Einleitung
Die Bestimmung des Faservolumengehalts ist essenziell für die Bewertung der mechanischen und strukturellen Eigenschaften von Faserverbundwerkstoffen wie Kohleoder Glasfaserverbundwerkstoffe. Eine standardisierte Vorgehensweise ist in DIN 16459 beschrieben. Dabei werden zunächst der Korrekturfaktor (Km) sowie die Massenanteile von Matrix (mM) und Fasern (mFa) mittels Thermogravimetrie (TG) ermittelt. Unter Einbeziehung der Dichten von Fasermaterial und Verbundwerkstoff lässt sich der Faservolumengehalt berechnen.
Mit Hilfe der NETZSCH TG 309 Libra® können nahezu alle erforderlichen Kennwerte bestimmt werden. Durch den Einsatz eines automatischen Probenwechslers wird die Durchführung der erforderlichen Mehrfachmessungen deutlich vereinfacht und vollständig automatisiert. Das spart nicht nur Zeit und Personalressourcen, sondern sorgt auch für eine höhere Reproduzierbarkeit.
Experimenteller Teil
Zur Bestimmung des Korrekturfaktors (Km) wurde eine Dreifachbestimmung an einer reinen Matrixprobe mittels Thermogravimetrie (NETZSCH TG 309 Libra®) durchgeführt (Abbildung 1).
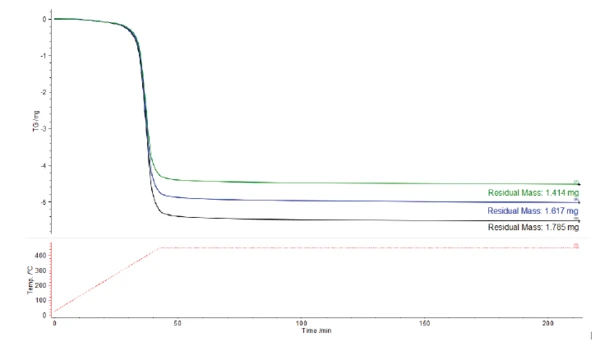
Die Messung erfolgte unter identischen Bedingungen wie die spätere Analyse des Verbundwerkstoffs (siehe Tabelle 1).
Tabelle 1: Messparameter für die TG-Messung
| Parameter | |
|---|---|
| Temperaturprogramm | RT - 450 °C, 10 K/min Isotherme: 170 min |
| Gasatmosphäre | N2, 100 ml/min |
| Tiegel | Al2O3 (85 μl) |
Die Berechnung des Korrekturfaktors (Km) basiert auf dem Ascherest (mMA) und der Ausgangsmasse (mPM) der Reinmatrixprobe (siehe Tabelle 2).
Table 2: Berechnungsergebnisse für den Korrekturfaktor (Km)
| mPM [mg] | mMA [mg] | Km [mg] | |
| 7,309 | 1,785 | 0,756 | |
| 6,631 | 1,617 | 0,756 | |
| 5,932 | 1,414 | 0,762 | |
| Mittelwert | 6,625 | 1,603 | 0,758 |
| Standardabweichung | 0,562 | 0,151 | 0,002 |
Anschließend wurde eine Probe des Verbundwerkstoffs ebenfalls in Dreifachbestimmung thermogravimetrisch untersucht (Abbildung 2).
Aus Ausgangsmasse (mPr), Ascherest (mV) und dem Korrekturfaktor wurden die Massenanteile von Matrix (mM) und Fasern (mFa) bestimmt (siehe Tabelle 3).
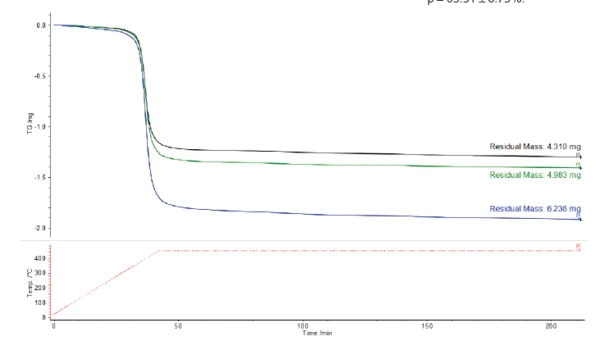
Tabelle 3: Berechnungsergebnisse für die Matrixmasse (mM) bzw. Fasermasse (mFa)
| mPr [mg] | mV [mg] | mM [mg] | mFa [mg} | |
| 5,611 | 4,310 | 1,716 | 3,894 | |
| 8,151 | 6,236 | 2,521 | 5,630 | |
| 6,389 | 4,983 | 1,859 | 4,530 | |
| Mittelwert | 6,717 | 5,177 | 2,032 | 4,685 |
| Standardabweichung | 1,063 | 0,800 | 0,351 | 0,717 |
Für die Berechnung des Faservolumengehalts wurden die Dichten des Fasermaterials und des Verbundwerkstoffs herangezogen. Die Faserdichte wurde dem Materialdatenblatt entnommen (1,79 g/cm3), während die DichteDie Massen-Dichte ist definiert als Verhältnis zwischen Masse und Volumen.Dichte des Verbundwerkstoffs experimentell über das Archimedische Prinzip ermittelt wurde (1,63 g/cm3). Anhand der berechneten Kennwerte lässt sich der Faservolumengehalt der Probe berechnen:
ρ = 63,51 ± 0,73 %.
Fazit
Mit Hilfe der TG 309 Libra®® kann entsprechend DIN 16459 der Faservolumengehalt von faserverstärkten Verbundwerkstoffen bestimmt werden. Hierfür werden zur Bestimmung eines Korrekturfaktors sowie der Faser- und Matrixmassen mehrere thermogravimetrische Analysen durchgeführt. Anhand der erhaltenen Daten lässt sich letztendlich der Faservolumengehalt berechnen. Für die Industrie bietet diese Methode entscheidende Vorteile. Im Vergleich dazu weisen andere Verfahren teils deutliche Einschränkungen auf. Optische Methoden wie die mikroskopische Bildanalyse sind stark abhängig von der Qualität der Probenpräparation und liefern nur lokale, nicht unbedingt repräsentative Ergebnisse. Chemische Auflösungsverfahren sind oft zeitintensiv, umweltbelastend und können die Fasern ebenfalls beeinflussen. Bildgebende Verfahren wie die Computertomographie sind zwar zerstörungsfrei, jedoch kostenintensiv und in der quantitativen Auswertung begrenzt.
Insgesamt bietet die TG ein überlegenes Verhältnis aus Genauigkeit, Reproduzierbarkeit und Effizienz. Sie ermöglicht eine präzise und reproduzierbare Bestimmung des Faservolumengehalts, was die Qualitätssicherung deutlich verbessert. Die schnelle Analyse kleiner Probenmengen erlaubt eine effiziente Prozessüberwachung und -optimierung. Zudem unterstützt sie die Entwicklung neuer Werkstoffe durch genaue Aussagen zur Materialzusammensetzung.
Durch den automatischen Probenwechsler lassen sich die für die Faservolumengehaltsbestimmung notwendigen Mehrfachmessungen komfortabel und ohne manuellen Aufwand durchführen. Das ermöglicht eine durchgängige Automatisierung des Analyseprozesses, steigert die Produktivität im Laboralltag und reduziert gleichzeitig das Risiko von Bedienungsfehler – ideal für den Einsatz in der modernen Qualitätskontrolle und Prozessoptimierung.
Danksagung
Die Bereitstellung der Proben erfolgte dankenswerterweise durch das Labor für Faserverbundtechnik der OTH Regensburg.