Введение
Эпоксидная смола - это универсальный и долговечный материал, широко известный своими исключительными механическими, термическими и адгезивными свойствами. С момента своего открытия она стала краеугольным камнем инноваций в различных отраслях промышленности благодаря своей способности выдерживать экстремальные условия окружающей среды, противостоять химическим повреждениям и обеспечивать прочность конструкции.
В основе многих рецептур эпоксидных смол лежит 2,2-бис(4-(2,3-эпоксипропил) фенил) пропан, широко известный как диглицидиловый эфир бисфенола А (формула на рисунке 1, BADGE). БАДГЭ служит ключевым компонентом при производстве эпоксидных смол, обладающих превосходными адгезионными и антикоррозионными свойствами.
Их производство включает в себя смешивание эпоксидного мономера с отвердителем, что инициирует реакцию сшивания при контролируемой температуре, превращая жидкую смолу в твердую 3D-сеть.
В процессе отверждения происходят два ключевых перехода: гелеобразование и стеклообразование. Гелеобразование - это необратимое превращение смолы в вязкоупругий гель с повышенной вязкостью и жесткостью, которое обычно происходит при степени отверждения от 55 % до 80 %. Витрификация происходит, когда смола достигает температуры стеклования (Tg). В этот момент смола переходит из резинообразного в стеклообразное состояние, что приводит к замедлению или даже полной остановке скорости отверждения. Стеклование обратимо, и повышение температуры может возобновить реакцию. Для таких переходов очень важно обеспечить надлежащий поток смолы до начала гелеобразования и оптимизировать условия отверждения для достижения высокой степени полимеризации.
В данном исследовании предлагается метод построения диаграмм "время-температура-трансформация" (ТТТ) для систем эпоксидных смол путем анализа кинетики отверждения с помощью неизотермической температурно-модулированной ДСК и реологических измерений. Этот подход использует двухступенчатую кинетическую модель для построения диаграммы ТТТ, отображая время гелеобразования и стеклования в процессе изотермического отверждения и, таким образом, помогая оптимизировать параметры отверждения и снизить энергозатраты.
Материалы: Состав эпоксидной смолы и пропорции смешивания
Измерения проводились на коммерческой эпоксидной смоле (Resoltech 1040T), состоящей из DGEBA (смола) и двух диаминов - 4,4'-метиленбис(циклогексиламина) и 3-аминометил-3,5,5-триметилциклогексиламина (отвердитель).
Исследовалась эпоксидная смесь с соотношением смолы и отвердителя 1000:300 масс.
Инструменты, методы и рабочий процесс
- Зависимость температуры стеклования, Tg, от степени отверждения: испытания для частично отвержденных образцов: ДСК с температурной модуляцией (ТМ-ДСК), аналитическая зависимость; уравнение Ди Бенедетто: Kinetics Neo.
- Кинетический анализ и кинетическая модель: Испытания при различных скоростях нагрева: Дифференциальная сканирующая калориметрия (ДСК). Кинетическое моделирование на основе тестов ДСК и зависимость Tg от степени отверждения: Kinetics Neo.
- Определение точки гелеобразования: изотермические испытания (реология)
- Построение диаграммы "время-температура-трансформация" (ТТТ): Kinetics Neo
Зависимость температуры стеклования, Tg, от степени отверждения
Зависимость стеклования от степени отверждения была исследована с помощью температурно-модулированного ДСК (NETZSCH DSC 214 с автодозатором).
Пять образцов были приготовлены в алюминиевых тиглях с проколотой крышкой и затем частично отверждены при 20°C в течение разного времени для получения различных степеней отверждения. Эти частично отвержденные образцы были исследованы методом температурно-модулированной ДСК, чтобы отделить эффект стеклования от энтальпийной релаксации и остаточного отверждения.
Испытания методом ТМ-ДСК проводились в диапазоне от -60°C до 200°C при скорости нагрева 3 К/мин с периодом модуляции 60 с и амплитудой температуры 0,8 К под потоком азота (40 мл/мин).
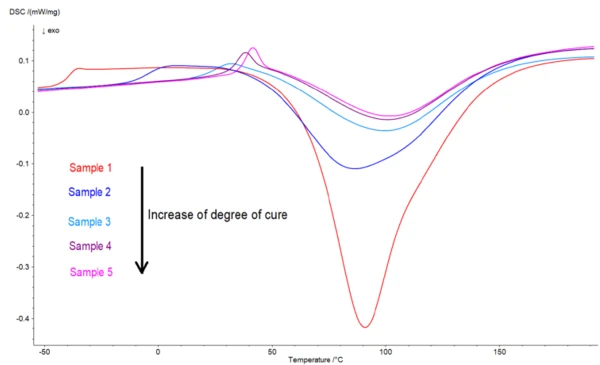
Общий тепловой поток, полученный в ходе испытаний ДСК с температурной модуляцией, представлен на рисунке 2. Результаты показывают остаточное отверждение для этих образцов. Температура стеклования полностью неотвержденного образца 1 имеет самое низкое значение. Чем выше начальная степень отверждения, тем ниже энтальпия экзотермического пика остаточного отверждения. По мере протекания реакции температура стеклования повышается, что приводит к ее перекрытию с экзотермическим пиком полимеризации при более высоких степенях отверждения.
