Bevezetés
A differenciál pásztázó kalorimetria, DSC, az egyik leggyakrabban alkalmazott hőelemzési módszer a minőségellenőrzésben. Nagy népszerűségét nemcsak az adja, hogy jelentős információkat szolgáltat az anyagtulajdonságokról, mint például az üvegesedési, olvadási vagy kristály-kristály átalakulás, hanem az is, hogy használata egyszerű és gyors. A NETZSCH DSC-készülékek mindegyike lehetőséget nyújt a mérési lépések nagy részének automatizálására, így az anyag kiértékelése, sőt azonosítása is automatikusan elvégezhető.
Kísérleti
A polimereken végzett DSC-méréseknek három mérési sorozatot kell tartalmazniuk, amelyek két fűtési mérésből állnak, amelyek között a mintát szabályozott sebességgel hűtik. Az egyes mérési görbék különböző betekintést és információt nyújthatnak a mintáról.
- Az első fűtési menet információt nyújt a minta hőtörténetéről. Például milyen gyorsan hűlt le a feldolgozás során? Milyenek voltak a tárolási hőmérsékleti és páratartalmi körülmények? Volt-e mechanikai igénybevételnek kitéve?
- A minta meghatározott feltételek (hűtési sebesség, légkör) melletti hűtése során egy ismert hőtörténet jön létre.
- Az ezt követő (második) melegítés a minta tulajdonságainak meghatározására szolgál, ami különösen fontos, ha több polimert kell összehasonlítani, például a minőségellenőrzés során.
.
A következő tanulmány azonban azt mutatja, hogy a gyakran figyelmen kívül hagyott hűtési szegmens is nagy érdeklődésre tarthat számot. A méréseket két töltetlen PEEK-mintán végeztük el, és DSC-vel vizsgáltuk. Az 1. táblázat összefoglalja a két mintán végzett DSC-mérések körülményeit.
Táblázat: A DSC-mérések vizsgálati feltételei
Minta 1 | Minta 2. minta | |
|---|---|---|
| Készülék | DSC 214 Polyma | |
| A minta tömege | 12.05 mg | 5.57 mg |
| Hőmérséklet-tartomány | 30°C és 400°C között (kétszer) | |
| Fűtési és hűtési sebesség | 10 K/perc | |
| Atmoszféra | Nitrogén (40 ml/perc) | |
| Tégely | Concavus® (alumínium), lyukacsos fedéllel lezárva | |
Mérési eredmények
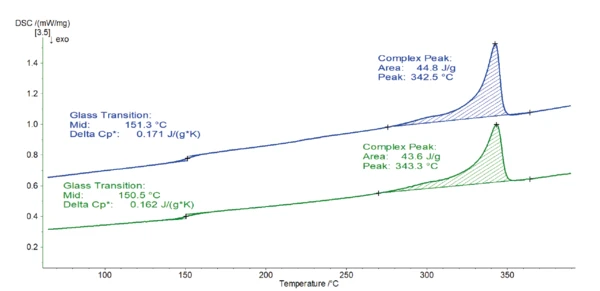
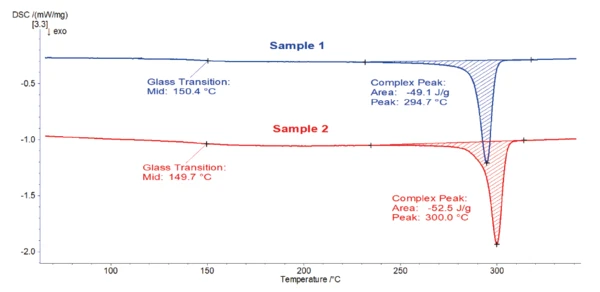
Az 1. ábra az ilyen elemzéshez általában használt második fűtési méréssorozat eredményeit mutatja.
Mindkét görbe nagyon hasonló. A 150-151°C-on észlelt endoterm lépés a polimer üvegesedésének eredménye. Az ezt követő, 270°C és 360°C között elhelyezkedő csúcs a kristályos fázis Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadásának köszönhető. Mindkét minta esetében a csúcshőmérséklet 343°C-on található, és 44-45 J/g olvadási entalpiához kapcsolódik. Ez az olvadási csúcshőmérséklet a PEEK-re jellemző [1].
E fűtési görbék alapján nincs észrevehető különbség az 1. és a 2. minta között. A minőségellenőrzés arra következtetne, hogy ugyanarról az anyagról van szó.
Ugyanaz az anyag? A választ a reológia adja meg
További információkat kaphatunk ezekről a mintákról rotációs reometriával. A polimerolvadékot a Kinexus rotációs reométer mérőlemezei közé helyezzük. A minta viszkoelasztikus tulajdonságait a felső geometria meghatározott frekvenciájú és amplitúdójú RezgésA rezgés mechanikai folyamatát rezgésnek nevezzük. A rezgés olyan mechanikai jelenség, amelynek során egy egyensúlyi pont körül rezgések lépnek fel. A rezgés sok esetben nem kívánatos, energiát pazarol és nem kívánt hangot kelt. Például a motorok, villanymotorok vagy bármilyen működő mechanikus eszköz rezgő mozgása jellemzően nemkívánatos. Az ilyen rezgéseket a forgó alkatrészek kiegyensúlyozatlansága, az egyenetlen súrlódás vagy a fogaskerekek fogazása okozhatja. A gondos tervezés általában minimalizálja a nem kívánt rezgéseket.rezgésével határozzuk meg.
