Einleitung
Als Lactose bezeichnet man den Milchzucker, der natürlicherweise nur in der Milch von Säugetieren enthalten ist. In der pharmazeutischen Industrie wird sie wird häufig als Bindemittel und Füllstoff für Tabletten und Kapseln sowie als Verdünnungsmittel in Trockenpulverformulierungen zur Inhalation eingesetzt.
Lactose kommt in verschiedenen Formen vor, die jeweils spezifische Eigenschaften aufweisen. So lässt sich amorphe Lactose gut verdichten, ist aber aufgrund ihrer hohen Hygroskopizität nicht so stabil wie kristalline Lactose. Auch die beiden Isomere der kristallinen Form (α- und β-Lactose) weisen sehr unterschiedliche Eigenschaften auf. α-Lactose liegt meist als Monohydrat vor und unterscheidet sich z.B. von der β-Form in der Löslichkeit [1]. Sprühgetrocknete Lactose ist eine Kombination aus zwei Lactosearten: Sie besteht aus einer Matrix aus amorpher Lactose, in die Kristalle aus α-Lactose- Monohydrat eingebettet sind.
Die Eigenschaften von Lactose hängen stark von ihrem chemischen Zustand ab: amorph, α- oder β-kristallin. Daher setzt die Verwendung von Lactose für eine bestimmte Applikation ihre genaue Identifizierung voraus.
Im Folgenden wird gezeigt, wie anwenderfreundliche Analysemethoden die Charakterisierung von pharmazeutischen Hilfsstoffen wie Lactose ermöglichen.
Identifizierung für die Qualitätskontrolle – DSC detektiert kristalline und/oder amorphe Phasen
Die DSC (dynamische Differenzkalorimetrie) ist eine häufig eingesetzte Methode in der Qualitätskontrolle, da sie einfache Handhabung mit der Möglichkeit der automatischen Auswertung der Messkurven vereint – zumindest für Anwender von NETZSCH-DSCs.
In Abbildung 1 ist eine typische DSC-Kurve von α-Lactose- Monohydrat dargestellt. Am Anfang der Messung enthält das Material ein Molekül Wasser. Der Peak bei 146 °C (Peaktemperatur) ist auf die Dehydratisierung der Probe zurückzuführen. Dabei verdampft das im Kristall gebundene Wasser. Nach diesem Vorgang liegt die Lactose als Anhydrat vor. Dieses Anhydrat schmilzt bei 216 °C (Peaktemperatur).
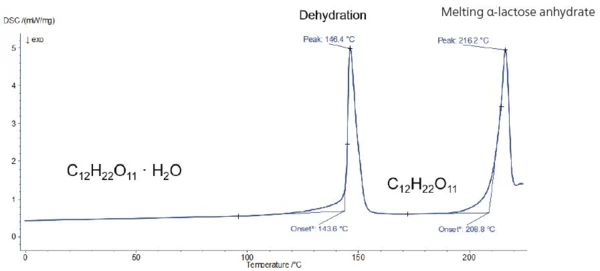
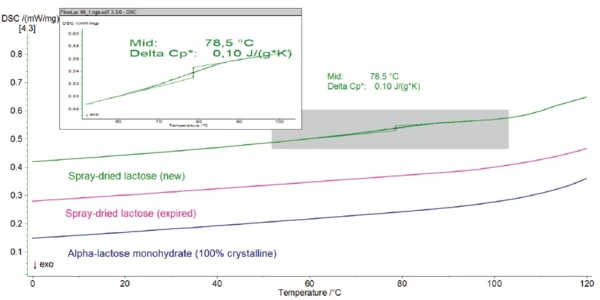
Abbildung 2 zeigt einen Vergleich der DSC-Kurven von α-Lactose-Monohydrat (100 % kristallin) mit den Kurven von frischer sprühgetrockneter Lactose und abgelaufener sprühgetrockneter Lactose. Der für die Dehydratisierung von α-Lactose-Monohydrat typische Wasserdampfpeak und der Schmelzpeak von Lactose-Anhydrat wurden für alle drei Materialien beobachtet. Die Unterschiede in den Dehydratationsenthalpien verdeutlichen die Produktunterschiede.