Температура стеклования Tg, полученная при реверсивном тепловом потоке, и энтальпия отверждения, полученная при нереверсивном тепловом потоке, для каждого образца приведены в таблице 1, а также время отверждения при 20°C и степень отверждения, рассчитанная по остаточной энтальпии. Полностью неотвержденный образец 1 был полностью отвержден во время первого нагрева, при котором он имеет температуру стеклования Tg0 [1]. Затем его нагревали второй раз, чтобы определить температуру стеклования (Tg∞) для полностью отвержденного материала (последняя строка в таблице 1).
Таблица 1: Результаты измерений ДСК с температурной модуляцией
| Образец | Время отверждения при 20°C [ч] | Температура стеклования [°C] | Энтальпия полимеризации в покое [Джг-1] | Степень отверждения [%] |
| 1 | 0 | -36.8 | 471 | 0 |
| 2 | 4.75 | -1.1 | 287 | 39 |
| 3 | 9.51 | 27.7 | 187 | 60 |
| 4 | 14.27 | 37.9 | 154 | 67 |
| 5 | 19.03 | 41.3 | 145 | 69 |
| 1-е,2-е отопление | - | 126.1 | 0 | 100 |
Степень отверждения образцов 2-5 была определена путем сравнения энтальпии пика отверждения с энтальпией полностью неотвержденного образца.
На основании измеренных значений, приведенных в таблице 1, можно построить график зависимости температуры стеклования от степени отверждения, применив уравнение ДиБенедетто (2).

Tg0: температура стеклования неотвержденной смолы
Tg∞: температура стеклования полностью отвержденной смолы
α: степень отверждения
λ: константа подгонки
На рисунке 3 показаны температуры стеклования в зависимости от степени отверждения, полученные экспериментально, а также с помощью программы DiBenedetto Kinetics Neo.
Эта подгонка была получена со следующими параметрами:
Tg0 = -35,8°C
Tg∞ = 125,7°C
λ = 0,40

Кинетический анализ и кинетическая модель
Во второй серии испытаний для изучения кинетики реакции использовались различные скорости нагрева (от 0,1 до 10 К/мин). Для этого готовились новые смеси, взвешивались и сразу же измерялись (образцы 6-11).
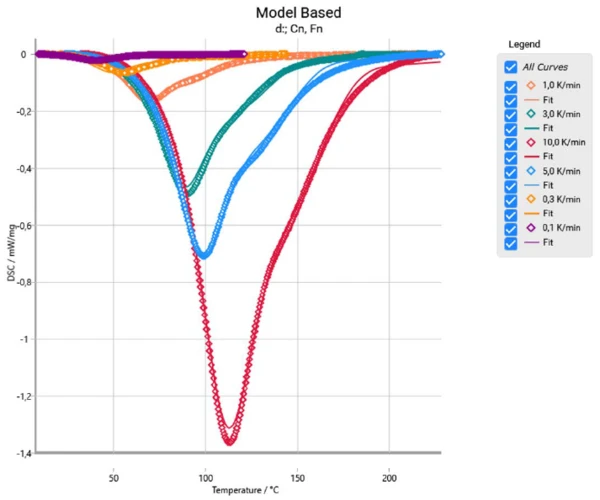
На рисунке 4 показаны измеренные экспериментальные данные (точки) и кривые (сплошные), рассчитанные с учетом кинетических параметров, оптимизированных в программе NETZSCH Kinetics Neo , на основе шести измерений ДСК при различных скоростях нагрева от 0,1 до 10 К мин-1. Для характеристики кинетики реакции была выбрана модель с двумя последовательными стадиями, поскольку плечо, обнаруженное в пике экзотермического отверждения, а также минимум пика указывали на двухстадийную реакцию.
Эта модель включала реакцию автокатализа для первого этапа (упрощенное уравнение Камаля-Сурура) и реакцию n-го порядка для второго этапа. Кроме того, для второй ступени учитывался контроль диффузии выше температуры стеклования (см. результаты ДиБенедетто по результатам испытаний ТМ-ДСК). Для оптимизации кинетических параметров (предэкспоненциальных коэффициентов, энергии активации и порядка реакции) была проведена нелинейная регрессия; см. таблицу 2.