Mindkét polimeren végeztünk frekvencia-söpréses mérést, biztosítva, hogy azt mindkét minta lineáris-viszkoelasztikus tartományán (LVR) belül végezzük (lásd az infoboxot). Az amplitúdó-söpörés előzetes mérésként szolgál a minta LVR-határának meghatározására.
A 2. táblázat részletezi az amplitúdó- és a frekvenciasöprés feltételeit.
Táblázat: A rezgésmérések vizsgálati feltételei
Amplitúdó Sweep | Frekvenciasöprés | |
|---|---|---|
| Eszköz | Kinexus ultra+ elektromosan fűtött kamrával (EHC) | |
| Geometria | PP25 (lemez-lemez, átmérő: 25 mm) | |
| Hőmérséklet | ||
| Nyírófeszültség | 1% és 100% között | - |
| Nyírófeszültség | - | 1000 Pa (1. minta); 500 Pa (2. minta) |
| Frekvencia | 1 Hz | 0.01 Hz és 20 Hz között |
| Atmoszféra | Nitrogénáramlás ( 1 l/min) | |
LVR - Lineáris viszkoelasztikus tartomány
Az LVR az az amplitúdótartomány, ahol a nyúlás és a feszültség arányos. Az LVR-ben az alkalmazott feszültségek (vagy feszültségek) nem elegendőek ahhoz, hogy szerkezeti szétesést okozzanak, ezért a mikroszerkezeti tulajdonságokat mérik.
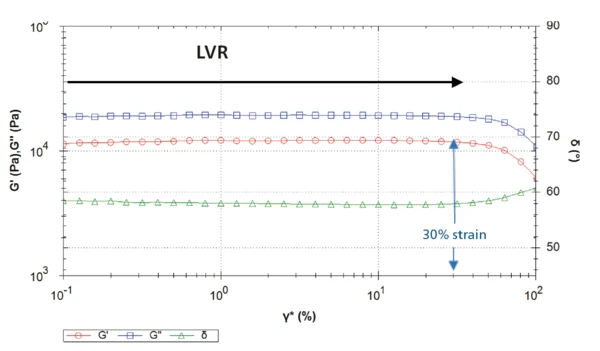
A 2. ábra az 1. mintán végzett amplitúdó-söprésből származó görbéket mutatja. Körülbelül 30%-os nyírási alakváltozásig a G´ nyírási Rugalmassági modulusA komplex modulus (rugalmas komponens), tárolási modulus vagy G', a minták "valós" része a teljes komplex modulus. Ez a rugalmas komponens jelzi a mérendő minta szilárd, vagy fázisban lévő válaszát. rugalmassági modulus állandó marad. Ezért a 30% feletti nyírófeszültségek roncsoló hatással lesznek ezekre a mintákra, mivel azok az LVR-en kívül vannak. A 30%-os nyírási alakváltozás kb. 10 000 Pa nyírófeszültségnek felel meg.
Ezért az 1000 Pa választott nyírófeszültség az ezeken a mintákon végzett későbbi oszcillációs mérésekhez, mint például a frekvenciasöprés, az LVR-en belül van, és így nem romboló hatású.
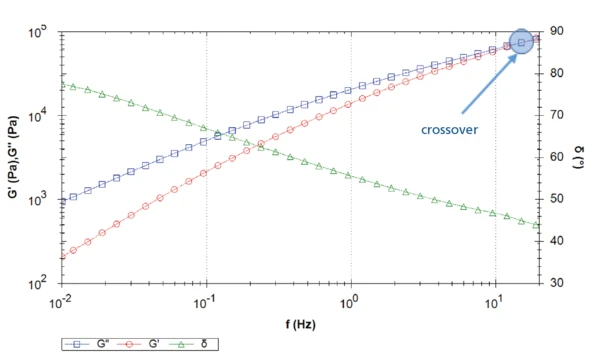
A 3. ábra a frekvenciasöprés során rögzített fázisszög mellett a rugalmas és a veszteség nyírási modulus görbéit is ábrázolja. Az alacsonyabb frekvenciák irányában a Viszkózus modulusA komplex modulus (viszkózus komponens), a veszteségmodulus vagy G'' a minták "képzeletbeli" része a teljes komplex modulus. Ez a viszkózus komponens jelzi a mérendő minta folyadékszerű vagy fázison kívüli válaszát. viszkózus modulus dominál a rugalmas modulus felett (fázisszög > 45°): Az anyag viszkoelasztikus folyadék. Kb. 15 Hz-es frekvenciánál átmenetet találunk: Magasabb frekvenciák (azaz rövid időskálák) esetén az anyag "szilárdtestszerű" tulajdonságai dominálnak a viselkedésben.
