | 51,1 | 54,8 |
| Log (PreExp) (1/s) | 4,3 | 4,7 |
| Reaktionsordnung n | 1,7 | 1 |
| Beitrag | 0,7 | 0,3 |
Bestimmung des Gelpunktes
Die Bestimmung des Gelpunktes erfolgte mittels rheologischer Tests mit einem NETZSCH Kinexus Prime Rheometer: Dazu wurden isotherme Messungen im Temperaturbereich von 40 °C bis 60 °C mit einer DehnungDehnung beschreibt die Deformation eines Materials, das durch eine von außen einwirkende Kraft oder Spannung mechanisch belastet wird. Gummimischungen zeigen Kriech-Eigenschaften, wenn eine statische Last aufgebracht wird.Dehnung von 0,1% bei 1 Hz durchgeführt.
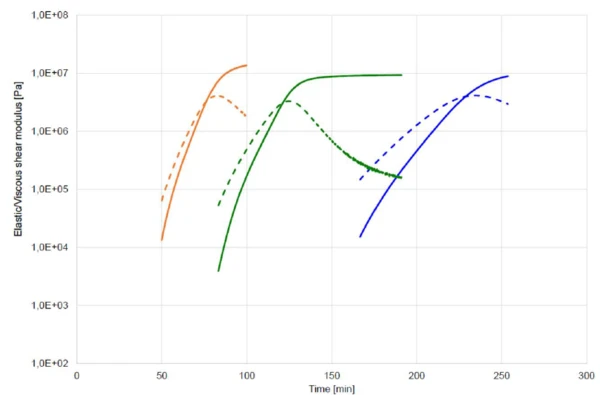
In Abbildung 5 sind die Kurven des elastischen (G') und viskosen (G'') Schubmoduls während der drei isothermen Messungen bei 40 °C, 50 °C und 60 °C dargestellt. Die G'- und G''-Kurven überschneiden sich jeweils. Der Kreuzungspunkt kennzeichnet den Gelpunkt, oberhalb dessen das Material für die Zeitskala der angewendeten Frequenz nicht mehr fließfähig ist. Je höher die Temperatur, desto schneller ist die Reaktion und desto kürzer die Zeit bis zum Gelpunkt.
In Tabelle 3 sind die Ergebnisse zusammengefasst. Der bei jeder Temperatur erzielte Aushärtegrad wurde anhand der Gelpunktzeit aus der Umwandlungskurve in Abhängigkeit von der Temperatur oder Zeit bestimmt, die durch die kinetische Analyse vorhergesagt wurde..
Table 3: Gel point time obtained for the different isothermal tests
Temperatur [°C] | Gelpunktzeit [min] | Aushärtegrad [%] |
| 40 | 224,8 | 63 |
| 50 | 117,3 | 53 |
| 60 | 72,1 | 66 |
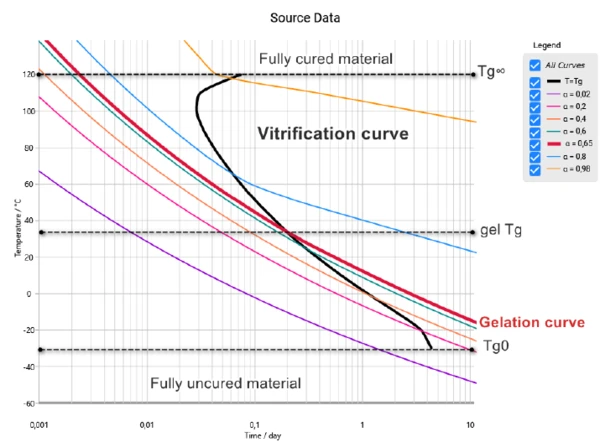
Erstellung eines Zeit-Temperatur-Umwandlungsschaubilds (TTT-Diagramm)
Für die kinetische Analyse und die Simulation eines TTT-Diagramms wurde die NETZSCH Kinetics Neo-Software verwendet.
Das TTT-Diagramm in Abbildung 6 zeigt den Aushärtezustand des Materials unter isothermen Bedingungen. Unterhalb von -36,8 °C (Tg0) bleiben die Monomere im glasartigen Zustand, mit einer sehr langsamen Aushärterate, die in wenigstens 12 Stunden eine Aushärtung von 1 % erreicht. Zwischen -36,8 °C (Tg0) und 126,1 °C (Tg∞) variiert das Aushärteverhalten mit der Temperatur. Bleibt die Temperatur unter Tg(gel) (Schnittpunkt der Gelierungs- und Vitrifikationskurven), tritt vor der Gelierung eine Vitrifikation ein. Oberhalb von Tg(gel) erreicht das Material den Gelpunkt, bevor die Diffusion die Reaktion verlangsamt.
Zusammenfassung
Die Verwendung der Kinetics Neo-Software zur Berechnung des Zeit-Temperatur- Umwandlungsdiagramm (TTT-Diagramm) bietet einen modernen und vorausschauenden Ansatz zur Analyse des Aushärteverhaltens. Dank der kinetischen Analyse konnten die Verglasung und die Gelpunkte genau identifiziert werden, was eine 6präzise Steuerung der Materialaushärtung und effizientere Optimierungsprozesse ermöglicht.
Vorteile der kinetischen Analyse
Reduzierung von Kosten und Ausschuss: Optimierte Aushärtezeiten verringern den Energieverbrauch und den Materialverbrauch, wodurch die Kosten gesenkt und die Nachhaltigkeit verbessert wird.
Genaue Vorhersage der Aushärtung: Erlaubt eine präzisere Modellierung des Aushärteprozesses von Epoxidharzen und hilft bei der Vorhersage des Gelier- und Verglasungsverhaltens unter unterschiedlichen Temperaturbedingungen.
Verkürzte Versuchszeit: Durch die Kombination von NETZSCH DSC, rheologischen Messungen und der Kinetics Neo-Software werden Langzeitversuche überflüssig, indem Versuch-und-Irrtum vermieden und gleichzeitig die Materialentwicklung beschleunigt wird.