Таблица 2: Результаты кинетических параметров
| Параметр | 1-й шаг | 2-й шаг |
| Энергия активации (кДж/моль) | 51.1 | 54.8 |
| Log (PreExp) (1/с) | 4.3 | 4.7 |
| ReactOrder n | 1.7 | 1 |
| Вклад | 0.7 | 0.3 |
Определение точки гелеобразования
Реологические испытания для определения точки гелеобразования проводились на реометре NETZSCH Kinexus Prime: Для этого проводились изотермические испытания от 40°C до 60°C с деформацией 0,1% при частоте 1 Гц.
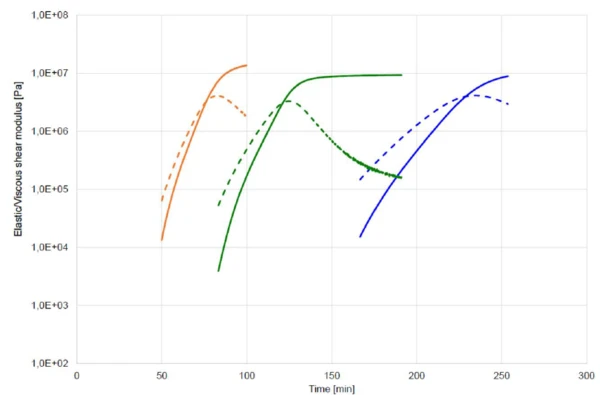
На рисунке 5 представлены кривые упругого (G') и вязкого (G'') модулей сдвига во время трех изотермических измерений при 40°C, 50°C и 60°C. Они показывают пересечение G´ и G´, указывающее на точку гелеобразования, выше которой материал больше не способен течь при заданной частоте. Чем выше температура, тем быстрее протекает реакция и тем меньше времени проходит до точки гелеобразования.
В таблице 3 представлены результаты. Степень отверждения, достигнутая при каждой температуре, определялась с помощью времени достижения точки гелеобразования из кривой конверсии как функции температуры или времени, предсказанного кинетическим анализом.
Таблица 3: Время гелеобразования, полученное для различных изотермических испытаний
Температура [°C] | Время гелеобразования [мин] | Степень отверждения [%] |
| 40 | 224.8 | 63 |
| 50 | 117.3 | 53 |
| 60 | 72.1 | 66 |
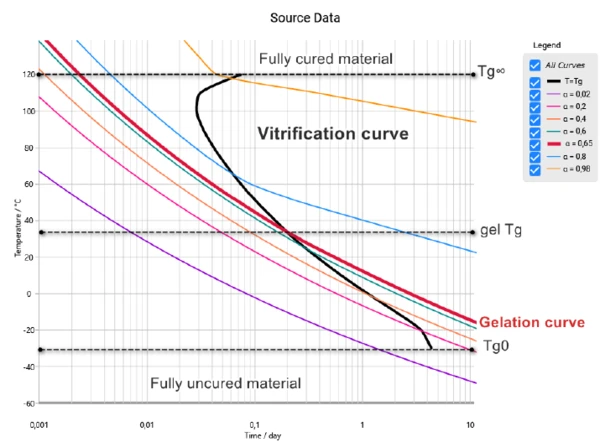
Построение диаграммы "время-температура-трансформация" (ТТТ)
Для анализа кинетики и моделирования диаграммы ТТТ использовалось программное обеспечение NETZSCH Kinetics Neo .
Диаграмма TTT на рисунке 6 иллюстрирует состояние отверждения материала в изотермических условиях. При температуре ниже -36,8°C мономеры остаются стеклообразными, с очень медленной скоростью отверждения, достигающей 1% отверждения не менее чем за 12 часов. В интервале от -36,8°C (Tg0) до 126,1°C (Tg∞) поведение полимеризации меняется в зависимости от температуры. Если температура остается ниже Tg(gel) (пересечение кривых гелеобразования и витрификации), витрификация происходит раньше гелеобразования. При температуре выше Tg(gel) материал достигает точки гелеобразования, после чего диффузия замедляет реакцию.
Заключение
Использование программного обеспечения Kinetics Neo для расчета диаграмм "время-температура-трансформация" (TTT) предлагает более совершенный и прогностический подход к анализу поведения отверждаемого материала. Используя кинетический анализ, он точно определяет точки витрификации и гелеобразования, обеспечивая точный контроль над отверждением материала и более эффективную оптимизацию процесса.
Преимущества кинетического анализа
Сокращение расходов и отходов: Оптимизация времени отверждения снижает энергопотребление и количество отходов материалов, сокращая расходы и повышая экологичность.
Точное прогнозирование отверждения: Обеспечивает точное моделирование процесса отверждения эпоксидной смолы, помогая предсказать гелеобразование и стеклообразование при различных температурных условиях.
Сокращение времени на эксперименты: благодаря использованию ДСК NETZSCH, реологических измерений и программного обеспечения Kinetics Neo, этот подход устраняет необходимость в длительных испытаниях, позволяя избежать экспериментов методом проб и ошибок и ускоряя разработку материалов.