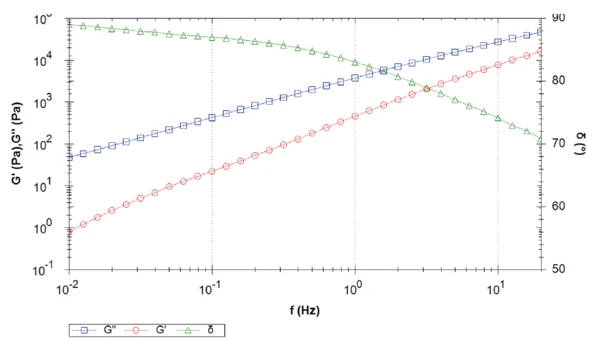
A 4. ábra a 2. minta frekvenciasöprését mutatja. A teljes mérés során a viszkózus nyírási modulus dominál a rugalmas nyírási modulus felett, ami 45°-nál nagyobb fázisszöget eredményez. A fázisszög a frekvencia növekedésével csökken. Más szóval, az olvadékban alacsony frekvenciákon (vagy hosszú időskálákon) a minta szinte tiszta viszkózus folyadékként viselkedik (a fázisszög közel 90°), minimális rugalmas tulajdonságokkal.
Ebben a mért frekvenciatartományban nem észlelhető átmenet. Az átmenet a mért frekvenciatartománynál magasabb, azaz 20 Hz-nél magasabb frekvencián jelentkezik. Minél magasabb az átmenet frekvenciája, annál kisebb a molekulatömeg [2]. A két anyag nyilvánvalóan különbözik a molekulatömegükben, ami a DSC-ről származó olvadási átmenetekben nem volt megfigyelhető.
Az 5. ábra a két minta komplex viszkozitását hasonlítja össze. A teljes mért frekvenciatartományban az 1. minta magasabb komplex viszkozitást mutat, mint a 2. minta, 0,1 Hz-en több mint egy dekád különbséggel. A 2. PEEK minta ráadásul 1 Hz körül elér egy newtoni platót. Ezzel szemben az 1. minta komplex viszkozitása a frekvencia csökkenésével tovább növekszik.
A komplex viszkozitási plató értékei közötti különbség a különböző molekulatömegeknek köszönhető. Minél nagyobb a molekulatömeg, annál magasabb a nulla nyírási viszkozitás platója [2].
Megjegyzés: Itt a komplex viszkozitást és nem a nyírási viszkozitást határozzuk meg. A Cox-Merz-szabály szerint azonban mindkét érték megfeleltethető [3].
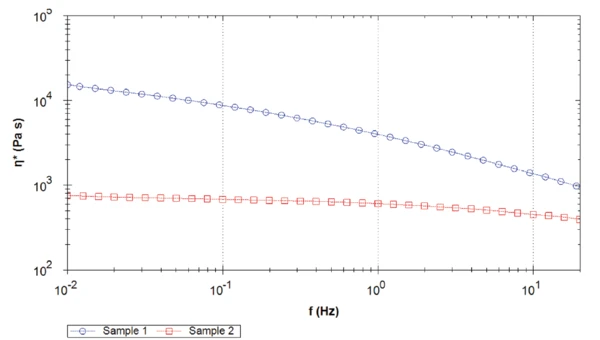
A komplex viszkozitást, ŋ*, a komplex merevségből, G*, és a szögfrekvenciából, ω, kapjuk. ŋ* = G*/ω [Pa-s]-ban fejezzük ki.
A 6. ábra mindkét PEEK anyag DSC-hűtési görbéjét ábrázolja. A 310°C és 240°C között észlelt exoterm csúcs jellemzően a PEEK KristályosodásA kristályosodás a kristályok kialakulása és növekedése során végbemenő fizikai folyamat. E folyamat során kristályosodási hő szabadul fel.kristályosodásából származik. Az üvegesedési hőmérsékleteket 150°C körül detektáltuk. Érdekes megfigyelés a kristályosodási csúcshőmérsékletek (Tc) közötti különbség, az alacsonyabb molekulatömegű anyag (PEEK 2. minta)5°C-kal alacsonyabb Tc-t mutat.
Míg a két PEEK polimer molekulatömegének különbsége nincs hatással az olvadási csúcsokra, addig eltérő hűtési viselkedést mutatnak; minél kisebb a molekulatömeg, annál magasabb a kristályosodási hőmérséklet. Míg a DSC hűtési futása jelzi, de önmagában nem jelzi előre a molekulatömegbeli különbséget, addig a reológiai mérés egyértelműen ezt az információt szolgáltatja.
Következtetés
A differenciál pásztázó kalorimetria jól ismert, könnyen használható technika, amely lehetővé teszi a polimerek termikus tulajdonságainak gyors elemzését. A minőség-ellenőrzési értékeléseket jellemzően a második DSC fűtési görbéken végzik. Bizonyos esetekben a hűtési szegmens is nagy értéket képviselhet. A reometria egy kiegészítő technika, amely az anyagok viszkozitásáról és viszkoelasztikus tulajdonságairól nyújt információt. A DSC és a reometria kombinációja sokkal mélyebb betekintést nyújt az anyag tulajdonságaiba, mint az egyetlen módszer által szolgáltatott információk.