- Die Dehydratationsenthalpie ist bei kristalliner Lactose höher als bei sprühgetrockneter Lactose (157 J/g gegenüber 126 J/g). Dies ist darauf zurückzuführen, dass sprühgetrocknete Laktose eine amorphe Phase von ca. 10 % enthält. Die Enthalpie wird berechnet bezogen auf die Masse des kristallinen Anteils in der Probe. Diese Masse entspricht bei α-Lactose-Monohydrat (vollständig kristalline Probe) 100 % der Probe, bei sprühgetrockneter Lactose nur ca. 90 %.
- Die Dehydratationsenthalpie der abgelaufenen sprühgetrockneten Lactose ist der von kristalliner Lactose sehr ähnlich. Dies zeigt, dass sich die sprühgetrocknete Laktose während der Lagerung verändert hat.
- Ein Blick auf die Kurven im gezoomten Bereich zwischen 0 und 120 °C liefert eine erste Erklärung für dieses Verhalten. Ein Glasübergang wurde nur in der DSC-Kurve der frischen sprühgetrockneten Lactose beobachtet. Es scheint, dass der amorphe Anteil der sprühgetrockneten Lactose während der Lagerung kristallisiert, so dass das Material nach Ablauf des Haltbarkeitsdatums keine amorphe Lactose, sondern nur noch das kristalline Produkt enthält. Diese Schlussfolgerung ist sehr wichtig, da der amorphe Anteil der sprühgetrockneten Lactose für die besseren Kompressionseigenschaften des Materials im Vergleich zum kristallinen Produkt verantwortlich ist.

Wasseranteil in Lactose: Ein Fall für die Thermowaage
Um die Rolle von Wasser in sprühgetrockneter Lactose besser zu verstehen, wurden thermogravimetrische Analysen (TGA oder TG) durchgeführt. Bei diesen Tests werden die Massenänderungen des Materials während eines bestimmten Zeit-/Temperaturprogramms aufgezeichnet. Die Kopplung mit einem FT-IR-Spektrometer ermöglicht die Identifizierung der freigesetzten Gase.
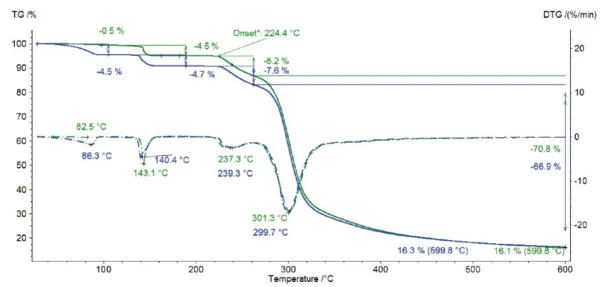
Abbildung 4 zeigt die resultierende TG-Kurve für sprühgetrocknete Lactose (grün). Zusätzlich sind Spuren von Wasser, Kohlendioxid und Ethandiol, die mit dem FT-IR-Spektrometer am Auslass der Thermowaage in den entstandenen Gasen detektiert wurden, in Schwarz, Rosa und Blau dargestellt. Die ersten beiden Massenverluststufen von 0,5 % und 4,5 % sind auf die Bildung von Wasser zurückzuführen. Obwohl dieselbe Substanz verdampft, findet der Prozess bei unterschiedlichen Temperaturen statt. Dies liegt daran, dass das Wasser unterschiedlich gebunden ist. Die erste Stufe mit einem Massenverlust von 0,5 % ist auf die Verdunstung von Oberflächenwasser zurückzuführen. Die zweite Stufe mit 4,5 % bei einer höheren Temperatur entspricht dem DSC-Entwässerungspeak in Abbildung 2. Er resultiert aus der Verdunstung des an die Laktosemoleküle gebundenen Kristallwassers.

Der weitere bei 224 °C detektierte Massenverlust (Onsettemperatur der TG-Kurve) entspricht der Zersetzung der Lactose. Die Zersetzung von Lactose in inerter Atmosphäre führt zur Bildung von Ethandiol und Kohlendioxid.
Der Anteil an Kristallwasser kann zur Berechnung des Anteils an α-Lactose-Monohydrat in der sprühgetrockneten Lactose herangezogen werden. Dies ist möglich, da ein Molekül Wasser an ein Molekül Lactose gebunden ist, sodass ein Massenverlust von 5 % bedeutet, dass das Material vollständig aus kristallinem Lactose-Monohydrat ohne amorphe Phase besteht. Dieses Ergebnis ist ausschlaggebend in der Tablettenerstellung, da sich amorphe und kristalline Lactose in ihren Komprimie-rungseigenschaften stark unterscheiden.
Affinität zu Wasser
Was passiert bei der Lagerung von sprühgetrockneter Lactose in feuchter Atmosphäre? Abbildung 5 zeigt die thermogravimetrischen Kurven sprühgetrockneter Lactose, gemessen im Anlieferungszustand (grün), im Vergleich zur Kurve der gleichen Probe, die zwei Wochen in feuchter Atmosphäre gelagert wurde (blau).
Die Lagerung führt zu einem starken Anstieg des Oberflächenwassers (0,5 % bis 4,5 %). Diese Information ist von großer Bedeutung, da ein Anstieg des Wassergehalts zum Verklumpen des Pulvers führen kann. Es ist zu beachten, dass Lactose mit einer Partikelgröße von 300 μm leicht verklumpen kann, sobald der Wassergehalt höher als 3 % ist. [2]
Die Lagerung in feuchter Atmosphäre beeinflusst nicht nur den Oberflächenwassergehalt, sondern auch das Verhältnis zwischen der kristallinen und amorphen Phase. Die Berechnung des Kristallwassers ohne Berücksichtigung des Oberflächenwassers, d.h. bezogen auf die Probenmasse ohne Oberflächenwasser, ergibt einen Kristallwassergehalt von 4,5 % in der ursprünglichen Lactose gegenüber 3,9 % in der Lactose nach der Lage-rung. Dies bedeutet, dass ein Teil des in der amorphen Lactose im α-Lactose-Monohydrat während der Lage-rung in feuchter Atmosphäre kristallisiert ist.
Amorphe Lactose ist sehr empfindlich gegenüber Wasser im Gegensatz zu den kristallinen Formen der Lactose, die nicht hygroskopisch sind. Die Lagerung von sprühgetrockneter Lactose in feuchter Atmosphäre führt zu einem Anstieg des Oberflächenwassergehalts und damit zur KristallisationAls Kristallisation bezeichnet man den physikalischen Vorgang der Verhärtung bei der Bildung und beim Wachstum von Kristallen. Bei diesem Prozess wird Kristallisationswärme frei.Kristallisation des amorphen Anteils des Produkts. Dies bring neue Eigenschaften hinsichtlich der Verdicht-barkeit und Fließfähigkeit des Pulvers mit sich.
Zusammenfassung
Lactose kommt in verschiedenen amorphen und kristallinen Formen vor, von denen jede ihre spezifischen Eigenschaften und Anwendungen in der pharmazeutischen Industrie hat.
Zur Identifizierung dieser unterschiedlichen Formen ist die DSC die Methode der Wahl. Ergänzend dazu ermöglicht die thermogravimetrische Analyse eine sehr genaue Bestimmung des in einem Lactosematerial enthaltenen Wasseranteils und die separate Identifizierung von Oberflächen- und Kristallwasser. Da eine Korrelation zwischen dem Kristallwasseranteil und dem Anteil an kristallinem α-Lactose-Monohydrat besteht, kann diese Methode auch zur Bestimmung der Lactoseart verwendet werden.
Beide Methoden dienen der Qualitätskontrolle. Sie sind von großer Bedeutung, wenn man bedenkt, dass sich Lactose, wie auch andere pharmazeutische Inhaltsstoffe, im Laufe der Zeit und unter verschiedenen Lagerbedingungen verändern können. Diese Änderungen können die Produktion behindern und die Produktqualität beein-trächtigen. Beispielsweise können bei der Tablettenherstellung Probleme mit der Komprimierbarkeit, der Fließfähigkeit des Pulvers und der Stabilität der Tablette auftreten. DSC und TG sind Werkzeuge, um solche Probleme zu vermeiden.